24小时论文定制热线
24小时论文定制热线
摘要:新开发的ORVR活性碳罐本体由于结构特殊、尺寸较大, 具有深腔结构, 成型时易出现翘曲变形, 影响塑件成型质量及实际使用功能, 模具设计过程中存在一定的技术难点。运用Moldex3D模流分析软件对注射成型冷却系统及浇注系统进行优化分析, 仿真结果显示X、Y、Z方向的翘曲变形量都有所减小, 翘曲变形总量由4.762 mm减小到3.484 mm, 再通过模具预变形设计达到装配要求。根据Moldex3D的优化分析结果, 最终完成碳罐本体注射模设计。
关键词:碳罐本体; 深腔; 翘曲变形; Moldex3D; 优化分析;
Abstract:In view of the special structure, large size and deep cavity structure of the newly developed ORVR charcoal canister, it was hard to design the injection mould.And the warpage and deformation of it were easily occurred which reduced the quality of the plastics and the practical use function of the carbon canister.So the Moldex3D moldflow analysis software was used to optimize and analyze the cooling and filling system of the mould.The results showed that the total warpage deformation in the X, Y and Z directions was reduced from 4.762 mm to 3.484 mm, which was met the assembly requirements of the plastics by the pre-deformation for the mould.Finally the injection mould design of the carbon canister was achieved according to the Moldex3D optimization analysis.
Keyword:carbon canister; deep cavity; warpage deformation; Moldex3D; optimization analysis;
碳罐本体是汽车碳罐总成最重要的部件, 具有2个填充碳粉颗粒的腔室和OBD检测口等多个深腔结构, 其成型质量直接影响ORVR活性碳罐的装配和工作性能。不合理的浇注系统和冷却系统以及不科学的工艺参数设置会导致塑件产生缺陷, 影响塑件的成型质量[1-3]。对于碳罐本体, 最重要的是各方向的翘曲变形量, 这关系到碳罐本体与上下盖的配合, 翘曲变形越大, 配合间隙越大。由于活性碳罐工作时处于不断的随机振动状态, 如果碳罐本体的熔接痕强度不高, 会导致塑件应力集中而产生开裂现象[4,5]。碳罐本体要求有较高的成型质量, 通过Moldex3D模流分析软件对其浇注系统和冷却系统及成型工艺进行优化分析, 完成碳罐本体的模具设计。
1、分析模型前处理
1.1、塑件模型
碳罐本体外形尺寸为207 mm×313 mm×118mm, 体积为455 cm3, 平均壁厚为2.5 mm, 属于体积较大, 壁厚较厚的塑件。塑件结构较复杂, 有许多卡扣、筋条、凸台。塑件壁厚分析如图1所示, 从图1可以看出, 94.851%的壁厚分布在1.315~2.584 mm, 壁厚分布不均匀, 影响充填的效果。

图1 塑件模型壁厚分析
1.2、网格划分
将碳罐本体CAD三维模型以.stl格式导入Moldex3D软件直接进行网格划分, 具体操作步骤如图2所示。为了分析结果的准确性和可靠性, 基于计算机的分析能力, 网格划分的越细密越好, 所以采用第5等级进行划分, 以.mdg格式保存[6]。
1.3、材料成型工艺分析
碳罐本体的材料选用PA66+13%GF。PA66相变在250~265℃, 最高注射温度为285℃;PA66强度高、耐磨性好、吸水性好和刚性较小。纤维的含量对增强塑料的性能有直接影响, 纤维的含量越高, 强度和刚度越高, 但呈脆性, 同时降低了热膨胀性和吸水率。
将.mdg格式文件导入Moldex3D分析软件, 软件会根据模型容积、材料、浇口、冷却水路等自动判断出相应的工艺参数。再根据软件默认成型参数和实际经验设定的参数为:充填时间6 s, 熔料温度295℃, 模具温度100℃, 最大注射压力和保压压力150 MPa, 保压时间8 s, 冷却时间15 s, 开模时间5 s, 推出温度180℃。

