24小时论文定制热线
![]()
24小时论文定制热线
![]()
摘要:针对带把双色水杯的结构特点设计了带哈呋滑块结构的转盘式双色注塑模具。该模具采用热流道技术以消除流道凝料, 实现生产自动化;型腔采用常规水路, 型芯采用随形水路设计。借助模流分析技术对设计进行验证。模拟结果表明, 该冷却方式能有效改善冷却效果、显着提高冷却效率和生产率;含随形水路的镶块与型芯基座采用机加工、成型部分采用金属粉末选择性激光烧结的三维 (3D) 打印技术成型;哈呋滑块的分型由压缩弹簧和T形扣来实现。
关键词:带把水杯; 双色注塑模具; 冷却分析; 随形水路; 热流道;
Abstract:A two-color injection mold with a half-slider structure was designed for a two-color cup with a handle. The mold was mounted in an injection-molding machine with a turntable plate. The hot runner technology was adopted in the mold to remove the condensed material and realize the automotive production. The cooling system was constructed with conventional cooling channels in the cavities and a conformal cooling channel in the core. The simulation results indicated that the cooling configuration could effectively improve the cooling effect and cooling efficiency. The foundation supports of the insert and core with a conformal cooling channel were obtained from machining, and the top part was formed by selective laser sintering of metal powders via 3 D printing technology. The parting of the sliders was driven by compression springs and T-shape buckles. This two-color injection mold exhibited a reasonable structure and reliable operation.
Keyword:cup with handle; two-color injection mold; cooling analysis; conformal cooling techno-logy; hot runner;
