24小时论文定制热线
![]()
24小时论文定制热线
![]()
摘要:针对FANUC 0iTD系统数控车床的主轴无级调速控制进行升级, 解决其低速段输出扭矩较小、无法满足机床强力切削的问题。采用主轴分段无级液压变速控制方式进行解决, 前期主轴变速箱已安装完成, 重点是基于FANUC PMC的分段无级液压变速控制系统的设计与实现, 从硬件控制电路、液压换挡M代码实现、PMC控制程序等方面进行设计与开发。升级后的分段无级液压变速控制系统, 能够自动完成高低挡变速, 达到低速大扭转和无级调速的控制要求。
关键词:数控车床; 主轴; 分段无级变速; 控制系统; PMC;
主轴驱动系统是数控车床的一个极为重要的组成部分, 主轴旋转是切削工件的主运动, 根据材料和加工工艺的不同, 实现多种主轴转速的控制, 以达到最佳切削效果, 因此主轴驱动系统的控制方式和工作特性直接影响加工的效果。
1、问题的提出
现有技术中的数控车床采用装置简易的无级调速主轴机构, 如图1所示。采用单独主轴变频器控制, 属于无级调速, 调速范围较宽[1], 但其低速段输出扭矩较小, 如图2所示, 常常无法满足机床强力切削的要求。如果切削力大的话, 有时会导致主轴停转, 主电机堵转, 使得变频器的通过电流超过一定限度出现变频器过载报警, 导致不良后果。
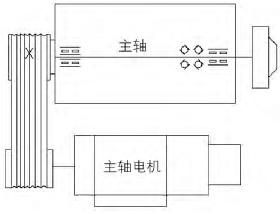
图1 无级变速主传动系统
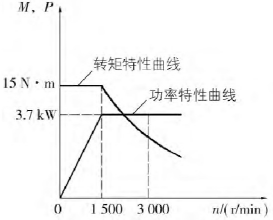
图2 无级变速的转矩与功率特性曲线
2、解决方案
如果想要提高低速时的切削扭矩可采用如下两个方案:
方案一:增大主轴电动机的功率, 相应的要选大功率的主轴电动机和变频器, 从而使主轴电动机与变频器的体积、重量及成本大大增加。
方案二:采用减速箱结构, 通过主轴箱2—3级变速齿轮带动主轴运转, 如图3所示, 这样主轴的变速就通过主轴电动机无级变速与齿轮的有级变速相配合来实现, 因此, 既可提高主轴的输出转矩, 如图4所示, 又可以扩大主轴的调速范围, 成本大大减小。
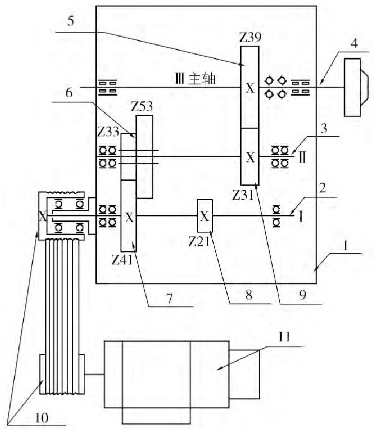
图3 无级+有级 (变速箱) 变速主传动系统
综合考虑, 方案二比较合适, 主要原因是大大增加了主轴低速切削的扭矩, 提高了生产效率, 实现成本小。
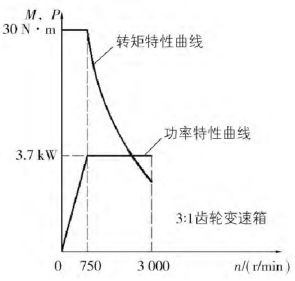
图4 无级+有级 (变速箱) 变速的转矩与功率特性曲线
采用方案二的分段变速方式有两种, 一种是采用与普通车床类似的手动变挡方式, 但是这种变速自动化程度为零, 每次变速都要手工扳变速手柄, 有时加工的工件根据加工的工艺不同, 要5种以上的转速来进行实现, 大大影响了加工效率。