图2 网格划分操作步骤
2、原始方案模流分析
2.1、方案设计
根据注射基本原则以及碳罐本体结构尺寸对浇注系统进行设计, 采用点浇口进浇, 浇口设置在壁厚较厚的区域, 保证能够保压充足, 流道分布保持平衡[7]。原始方案的浇注系统采用4个点浇口, 对称分布的形式设计, 浇口直径为?1.05 mm。在塑件上下表面平铺2层冷却水路, 每层排布6根直通式水管, 水管直径为?12 mm。原始方案如图3所示。
浇注系统网格划分效果如图4所示, 具备比较规整的划分效果, 满足模流分析的要求。
2.2、结果分析

图3 原始方案浇注系统和冷却系统
查看模流分析结果, 塑件在不同方向上翘曲变形的情况如图5所示, 图5 (a) ~ (d) 分别为X、Y、Z方向翘曲变形和总翘曲变形量。

图4 浇注系统网格划分效果
根据分析结果可以发现, X方向上最大翘曲变形量为-3.001 mm, Y方向上最大翘曲变形量为-3.826 mm, Z方向上最大翘曲变形量为-3.948mm, 翘曲总变形量为-4.762 mm。各方向上翘曲变形量都超出了公差要求, 影响塑件装配性和外观质量。
3、冷却系统优化分析
3.1、方案设计
根据2.2节分析结果可以得出, 原始方案的冷却系统设计存在问题, 需要进行优化设计。设计要求各个冷却水管的冷却效率均匀, 且模具温差平均值不能太大[8]。根据经验和传统加工工艺的限制, 采取增加碳罐腔体内部冷却水路的设计, 采用隔板式水管, 水管直径为?25 mm, 上下2层的水路绕着壳体四周进行串联分布, 直径为?12 mm, 如图6所示。
3.2、结果分析
冷却系统优化后各方向翘曲变形情况如图7所示, 图7 (a) ~ (d) 分别为X、Y、Z方向翘曲变形和总翘曲变形量。
分析结果显示, X方向上的最大变形量为-2.826 mm, Y方向上的最大变形量为-3.207 mm, Z方向上的最大变形量为-2.794 mm, 总变形量最大值为-3.779 mm。分析结果表明, 冷却水路优化后比原始方案各方向翘曲变形量都要小, Z方向和总变形最大减小量达到-1 mm, 说明优化后的冷却系统对翘曲变形量的减小效果有所改善, 后续模具设计将采用优化后的冷却系统进行。
由图7可知, 优化后翘曲变形量依然很大, 这主要是由碳罐本体结构不对称以及体积较大引起。材料选择含13%的玻璃纤维的PA66, 在点浇口数量多的情况下容易导致玻璃纤维方向不合理, 增大翘曲变形量。

图5 各方向翘曲变形量

图6 优化冷却系统方案
4、浇注系统优化分析
4.1、方案设计
根据3.2节优化分析的结果, 对浇注系统进行优化, 优化方法为在原始浇注系统的基础上去掉2个浇口, 改成2个浇口形式, 其他参数不变, 如图8所示。
4.2、结果分析
在网格划分、成型参数、材料等与前2次模流分析保持一致的情况下, 对优化浇注系统方案进行模拟分析。X、Y、Z方向翘曲变形和总翘曲变形量如图9所示。

图7 冷却系统优化后各方向翘曲变形量

图8 优化后的浇注系统模拟分析
根据图9 (a) ~ (d) 翘曲变形分析结果发现各方向翘曲变形量最大值都有所减小, X方向最大变形量为1.977 mm, 比上一次优化减小0.849 mm;Y方向最大变形量为3.092 mm, 比上一次优化减小0.115 mm;Z方向最大变形量为1.602 mm, 比上一次优化减小1.192 mm;总变形量最大值为3.484 mm, 比上一次优化减小0.295 mm。
5、碳罐本体注射模设计
5.1、碳罐本体模具结构设计
采用UG三维设计软件进行碳罐本体的注射模设计, UG注射模向导模块外加胡波外挂软件, 可以根据产品设计需要随意添加标准的零件。现介绍碳罐本体模具设计的主要步骤。
(1) 碳罐本体体积较大, 根据注塑机成型的最大参数以及模具制造成本, 模具采用1模1腔结构, 动模和定模结构如图10所示。
(2) 根据优化确定的浇注系统和冷却系统方案进行模具设计。具体设计结果及冷却液流向如图11所示。
(3) 模架选择, 鉴于塑件结构, 选择EAH型模架, 型号为FCI-6070-A120-B170-C150, 如图12所示。