随着人们生活水平的提高和节能环保意识的增强, 对塑料制品的美观性要求越来越高, 对制品成型过程的低能耗及高效率要求也与日俱增。多物料注塑是指不同的塑料熔体或材料相同但颜色不同的塑料熔体先后或同时进入到模腔中得到具有多种材质或多种颜色的塑料制品的注塑工艺[1]。不同材质不同颜色塑料结合在同一制品中出现, 美观、且能充分利用多种塑料的优点和性能。其中双色注塑 (本文指清双色注塑, 另一种混双色注塑一般称为共注塑) 是在双色注塑机中经模具的开合旋转通过不同的流道系统和型腔先后成型制件的不同位置 (多为内与外) , 不同材质或色泽间具有明显分界线。热流道技术通过加热保证流道和浇口的熔融状态, 避免了冷凝料的产生、取出与回收处理, 能有效地节省材料、缩短成型周期、提高产品品量[2]。现在热流道技术在注塑模中的应用越来越多。随着选择性激光烧结 (SLS) 等3D打印技术的发展与成熟, 在模具内部设置更贴近产品轮廓的随形水路成为可行[3]。随形水路能提供良好的散热效率, 具有传统钻孔方式制作的水路无可比拟的冷却效果, 有效缩短冷却时间, 提高产品产能时效与品质。随形水路在注塑模具中的应用也将越来越广泛。
本文以一带把双色水杯为例, 介绍其双色注塑模的设计及随形水路技术和热流道技术在其中的应用, 并借助模流分析技术印证这些技术所带来的优势。
1、塑件结构与材料选择
考虑实用性与美观性, 该水杯设计为带把双色水杯, 如图1 (a) 所示。杯体内层外表面设有阳文标识, 一方面作为标识也增进美观, 另一方面与杯体外层的对应镂空相嵌以增进结合。杯体外层侧面有对应镂空, 底部有2 mm×2 mm的环形底座。杯体内外层主体壁厚均为1.5 mm, 外层上边缘比内层上边缘高3 mm, 此处壁厚3 mm。内外层分别如图1 (b) 、 (c) 所示。
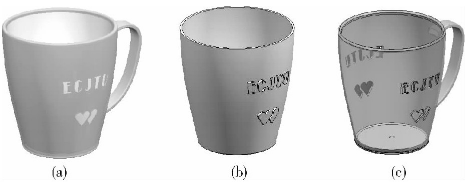
图1 带把双色水杯
由于内层外表面阳文标识以及外层把手与镂空的设计, 内外层的成型型腔均需采用哈呋滑块侧分型结构。采用聚丙烯 (PP) 材料成型。PP材料的流动性好, 产品质量轻、韧性与耐化学性能好, 但其缺点是收缩率较大 (1%~2.5%) 。内层为第一次注塑, 采用纯PP (中国台湾台化公司生产, 牌号为K1011, 食品级) , 外层为第二次注塑, 采用高结晶度共聚PP (HCPP, SABIC公司生产, 牌号CX04-81, 通用级) , 具有更好的成型性能和透明度, 提高了刚度和耐磨性。
2、模具设计
2.1、总体设计方案
为保证成型的连续性, 提高生产效率, 该双色水杯采用双色注塑。制品的内层与外层依次在模具的不同型腔中成型, 这就需要模具动模整体旋转带动半成品换位。因此设计模具为转盘式双色模, 动模安装在注塑机转盘上。根据制件的结构分析, 内外层的成型型腔均需哈呋滑块侧分型结构, 哈呋滑块应留在定模侧。综合考虑制件大小、动模的旋转及模具的哈呋结构, 模具设定为一个半成品型腔 (成型内层) 和一个成品型腔 (在内层上附加外层) , 一次开模得到一个成品。模具的哈呋滑块利用注塑机开模动作带动其侧向分型, 在侧向分型完成前哈呋滑块应随动模一起运动, 以保证半成品和成品能完全脱离型腔后继续随动模运动。
2.2、热流道浇注系统与含随形水路的冷却系统设计
在双色注塑中, 半成品还需转到成品型腔再次成型。相对冷流道而言, 热流道避免了流道冷凝料的取出与去除问题, 可减少开模行程, 简化模具结构, 实现成型过程的全自动化程度, 并提高生产效率。对此单腔双色模, 半成品及成品型腔各采用一个开放式热流道喷嘴进胶即可。该模具选择信好热流道喷嘴—SIN-GLE-UNI PG 0444, 该喷嘴及定位圈如图2所示。
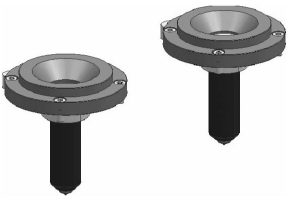
图2 热喷嘴及定位环
