24小时论文定制热线
![]()
24小时论文定制热线
![]()
摘 要
铝型材因其质量轻、机械性能优良、整体成型度高等特点,其应用领域已从传统的建筑行业拓展到以航空航天、交通运输为代表的工业领域中,并朝大型化、截面复杂化的方向发展。这不仅对铝型材的性能提出了更高的要求,也使型材挤压成形工艺面临着更严峻的挑战。扭拧、波浪、裂纹、表面粗糙等是铝型材常见的缺陷,这些缺陷多与铝锭的质量、模具的结构、工艺参数有关。本课题从铝型材挤压过程入手,首先探究了铝锭均匀化处理对挤压过程的影响,接着以一种空心异型材为例,进行了分流组合模的设计,借助于挤压模拟软件 HyperXtrude 对模具结构和挤压工艺进行了改进和优化。本文主要研究的内容如下:
(1) 对未均匀化和均匀化处理过的 6063 铝合金铸锭进行了金相组织观察和硬度测试。结果显示:在 570℃的加热条件下,保温时间越长,合金成分越均匀,硬度随保温时间的延长逐渐降低;但当保温时间由 8h 变为 12h,金相组织和硬度差别并不大。实际生产试验情况表明,经均匀化处理过的铝锭变形抗力较低,可以用更小的挤压力进行挤压生产,对未均匀化铝锭进行挤压前长时间加热(480℃)也可以达到部分均匀化的效果,但其效果并不明显。
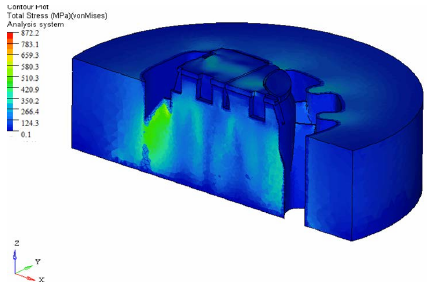
(2) 针对选取的型材产品的结构,从分流孔、分流桥、焊合室、桥墩、工作带等方面进行了挤压模具设计。使用挤压模拟软件 HyperXtrude 进行了挤压过程模拟分析,发现模桥与模芯结合处出现了应力集中,型材出料口流速差异较大,针对此问题对分流桥、分流孔和工作带进行了改进,最终使最大模具应力由 1183MPa降至 872MPa,并将型材出料口各部位速度差降低到 10mm/s 内,相比改进之前有了较大的改善。
(3) 三温一速是挤压过程中最重要的工艺参数。采用正交实验的方法研究了挤压速度、铝锭温度、模具温度、挤压筒温度对挤压力和型材出料时速度均匀程度的影响。以挤压力和速度均方差作为考察指标,对正交实验结果进行极差分析,得到最佳工艺参数组合(挤压速度 2mm/s、模具温度 470℃、坯料温度 500℃、挤压筒温度 460℃)。
(4) 实际生产试验表明,采用改进过的分流模和挤压工艺参数可以挤制出表面质量良好,没有波浪、扭拧等缺陷的型材产品。
本文将有限元模拟技术和数学优化方法应用于型材挤压过程的分析和工艺参数优化中,能够给模具的设计和挤压工艺的制定提供一定的指导,这对企业提高产品质量和生产效率,增强市场竞争力有重要意义。
关键词:挤压,空心异形铝型材,均匀化处理,分流模,有限元模拟,工艺优化,正交实验
ABSTRACT
Application of aluminum profiles have been expanded to the industrial areas like aerospace and transportation from the traditional construction industry owing to their light weight, excellent mechanical properties and high overall formation. Now aluminum profiles follow the trends of large-scale and cross-sectional complexity, which requires higher mechanical properties and better extrusion process. Defects like twists, waves, cracks and surface roughness, which are common in aluminum profiles, are mainly related to the ingot quality, mold structure and process parameters. In this paper, the effect of aluminum ingot homogenization on the extrusion process of aluminum profile was explored firstly. Then, design of porthole die was carried out taking a hollow profile as the research object. The die structure and extrusion process were improved and optimized using extrusion simulation software HyperXtrude. The main research contents are as follows:
Firstly, the non-homogenized and homogenized 6063 aluminum alloy ingots were subjected to metallographic structure observation and hardness test. The results showed that at the heating temperature of 570℃, the longer the holding time, the more homogeneous the alloy composition. Besides, hardness decreased with the prolonging holding time. However, when the holding time was changed from 8h to 12h, the metallographic structure and hardness did differ significantly. Actual production test revealed that the homogenized aluminum ingots had low deformation resistance, which could be extruded with smaller extrusion force. Long-time heating (480 ℃ ) of non-homogenized aluminum ingots before extrusion could also achieve partial homogenization effect, which was though insignificant.
