24小时论文定制热线
![]()
24小时论文定制热线
![]()
摘 要
随着 MEMS 技术的发展,微流控芯片分析技术在生物学、医学、环境学等方面的应用越来越广泛。金属模具作为微流控芯片制作过程中的核心器件,在微流控芯片的产业化过程中起着重要的作用。基于无背板生长工艺的金属微流控芯片模具由于具有精度高、制作相对简单、寿命相对较高的优点,在注塑、热压等批量生产领域应用越来越广泛。但是,基于微电铸工艺制作的模具存在铸层与基底结合力差的问题,会影响模具的制作成功率和使用寿命。本文以双十字微流控芯片模具为研究对象,探究了通过掩膜电化学刻蚀与微电铸工艺相结合制作模具的可行性。本文主要成果有以下几个方面:
(1)铸层与基底的剪切强度测量。根据剪切法测量原理搭建了铸层与基底剪切力测量平台,设计制作了金属夹具。选用直接电铸、酸洗 20s 后电铸、电化学刻蚀 5min后电铸和电化学刻蚀 10min 后电铸四组参数进行实验,测量了各参数下铸层与基底的剪切强度。实验结果表明,各参数下铸层与基底的剪切强度平均值分别为 52.1MPa、103.4MPa、158.2MPa 和 229.7MPa,酸洗 20s、刻蚀 5min 和 10min 分别将铸层与基底的剪切强度提高了 98.5%、203.6%和 340.9%。
(2)分析了酸洗和电化学刻蚀工艺提高铸层与基底结合强度的机理。酸洗工艺主要通过酸的溶解、清洗和化学腐蚀作用,改善金属基底的表面质量,从而提高铸层与基底的界面结合强度。电化学刻蚀工艺主要通过刻蚀一定深度形成“桩基”和侧蚀增大基底的实际裸露面积来提高铸层与基底的界面结合强度。
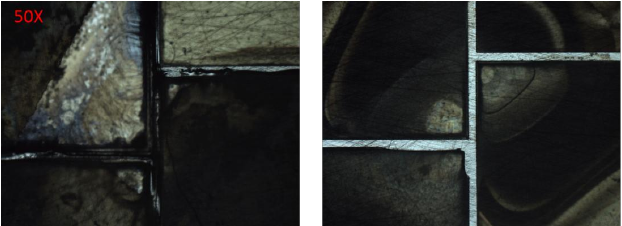
(3)分析了电流密度参数和刻蚀时间对刻蚀深度均匀性和侧蚀量的影响。结果表明,随着电流密度增大和刻蚀时间延长,刻蚀深度均匀性逐渐变好,侧蚀量变大。刻蚀深度与单侧侧蚀量的比值大约为 1:1。但当在 10A/dm2的电流密度下进行刻蚀时,局部发生了较为严重的侧蚀现象,导致了胶膜翘起脱落。而在 5A/dm2电流密度下进行刻蚀能够得到良好的刻蚀形貌。
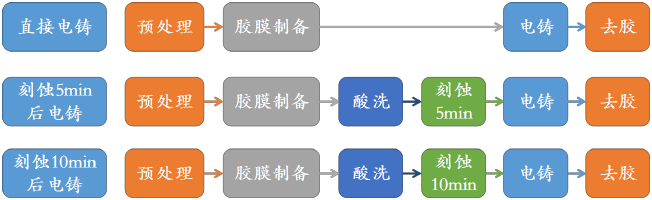
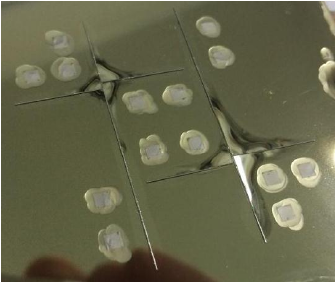
(4)在直接电铸、刻蚀 5min 后电铸和刻蚀 10min 后电铸三组工艺参数下进行了双十字微流控芯片模具的制作。直接电铸的实验片在后处理过程中发生了铸层脱落,去胶后十字铸层完全脱落,铸层与基底结合力差。刻蚀 10min 后电铸的实验片十字部分胶膜在刻蚀时脱落,造成电铸中产生了大量多余铸层,电铸线条不完整。在刻蚀 5min 后电铸的参数下获得了结合性能好、符合使用要求的双十字微流控芯片模具,证明可以通过掩膜电化学刻蚀工艺和微电铸工艺相结合制作微流控芯片模具。
关键词:结合强度;电化学刻蚀;微电铸;酸洗;微流控芯片模具
Abstract
With the development of MEMS technology, the application of microfluidic analytical systems is increasingly extensive in biology, medicine, environics fields and so on. As a key device in the process of microfluidic chip production, metal mold plays a significant role in the microfluidic chip industrialization. Furthermore, it is noteworthy that metal microfluidic chip mold fabricated by no back plate grow technique is now being used more and more widely in the injection molding, compression molding and other mass production fields for its high accuracy, relatively simple fabrication process, and longer service life.