为了体现数控车床的自动化加工程度, 另一种分段变速方式是借鉴液压尾座与液压卡盘的驱动原理, 采用液压缸驱动齿轮换挡实现分段 (高挡、低挡、空挡) 变速[2], 利用FANUC M代码指令实现换挡的功能, 这样可以有效地提高自动化程序, 大大节约加工时间, 提高生产效率。
数控车床主轴分段无级液压变速的实现重点和难点是控制系统的设计, 下面以FANUC 0iTD系统的CK6150数控车床为例, 介绍基于PMC控制的数控车床主轴分段无级液压变速控制系统的设计与实现方法。
3、控制要求
采用普通交流异步电机 (11kW) 经变频调速驱动。主电机经主轴变速箱驱动主轴。
(1) 数控系统10V模拟量口直接控制富士变频器, 实现主轴速度的无级调速。
(2) 分段变速:高挡、低挡、空挡。高挡减速比1∶1;低挡减速比3∶1, 如图3所示。
(3) 自动方式用M代码实现主轴换挡控制;手动方式用按钮实现主轴换挡控制。
(4) 自动方式用M代码实现主轴的启停控制:手动方式用按钮实现主轴的启停控制。
4、模拟主轴硬件控制电路设计与分析
4.1、主轴三相异步电动机主电路设计
如图5主轴三相异步电动机主电路所示, 三相交流电 (1L1、1L2、1L3) 通过空气断路器QF1 (短路、欠压、过压保护) 与交流电抗器L1 (滤出输入端的干扰电压, 防止电压突变对变频器的影响) 供给交流变频器FRN22G11S-4三相输入端 (U11、V11、W11) , 变频器将PWM脉宽调制电压 (变频变压) 输出给主电机, 变频器的P与DB端子接制动电阻 (消耗、吸收再生电能) 。
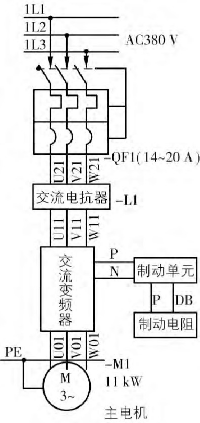
图5 主轴三相异步电动机主电路
4.2、变频器单元控制电路设计
如图6变频器单元控制电路所示, 交流变频器采用富士Gll系列[4], R、S、T是变频器三相电的输入端, U、V、W是变频器的输出端外接三相异步电动机, 切记输入端与输出端不能互换, 否则会烧坏变频器。变频器的SVC与0V两个端子是接来自CNC上JA40输出的0~10V模拟量, CNC根据转速指令的不同输出不同的模拟电压量给变频器, 从而实现变频调速的目的。FWD是主轴电机正转信号输入端, REV是主轴电机反转信号输入端, CM是公共端, FWD信号对应的KA4继电器与REV信号对应的KA5继电器是由PMC程序控制的, 当KA4触点闭合, 即FWD与CM导通, 此时主轴电机正转, 当KA5触点闭合, 即REV与CM导通, 此时主轴电机反转。THR与CM是制动单元过热监测端子[5]。
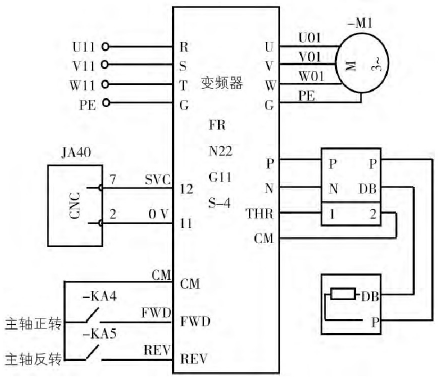
图6 变频器单元控制电路
5、模拟主轴控制接口信号定义