Secondly, extrusion die design was carried out on the structure of selected profile product from the aspects of porthole, bridge, welding chamber, pier and land. The extrusion simulation software HyperXtrude was used to analyze the extrusion process, which found stress concentration at the junction of die bridge and core and large flow rate difference at the discharge area. To address this problem, the bridge, porthole and land were improved to eventually decrease the maximum die stress to 872MPa from 1183MPa. Meanwhile, the speed difference between various parts of the discharge area was reduced within 10mm/s, which was a great improvement than before.
Thirdly, "three temperatures and one speed" are the most important process parameters during extrusion. The effects of extrusion speed, ingot temperature, mold temperature and extrusion container temperature on the extrusion force and speed uniformity during profile discharge were studied by orthogonal experiment. Range analysis was performed on the orthogonal experimental results with extrusion force and speed variance as the evaluation indices to obtain the optimal combination of process parameters (extrusion speed 2mm/s; mold temperature 470℃; billet temperature 500℃; and extrusion container temperature 460℃).
Fourthly, actual production test demonstrated that the use of modified porthole die and extrusion process parameters allowed extrusion of profile products with good surface quality without wave, twist or other defects.
In this paper, the finite element simulation technology and mathematical optimization method are applied to the analysis of profile extrusion process and the optimization of process parameters, which can provide some guidance for the die design and the extrusion process development. This is of great significance to improving product quality, production efficiency and to enhancing market competitiveness for companies.
Key words: extrusion, hollow shaped aluminum profiles,homogenization treatment, porthole die, finite element simulation, process optimization, orthogonal experiment
铝合金材料是世界上使用范围最广的有色金属材料,具有外形美观、质量轻、加工性能好、比强度高、易于回收等优点[1]。“绿色”“节能”“环保”是 21 世纪最重要的议题,在各行各业轻量化的趋势下,铝合金材料受到了愈来愈广泛的应用。据统计,仅 2010 年,全球电解铝产量已达 4500 万吨,若再加上再生铝,整个 2010 年全世界铝产量已达到 6500 万吨,这之中我国原铝的产量达到 2000 万吨,约占全球产量的三分之一,已成为名副其实的铝业大国[2]。铝产量的大幅增长也导致了铝加工行业的兴起[3]。铝加工产品主要包括轧制板、铝箔、铝型材等,其中铝型材在所有铝材产品中的占比达到了近 50%。与其他铝制品相比,铝型材结构多样,可以满足多种复杂截面要求,被广泛应用于建筑行业和机械制造业中。
近年来我国铝材产量逐年上升,铝型材产业作为铝加工行业中的高附加值、高利润率产业,发展迅猛,其年增长率达到了惊人的 10%,仅 2011 年,我国铝型材产量就达到了 1200 万吨。
随着近年来以轨道交通为代表的现代交通运输业和航空航天业轻量化需求的加大[4],铝型材,尤其是空心铝型材和大型壁板类铝型材等工业用铝型材迎来了巨大的发展,图 1.2 为普通铝型材和大型壁板类型材的展示图[5]。用一根大型型材与过去几根型材拼接组合相比,不仅减小了加工难度,也提高了产品的性能,因此大型化、整体化、结构复杂化是铝型材发展的必然趋势。
近些年来我国的铝型材行业迅速发展,出现了一大批铝型材加工企业,如西南铝业集团、东北轻合金加工有限公司、广东凤铝铝业等。这些大型铝加工企业技术雄厚,用于大型铝型材挤压的生产装备都比较完备,最大挤压机压力已达135MN。除了这些大型企业以外,国内还有一大批中小型铝型材加工企业。这些中小型企业技术积淀较少,无论是挤压模的设计还是挤压工艺的制定,多是凭借经验,没有完善的产品设计和工艺制定流程,开发新产品效率较低。此外,大型铝锭在铸造过程中存在较严重的偏析,国外以及国内的大型铝型材加工企业几乎普及了铝锭的均匀化处理,而国内的部分企业为缩减成本,省略了该过程,这也对挤压过程造成了影响,无论是制品的质量还是挤压效率都受到了较大的影响。
就我国目前的铝型材产品结构而言,依然是以建筑型材为主,工业型材仅占所有铝型材产量的 30%,对比国外铝加工强国如美、日、德等国,其中工业用型材占比达到了 70%,而工业用型材往往比建筑用型材有更复杂的结构和更高的性能要求,这也使得我国铝型材挤压加工领域面临的形势更加严峻。