However, the performance of microfluidic chip mold is subject to the adhesion strength between electroforming layer and substrate in micro-electroforming process, which will influence the successful rate and the service life of the mold. The aim of this thesis is to remedy this defect. Taking nickel double cross microfluidic chip mold as the study subject, the study set out to assess the feasibility of a novel method combining through-mask electrochemical etching and micro-electroforming to fabricate the metal microfluidic chip mold. The main research contents and results are as follows:
(1)The adhesion strength between electroforming layer and substrate was measured. According to the principle of shearing method, the experiment platform was set up and a set of metal fixtures was designed and manufactured at the same time. Shearing strength was measured under four different experimental conditions as follows: electroform directly, electroform after picking 20s, electroform after etching 5 min, and electroform after etching 10min.The results of the experiments showed that the mean shearing strength was 52.1MPa、 103.4MPa、158.2MPa and 229.7MPa respectively in different conditions. What’s more, the shearing strength after pickling 20s,etching 5min and etching 10min increased by 98.5%,203.6% and 340.0% respectively, compared with that of untreated samples.
(2)The thesis gave an analysis to account for the mechanism of the increase of adhesion strength between electroforming layer and substrate after pickling and electrochemical etching. During the process of pickling, the impurities on the surface of metal substrate were removed due to the dissolution, rinse and chemical corrosion of the acid solution, which will make the surface quality of the metal substrate better, thereby contributing to improve the adhesion strength between the electroforming layer and the substrate. As for electrochemical etching, it was carried out to create the ‘piles’ with certain depth. Together with the increased actual exposed area due to the lateral corrosion, the interfacial adhesion strength between the electroforming layer and the substrate can be improved.
(3)The effects of current density parameters and etching time on the uniformity of etching depth and lateral etching were analyzed. The results showed that with the increase of current density and the etching time, the etching depth was more uniform and the lateral erosion was increased. The ratio of the etching depth to unilateral lateral erosion was about 1:
1. When the current density was at 10A/dm2, there were more serious lateral erosion phenomenons in the local areas during the etching process, and then films cracked and shed. Based on experiment data ,a good etching morphology can be obtained when the current density was at 5A / dm2.
(4)The double cross microfluidic chip molds were fabricated under three different experimental conditions as follows: electroform directly, electroform after etching 5min,and electroform after etching 10min.In the course of post-processing, abscission of the electroforming layer was found in group of test pieces electroformed directly. For lack of enough adhesion strength between electroforming layer and metal substrate, the whole cross electroforming layer fell off after the films were removed. Concerning test pieces electroformed after etching 10 min, there were incomplete lines because films in the cross area fell off, which led to plenty of unnecessary electroforming layers. In the case of electroform after etching 5min,a group of double cross microfluidic chip molds with high adhesion and properties fit for application has been successfully fabricated, from which it was proved that the method combining through-mask electrochemical etching and micro-electroforming can be used to fabricate the double cross microfluidic chip mold.
Key Words: adhesion strength; electrochemical etching; micro - electroforming; pickling;microfluidic chip mold.