常规冷却水路主要是通过钻孔再辅以隔水板、喷水管等形式来实现;随形水路是设计好带水路的成型零件后通过3D打印 (金属粉末选择性激光烧结) 直接形成。对此双色模, 型腔部分由于是哈呋滑块结构, 若采用随形水路, 因其体积较大, 加工成本较高, 因而还是采用常规冷却水路冷却, 通过钻孔再加堵头形成水路;对杯底设置镶件采用环形的随形水路来冷却;对型芯部分则采用螺旋形的随形水路来冷却。考虑到模具动模的往复旋转, 动模侧水路进出口均设在中部。该模具的冷却系统如图3所示。
为考察随形水路对冷却效果及效率的改善, 对本文采用的水路系统方案及常规水路系统方案进行冷却模拟比较, 两方案的水路布置分别如图4和图5所示。工艺参数设定为:第一注射料PP料温235℃;第二注射料HCPP料温210℃;目标模温55℃;注水温度40℃。两方案模拟的模具平均温度如图6和7所示。从模具温度分析结果看, 型芯采用随形水路能显着降低型芯模具温度。并且本文采用的随形水路方案从目标模温计算的周期时间为10 s, 而常规水路方案计算的周期时间为17.5 s, 显然采用随形水路能大大提高冷却效率, 缩短成型周期, 从而提高生产率。
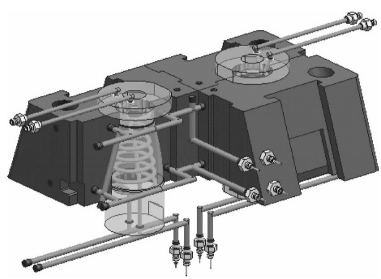
图3 冷却系统水路
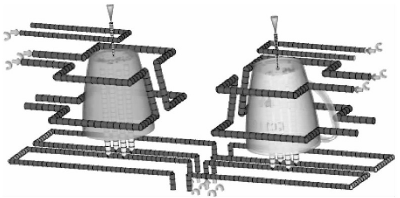
图5 传统冷却系统模型
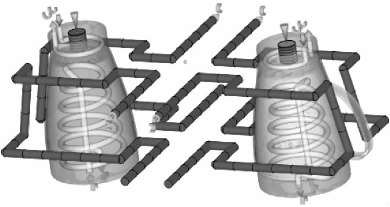
图4 带随形水路的冷却系统模型
2.3、成型零件
根据总体方案分析, 半成品型腔和成品型腔为哈呋滑块侧分型结构, 两型腔通过对位结构拼接为一体。半成品型腔内雕刻有阴文标识, 下端有3 mm长宽的环形凸缘 (因内层比外层大端面低3 mm) 。两型腔底部设有镶块 (成型水杯底座) , 内设环形水路, 成品型腔镶块下端边缘有环形切口, 以成型外层的底座。动模型芯内设螺旋形水路。成型零件如图3、图4中所示。
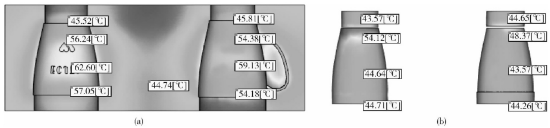
图6 带随形水路的模具平均温度
(a) 哈夫块 (b) 型芯
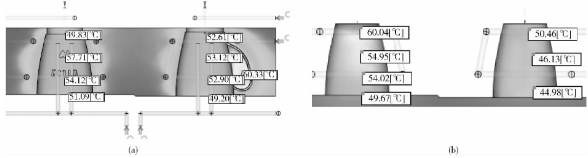
图7 常规水路的模具平均温度
(a) 哈夫块 (b) 型芯
哈呋滑块选取预硬化型塑料模具钢P20 (3Cr2Mo) , 调质处理 (即预硬化) 后冷加工即可直接使用。型腔镶块及型芯下部基座通过机加工而得, 以基座为基础再进行金属粉末的选择性激光烧结3D打印得到上面含随形水路的成型部分, 金属粉末采用EOS Maraging Steel MS1-马氏体时效钢, 具有良好的热传导性, 典型应用就是插入式随形冷却注塑模, 固溶时效处理后其硬度可达55HRC。
2.4、其他设计方案
(1) 哈呋滑块动作控制与定位装置
安装固定在定模的斜导柱所套的压缩弹簧及安装固定在动模的T形扣提供开模时哈呋滑块移动的驱动力;安装固定在定模上的T形抽芯块用于哈呋滑块的运动导向, 限位块用于哈呋滑块的运动限位;哈呋滑块与定模板及动模推板间存在接触滑动, 设置耐磨块以便保护与更换;两哈呋滑块上设有对位位, 在定模板上还设有定位块以保证合模时哈呋滑块的对位与定位, 如图8所示。
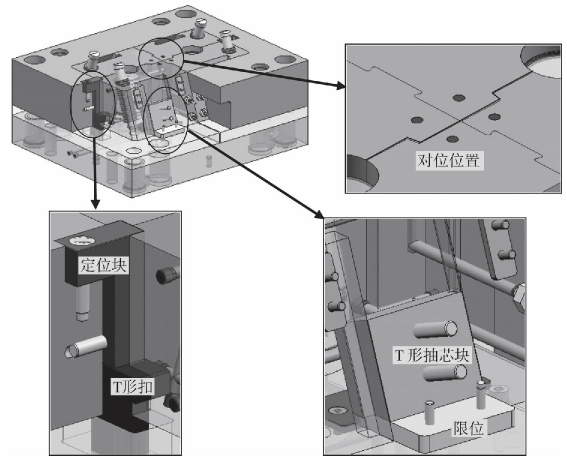
图8 哈呋滑块的动作控制与定位
T形扣及定位块需要足够的强度以防止折断或者磨损失效, 采用高强度的热作模具钢42Cr Mo。耐磨块及T形抽芯块需要较好的耐磨性, 采用DF2钢材 (锰-铬-钨合金钢) 热处理后达到54~56 HRC较高硬度。