图9 浇注系统优化后各方向翘曲变形位移量

图10 动模和定模结构

图11 冷却系统和浇注系统设计结果

图12 模架设计
(4) 碳罐本体为推杆推出脱模, 内部型腔和卡扣位置的脱模需要增加液压机抽芯机构和斜导柱侧抽芯机构来实现。脱模机构如图13所示。
(5) 此外对其他的导柱、导套、定位环、复位弹簧等标准部件进行选择设计。
5.2、模具总装
完成浇注系统设计、冷却系统设计、推出机构和成型零件设计后, 选用型号为FCI-6070-A120-B170-C150的标准模架, 在CAD中形成模具总装, 模具总装结构如图14所示。

图13 脱模机构设计
6、结束语
运用Moldex3D软件对碳罐本体模具的冷却系统、浇注系统进行优化设计, 改善成型过程中发生的翘曲变形的问题。最后对本体外壳进行注射模设计, 完成模具结构设计、模具总装。但是各方向翘曲变形依然有改进的空间, 模具加工过程中采取预变形的原理可以减小翘曲变形[9]。在实际生产过程中还需要基于Moldex3D软件进行 (下转第52页) 工艺参数的正交试验, 得出最佳的注射参数[10]。
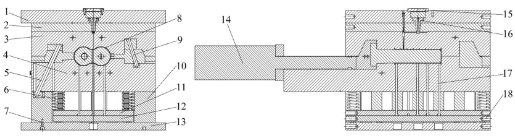
图14 模具结构
1.定模座板2.支撑板3.定模型芯4.动模型芯5.斜导柱6.弹簧7.螺钉8.塑件9.斜导柱10.垫块11.推杆固定板12.推板13.动模座板14.液压缸15.定位环16.浇口套17.推杆18.定位销
参考文献
[1]贺圣彦, 楚纯朋, 邓娇, 等.基于CAE厚壁件注塑浇口优化设计[J].塑料工业, 2016, 44 (6) :53-56.
[2]张帅, 金久芝, 陈振, 等.管道连接筒注射成型数值模拟与模具设计优化[J].工程塑料应用, 2016, 44 (11) :71-75.
[3]刘苗苗, 安瑛, 杨卫民, 等.基于Moldex3D的塑料储罐封头浇注系统优化分析[J].塑料, 2016, 45 (2) :109-111.
[4]王东峰, 陈泽中, 刘会, 等.基于Moldflow的汽车扰流板模流分析及翘曲优化[J].塑料工业, 2014, 42 (9) :42-45.
[5]于同敏, 刘铁山.注射制品的熔接痕及控制对策[J].模具工业, 2002, 28 (7) :33-37.
[6]翟豪瑞, 葛晓宏, 陶康.运用Moldex3D模流分析改善某空气滤清器成型的表面质量[J].模具工业, 2016, 42 (3) :50-54.
[7]徐佩弦.塑料注射成型与模具设计指南[M].北京:机械工业出版社, 2013:66-68.
[8]张栋伟, 王骥.基于Moldflow的轴承座冷却系统结构优化[J].塑料工业, 2016, 44 (12) :46-50.
[9]王超房, 黄明, 赵振峰, 等.基于预变形的长条状注塑制品翘曲控制[J].工程塑料应用, 2016, 44 (8) :46-49, 64.
[10]孙晋, 李永泉, 李峰.注塑成型工艺参数对汽车保险杠翘曲变形的影响研究[J].塑料工业, 2011, 39 (5) :49-53.