对基板的预处理主要包括基底的抛光清洁、化学改性和增加种子层等方法。其中基底的研磨抛光和清洗是最为普遍的处理方法。在电铸前通过有机溶剂和无机溶剂先后对基底进行清洗,可以将残留在表面上的油污处理干净,使其裸露出新鲜的金属表面。这有助于电铸过程中铸层与基底的紧密嵌合,使结合界面更加牢固。
对金属表面进行化学改性是一种去除基底氧化层,提高铸层与基底界面结合性能的有效方法。在电铸前通过腐蚀性溶液对基底进行化学腐蚀可以有效去除基底表面的氧化层。Jeong[10]等人利用浓度为 20%的硝酸溶液对金属基底进行预处理,大大提高了微金属模具的制作成功率。Jae Jeong Kim[11]等人采用 1:200 的 NH4OH 溶液对基底进行预处理,并通过电铸制作出微结构,然后对电铸铸层的形貌进行观察研究。结果表明:经化学处理后电铸出的铸层与基底结合更紧密,此方法能够通过改善铸层的表面形貌提高铸层与基底的结合性能。
除了化学腐蚀外,电化学腐蚀也能够有效去除基底表面的氧化层,从而改善铸层与基底的结合性能。王宏[12]等人利用反向脉冲电流对镍基底进行电化学腐蚀处理,有效去除了表面的氧化层。其对化学腐蚀和电化学腐蚀的处理效果进行了对比。优化电铸工艺参数也可以提高铸层与基底的界面结合性能。在电铸过程中,电铸液温度过低会降低铸液中金属离子的扩散速度,电铸液 PH 过高则会造成严重的析氢现象,降低铸层的质量。因此,必须找到合适的电铸温度和电铸液 PH 值,在提高电铸效率的同时保证铸层的质量。李庆伦[14]等人对电铸液 PH 值和电铸温度进行研究,总结了其对于铸层与基底界面结合性能的影响。研究发现,在适当范围内提高电铸温度可以加快金属离子在铸液中的扩散速度,使铸层的结晶更加规则,减小铸层内应力从而提高铸层与基底的界面结合性能。电铸液 PH 过小会使铸液中 H+浓度增大,铸层中的析氢含量增多从而降低铸层与基底的界面结合性能;而电铸液 PH 过大又会引起沉淀,影响电铸效率。
因此,在电铸过程中要根据铸液的具体成分和电铸情况对铸液的 PH 值进行调节,从而得到符合要求的铸层。
吴向清[15]等人对电流脉冲的波形进行了研究,发现了其对铸层与基底界面结合性能的影响规律。研究表明,通过减小电流的脉动系数、采用不间断的波形进行电铸,能够提高铸层与基底的界面结合性能。冯邵彬[16]等对钢基底上电铸铜的界面结合性能进行了研究,发现了电位活化现象对铸层与基底界面结合性能的影响规律。研究表明,通过调整电铸工艺参数和控制初始电流密度等措施,使金属离子的析出电位低于基底表面活化的电位,可以彻底去除基底表面的氧化层,从而提高铸层与基底的界面结合性能。