(2) 顶出与复位
考虑到双色注塑中半成品需随动模旋转到成品型腔继续成型, 该侧不顶出, 只有成品才能顶出, 因此两腔设置独立的顶出机构。制件采用推板推出, 采用复位弹簧复位。
(3) 模架与注塑机的选择
由于滑块高度较高, 模具整体高度较高, 并且采用了热喷嘴, 因此模架选择龙记DDI型5060模架。综合考虑动模旋转模板尺寸、各型腔注胶量要求、容模厚度、锁模力及开模行程需求等, 塑机选择富强鑫FB-280R双色注塑机, 该注塑机为转盘式注塑机, 动模可随转盘整体旋转。
3、模具整体结构及工作过程
模具3D爆炸图如图9所示。模具总体结构图如图10所示。模具的工作原理:成品成型完成后, 随着动模座的开始后移, 压缩弹簧49和固定在动模的T形扣件35将哈呋滑块43向动模方向推拉, 哈呋滑块43与流道板16分开, 即PL1处分开;同时, 在T形抽芯块41及斜导柱的作用下, PL1分开的同时两哈呋滑块也相对侧向分开, 即PL2处分开;随着两哈呋滑块的侧向分开, T形扣35与哈呋滑块43的扣位面逐渐减小至无, 在哈呋滑块触及限位块40时, 哈呋滑块停止运动, 动模座继续后移, 则PL3处分开, 成品与半成品随动模型芯向后运动, 直到完成开模;双色注塑机在成品侧的顶棍顶出, 推动推板13将成品推出脱模, 而半成品侧无顶出动作;成品脱模后, 注塑机顶棍退回, 在矩形黄弹簧7的回复作用下推板被复位推杆3拉回, 完成复位;而后动模旋转180°, 半成品转到成品侧;开始合模, 哈呋滑块在动模推板的推顶作用下随着T形抽芯块和斜导柱的导向方向压回, 弹簧49被压缩, T形扣与哈呋滑块的扣位面逐渐形成并增大, 直到两哈呋滑块完成对位、定位, 合模完成;模具进入下一次注塑周期, 以此循环。
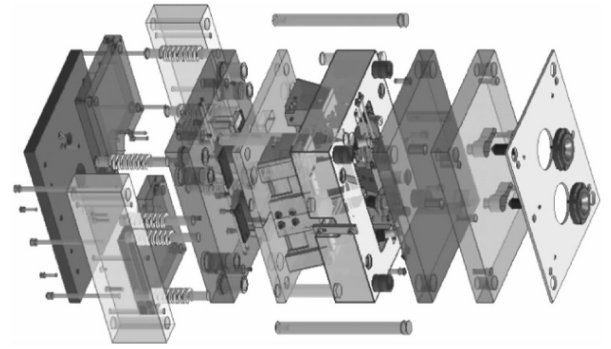
图9 模具3D爆炸图
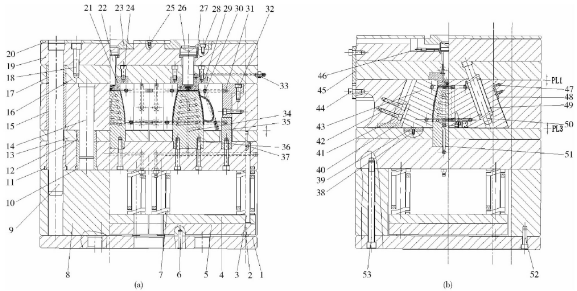
图10 模具总体结构
4、结论
(1) 此带把双色水杯采用转盘式双色注塑模成型, 过程连续, 效率高;
(2) 此双色注塑模采用热喷嘴, 简化了模具的结构, 实现生产自动化;型腔采用传统水路, 底座镶块及型芯采用随形水路, 改善了冷却效果, 将成型周期从传统水路方案的17.5 s缩短到10 s, 显着提高了生产效率;镶块及型芯采用机加工与3D打印加工, 既保证了加工效率又满足了设计要求;
(3) 此双色注塑模采用了哈呋滑块结构, 并设置了对位、定位及T形扣等装置, 保证了模具动作的可靠与稳定。
参考文献
[1]赵龙志, 赵明娟, 付伟.现代注塑模具设计实用技术手册[M].北京:机械工业出版社, 2013:383-391.
[2]徐佩弦, 张占波, 王利军.热流道注射模塑[M].北京:机械工业出版社, 2016:38-47.
[3]刘建元, 闫丽静, 李炳, 等.基于SLM快速成型方法的注塑模具随形冷却水路关键技术研究[J].制造业自动化, 2014, 36 (11) :12-15.LIU J Y, YAN L J, LI B, et al, The Research of Key Technology of Injection Mold with Conformal Cooling Channels Which is Based on the Rapid Prototyping Me-thod of SL[J].Manufacturing Automation, 2014, 36 (11) :12-15.