如表1模拟主轴控制接口信号地址表所示, X信号是送给CNC系统中的PMC输入信号, Y信号是CNC系统中的PMC输出信号, G信号是PMC输出给CNC的信号, F信号是CNC输出给PMC的信号。FANUC系统中, G和F信号由CNC系统软件定义其地址, 是固定的, 用户只可使用不可更改[6]。
表1 模拟主轴控制接口信号地址表

6、模拟主轴控制PMC程序设计与分析
6.1、运行方式控制
存储器运行方式和MDI方式为自动方式, 手摇方式和JOG方式为手动方式。如图7所示, F3.5是自动运行模式 (AUTO) 信号, F3.3是手动数据输入 (MDI) 信号, F3.1是手轮进给 (HND) 信号, F3.2是手动连续进给 (JOG) 信号。例如:当模式选择开关扳到自动 (AUTO) 模式下, F3.5为1, 此时R181.0线圈得电, 梯形图中的两个常闭触点R181.0与R181.1是自动方式与手动方式的互锁信号。
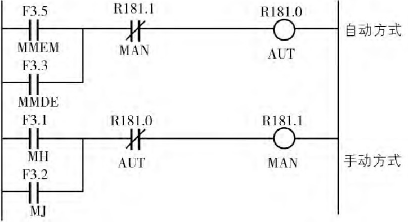
图7 运行方式控制
6.2、主轴高挡控制
如图8所示, 手动方式下, 用按钮信号发出启动命令, 按下主轴高挡选择按钮X22.1、主轴换挡启动按钮X22.0, 线圈R601.0得电并自锁;自动方式下, 用M代码发出启动命令。M40:高挡;M41:低挡;M42:空挡;R600.0~R600.2分别是M40~M42的译码结果输出信号[8]。这里忽略译码程序, 例如:当执行M40 (高挡命令) 时, R600.0得电, 使得线圈R601.1得电并自锁;R600.1、R600.2、X22.0三个常闭触点为手动高挡与自动高挡的互锁触点;当线圈R601.0或R601.1得电时, 线圈R571.6得电, 使得Y10.2 (换挡电磁阀YV3, 见图11) 得电, 数控车床主轴即换到高挡上。
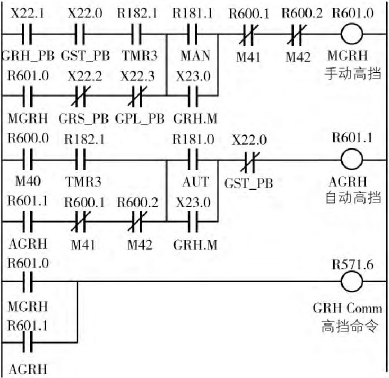
图8 主轴高挡控制
6.3、主轴低挡控制
如图9所示, 手动方式下, 按下主轴低挡选择按钮X22.3、主轴换挡启动按钮X22.0, 线圈R601.2得电并自锁;自动方式下, 当执行M41 (低挡命令) 时, R600.1得电, 使得线圈R601.3得电并自锁;R600.0、R600.2、X22.0三个常闭触点为手动低挡与自动低挡的互锁触点;当线圈R601.2或R601.3得电时, 线圈R571.7得电, 使得Y10.0 (换挡电磁阀YV1) 、Y10.1 (换挡电磁阀YV2) 得电, 如图11所示, 当低挡换到位 (X23.2变为1) 后, Y10.0失电, 数控车床主轴即换到低挡上。
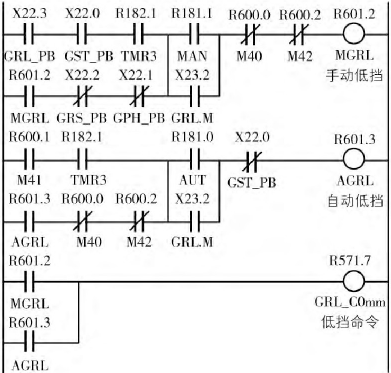
图9 主轴低挡控制
6.4、主轴空挡控制
因为有时候要用手旋转卡盘装夹工件和测量工件尺寸, 所以要将主轴箱内的齿轮脱开, 使主轴处于空挡位置, 这样有利于旋转卡盘。