超声电铸是当今微电铸领域的研究热点[17]。在电铸过程中施加超声可以对铸层生长过程产生影响,通过提高化学反应效率、加快电铸速率来提高铸层与基底的界面结合性能。其作用原理是超声场能够引发电铸过程中的很多物理和化学效应。超声场的作用机理主要有空化效应、机械效应和热效应。空化效应是指超声作用下液体内气泡的膨胀、破裂、震荡等连续的动力学过程。超声波使液体中的微小气泡产生振动,随着声压超过一定的阈值,气泡会迅速膨胀然后破裂,破裂过程中会产生一定的冲击波和微射流。空化效应会改变电铸过程中液相传质的过程,营造一种新的反应环境,对电铸动力学过程产生影响,从而改变了电铸层的性质。超声机械效应是指其在电铸液内传播过程中会引起铸液分子的往复振动,振动频率和幅度与施加的超声频率和功率有关。超声通过激烈高频率的机械振动,提高电铸过程中的传质效率,从而改善电铸层的质量。超声的热效应是指在超声波传播过程中振动的机械能会向热能发生转变,振动产生的能量在电铸液中转变为热能导致电铸温度升高。
本课题组赵忠[20]利用交流阻抗法和极化法研究了超声功率和频率对微电铸过程的影响规律。采用微电铸工艺在不同超声功率与频率的作用下制备了微电铸镍层,利用XRD 技术测量了镍铸层中的界面压应力与晶粒尺寸,利用划痕法测量了界面结合强度,超声电铸对界面结合强度的影响如图 1.5 所示。实验结果表明超声场增大了沉积层晶粒尺寸,减小了铸层中的压应力,提高了铸层界面结合强度。其通过超声辅助电铸制备了微柱阵列,并通过热振后微柱的剩余率对铸层与基底的界面结合强度进行了评价。实验表明,超声电铸将微柱的剩余率提高了 26%,该方法能够有效提高微电铸层与基底的界面结合强度。
微流控芯片模具制作工艺流程:
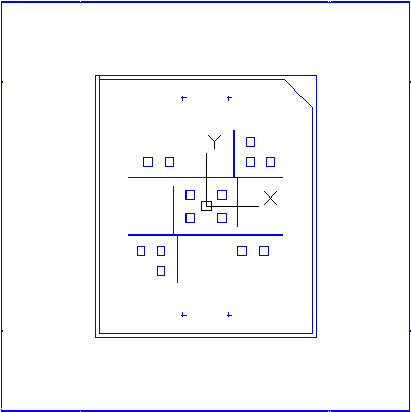
掩膜版
双十字微流控芯片模具制作流程
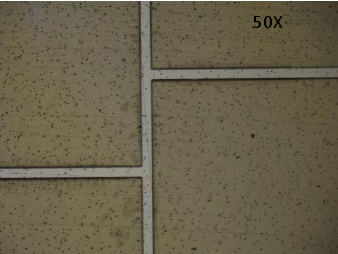
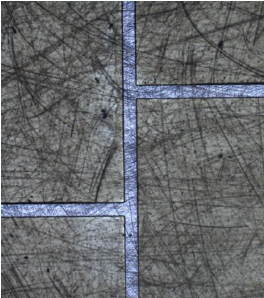
胶膜局部形貌图
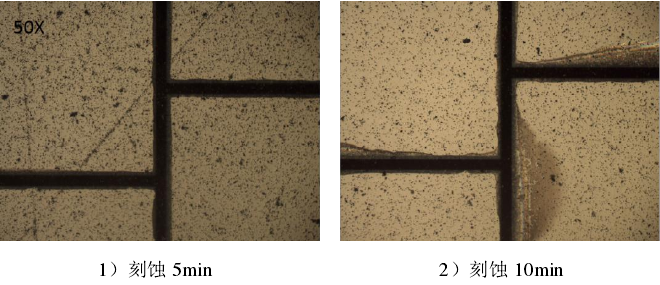