如图10所示, 手动方式下, 按下主轴空挡选择按钮X22.2、主轴换挡启动按钮X22.0, 线圈R601.4得电并自锁;自动方式下, 当执行M42 (空挡命令) 时, R600.2得电, 使得线圈R601.5得电并自锁;R600.0、R600.1、X22.0三个常闭触点为手动空挡与自动空挡的互锁触点;当线圈R601.4或R601.5得电时, 线圈R572.0得电, 使得Y10.0 (换挡电磁阀YV1) 、Y10.1 (换挡电磁阀YV2) 得电, 数控车床主轴即换到空挡上。
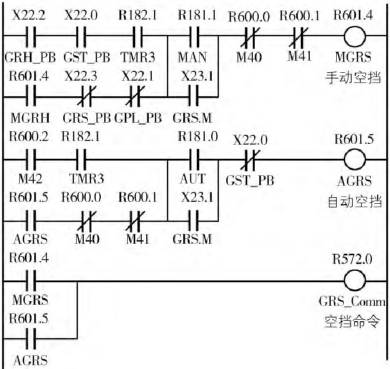
图10 主轴空挡控制
6.5、主轴换挡电磁阀控制
如图11主轴换挡电磁阀控制梯形图所示, 主轴换高挡时, R571.6得电 (图8中已经介绍) , YV3得电;主轴换低挡时, R571.7得电 (图9中已经介绍) , 先YV1+YV2得电, 主轴抵挡符合信号X23.2变为1以后, 仅YV2得电;主轴换空挡时, R572.0得电 (图10中已经介绍) , YV1+YV2得电, 主轴空挡符合信号X23.1变为1以后, 到位后YV1+YV2失电。
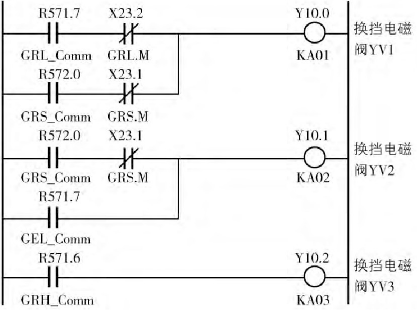
图11 主轴换挡电磁阀控制
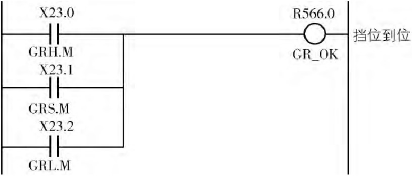
6.6、主轴换挡到位控制
如图12所示, X23.0是主轴高挡到位信号, X23.1是主轴空挡到信号, X23.2是主轴低挡到位信号, 只要三个到位信号中的一个为1, R566.0线圈就为1, 才能让主轴正转或反转。
图12 主轴换挡到位控制
6.7、齿轮挡位选择接口信号GR1控制
通过对接口信号GR1和GR2编码得到4个挡位, 其每个挡位的速度值在PRM3741~3744中进行设定。挡位与接口信号和参数的对应关系如表2所示, 齿轮挡位选择接口信号GR1 (G28.1) 控制梯形图如图13所示。
表2 T型换挡挡位接口信号和参数
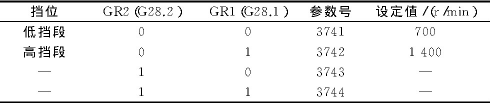
由表1可知, 不论是低挡还是高挡G28.0始终为0, 因此不需要编此线圈的梯形图, 而低挡时线圈G28.1为0, 高挡时线圈G28.1为1, 因此是高挡到位信号X23.0常开触点与低挡到位信号X23.2常闭触点串联控制线圈G28.1, 如图13所示。

图13 齿轮挡位选择接口信号GR1控制
6.8、主轴正转控制
如图14所示, 自动方式 (R181.0) 下, 通过M03 (R120.0) 指令启动主轴正转;手动方式 (R181.1) 下, 通过开关按钮 (X20.5) 启动主轴正转。Y10.4常闭触点是主轴反转互锁触点, R181.2常闭触点是主轴停止信号, 一旦Y10.4或R181.2线圈得电, 此时主轴就停止运转。主轴启动的前提条件是卡盘压力SQ14信号 (X21.5) 必须为l, 即卡盘一定处于夹紧状态, 这是一个非常重要的安全保护功能。R566.0是换挡到位信号, 只有换挡到位了才能允许主轴旋转, 防止换挡齿轮还没有啮合好主轴就开始转动, 这样会将齿轮的齿打掉。