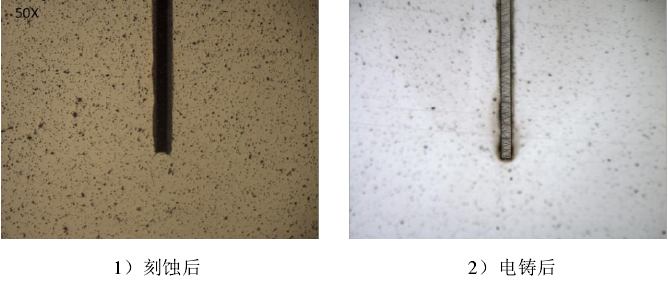
刻蚀后底部形貌图
起胶导致的大面积电铸
铸层研磨后表面形貌
刻蚀 10min 后电铸实验片研磨后

去胶后
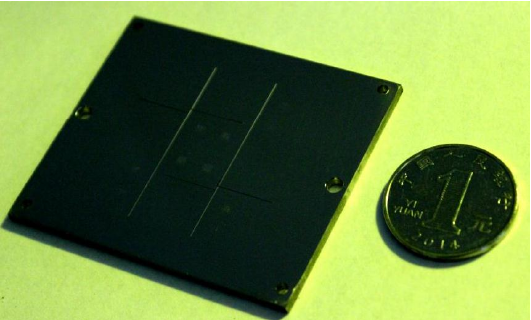
双十字微流控芯片模具
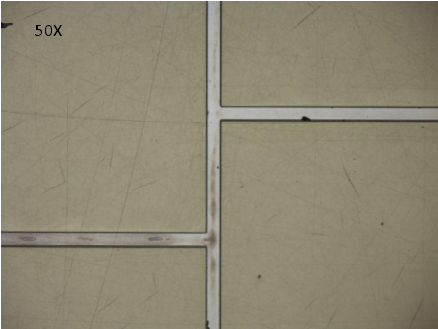
显影不干净
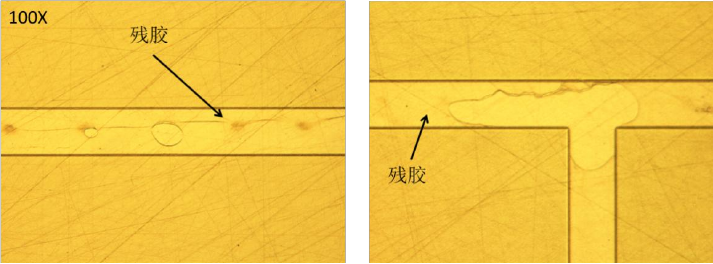
等离子去胶前
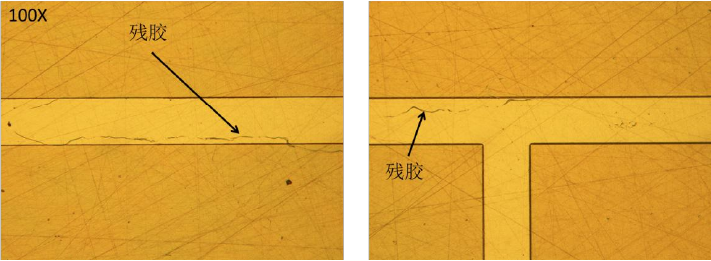
等离子去胶 2min
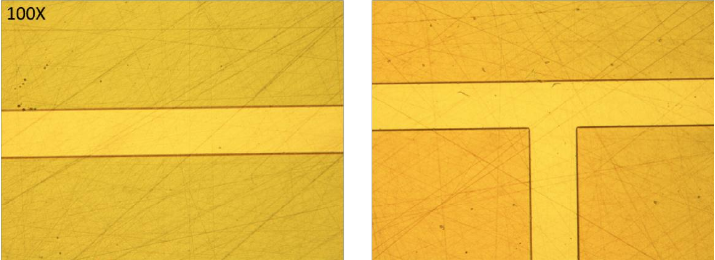
等离子去胶 4min
刻蚀及电铸后形貌
目 录
摘 要
Abstract
1 绪论
1.1 选题背景及意义
1.2 铸层与基底界面结合强度研究现状
1.2.1 基底预处理
1.2.2 调整电铸工艺参数
1.2.3 电铸后处理
1.2.4 复合加工
1.3 本文研究内容
2 结合强度的测量方法与实验
2.1 铸层与基底结合强度的测量方法
2.1.1 薄膜与基底的结合力测量
2.1.2 铸层与基底的剪切力测量装置搭建
2.2 铸层与基底结合强度实验
2.2.1 基板预处理
2.2.2 SU-8 胶膜的制备
2.2.3 酸洗工艺
2.2.4 电化学刻蚀工艺
2.2.5 微电铸工艺
2.2.6 胶膜去除
2.2.7 剪切力测量
2.3 本章小结
3 酸洗与电化学刻蚀提高界面结合强度的机理
3.1 界面结合强度的提高值
3.2 剪切强度测量误差分析
3.2.1 测量误差分析
3.2.2 产生误差原因分析
3.3 酸洗提高界面结合强度的机理
3.3.1 酸洗的作用原理
3.3.2 酸洗标准的确定
3.4 电化学刻蚀工艺对界面结合强度的影响
3.4.1 刻蚀深度均匀性的影响因素
3.4.2 刻蚀过程中的侧蚀现象分析
3.4.3 刻蚀提高铸层与基底结合强度的机理
3.5 本章小结
4 双十字微流控芯片模具制作
4.1 双十字微流控芯片模具制作工艺流程
4.1.1 掩膜版设计
4.1.2 基于 UV-LIGA 工艺的模具制作
4.2 问题分析与讨论
4.2.1 胶膜制作中显影不干净
4.2.2 各参数下的模具制作分析
4.3 本章小结
结 论
参考文献
致 谢