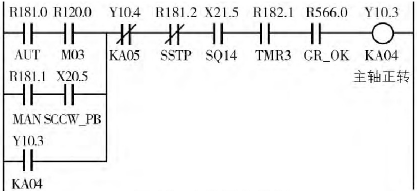
图14 主轴正转控制
6.9、主轴反转控制
如图15所示, 自动方式 (R181.0) 下, 通过M04 (R120.1) 指令启动主轴反转;手动方式 (R181.1) 下, 通过开关按钮 (X20.6) 启动主轴反转, 其他控制条件同主轴正转控制。
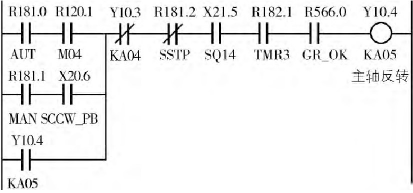
图15 主轴反转控制
6.1 0 主轴停止控制
如图16所示, 自动方式 (R181.0) 下, 通过M05 (R120.2) 指令停止主轴;手动方式下, 通过开关按钮 (X20.7) 停止主轴。此外急停*ESP (G8.4) 、复位RST (F1.1) 、M02、M30也使主轴停止运转。
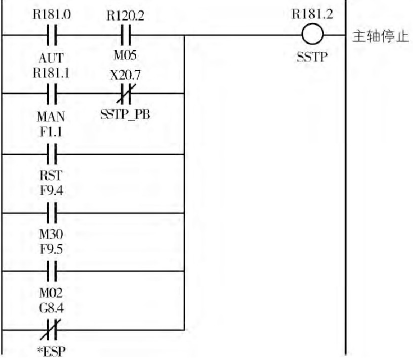
图16 主轴停止控制
7、结语
对FANUC 0iTD系统数控车床的主轴无级调速控制系统进行升级改造的实践证明, 采用这种无级+有级 (液压缸推动齿轮) 变速主轴传动系统, 既提高了主轴的输出转矩, 又扩大了主轴的调速范围, 特别是采用了液压自动换挡的M代码功能, 提高了数控车床的自动化程度, 进一步节省了换挡时间, 提高了生产效率, 同时也可以为其他数控机床主轴分段无级变速控制的实现提供技术支撑。
参考文献
[1]王勇, 张浩, 芮延年.基于FANUC 0ID系统的数控机床运行模式的设计[J].自动化应用, 2015 (11) :18-20, 45.
[2]郑鹏飞.数控机床中主轴变速箱的设计[J].制造业自动化, 2014, 32 (8) :117-119.
[3]王跃军, 唐健.基于PLC的C650型卧式车床电气控制系统改造设计[J].制造技术与机床, 2012, 34 (3) :132-134.
[4]富士电机.富士变频器FRN22G11S-4使用说明书[Z].
[5]王勇, 徐旭阳, 曹犇, 等.CK6136I数控车床四工位自动换刀装置控制系统设计[J].自动化应用, 2016 (6) :43-46.
[6]北京FANUC机电有限公司.BEIJING-FANUC 0i-MODEL D连接说明书 (功能) [Z].
[7]尹志强, 马建.基于FANUC 0i-Mate系统数控车床综合实验台的研究与开发[J].组合机床与自动化加工技术, 2009 (7) :58-60.
[8]陈芳.FANUC PMC轴控制功能在回转工作台中的应用[J].机床与液压, 2014, 42 (16) :155-158.