铝合金型材的质量和性能主要与铝锭的质量、挤压模具结构、挤压工艺参数的制定有关。在我国目前的铝型材生产行业中,部分生产厂家为了减少成本,省略了铸锭的均匀化处理过程,这对制品的质量和挤压的进程均会造成严重的影响[48];目前挤压模的设计和制定挤压工艺主要是靠的是过往经验的累积来进行的,人为因素对其影响较大,在实际生产过程中往往需要多次试模后,才能进行正常生产。这使得铝型材的生产成本大大提高,无论是生产效率还是产品质量均受到很大影响。进入二十一世纪以来,计算机技术蓬勃发展,这使得有限元模拟和数学优化算法在多个领域中起的作用越来越大。将数值模拟技术与挤压模具设计、挤压工艺相结合,不仅对实际生产有一定的指导意义,也可以为理论研究提供一些参考。
结合实际生产情况,本课题从铝型材挤压过程入手,首先研究了铝锭均匀化处理对型材挤压的影响,接着一种空心异型材为例,根据其结构特点进行了分流组合模的设计,结合数值模拟软件 HyperXtrude,对其挤压过程进行了分析,并根据结果对模具进行了改进,最后,通过正交实验的方法,进行挤压工艺参数的优化。各章节的主要内容如下:
第一章:主要介绍了铝型材挤压技术的原理和发展,分析了挤压过程中的常见缺陷,同时对型材挤压的国内外研究现状进行了总结。
第二章:主要介绍了 ALE 算法的概念以及基于 ALE 算法的有限元软件HyperXtrude,并阐述了该软件在分析挤压过程中的优势。
第三章:主要介绍了铝锭的均匀化处理在挤压过程中的意义,探究均匀化处理保温时间对铝合金组织和硬度的影响,并探讨了延长挤压前加热时间来替代均匀化处理的可能性。
第四章:介绍了平面分流组合模的特点和应用,结合本论文研究的型材,从分流孔、分流桥、焊合室、桥墩、工作带等方面进行了模具结构的设计,并通过HyperXtrude 对挤压进行过程模拟分析,针对出现的问题对模具结构进行了改进。
第五章:采用正交实验对挤压过程中“三温一速”(挤压速度、挤压筒温度、棒料温度、模具温度)对挤压过程的影响进行了分析,挤压过程中的主要研究指标为挤压力和型材出料时的速度均匀程度,对实验结果进行极差分析,寻出最优的工艺参数组合。最后,进行实际生产试验对上述结果进行验证。
第六章:总结全文的研究内容,展望今后需要继续完善的工作。
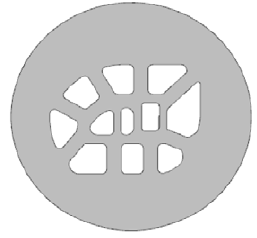
空心异形铝型材挤压模具设计:

假分流模示意图
分流孔示意图
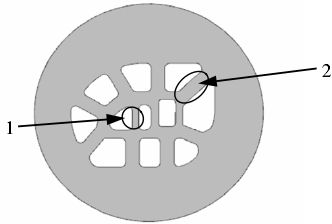
危险截面示意图
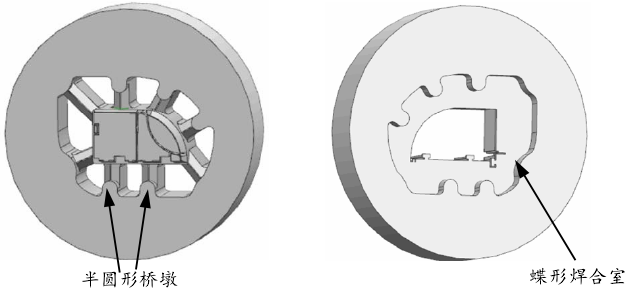
桥墩和焊合室示意图
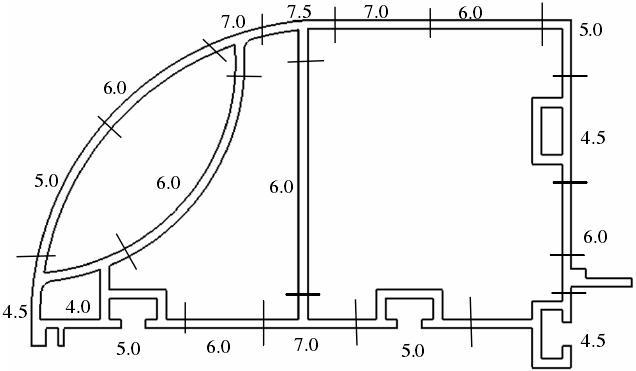
工作带长度示意图
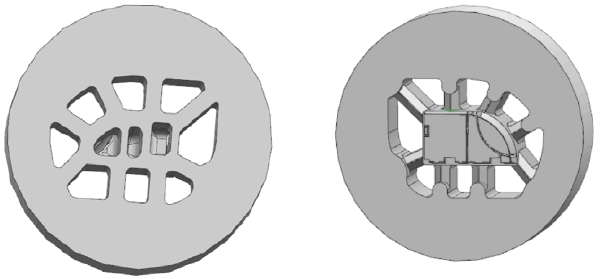
模具三维图
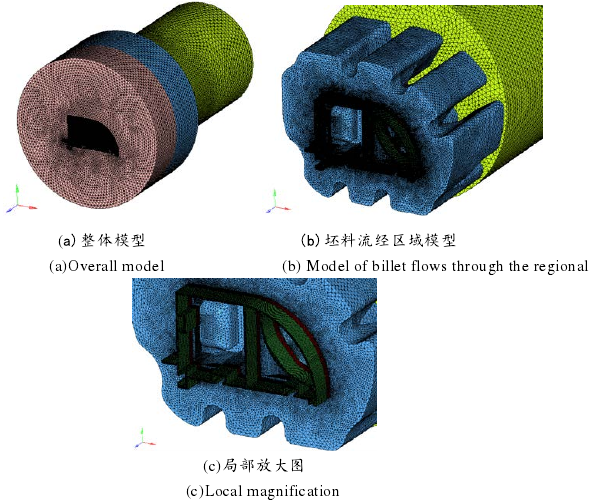
有限元网格模型
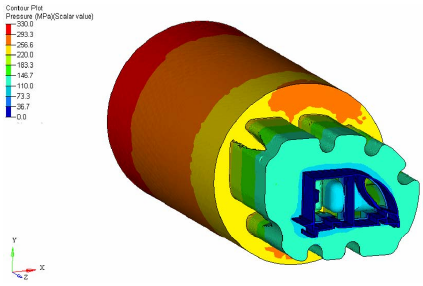
棒料压应力示意图
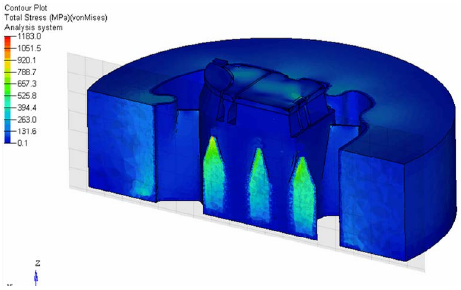
上模应力分布图
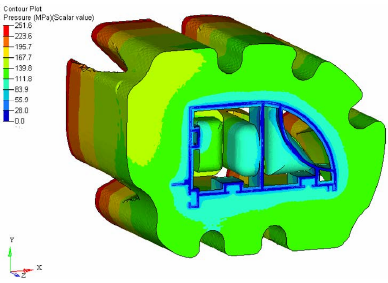
焊合室压力分布图
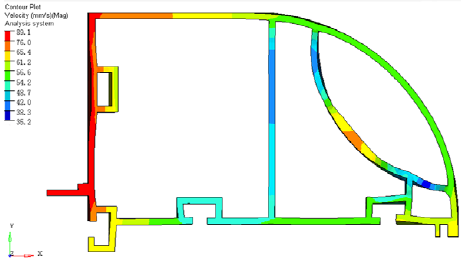
型材速度分布图
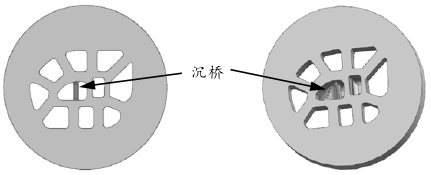
沉桥的分流模上模
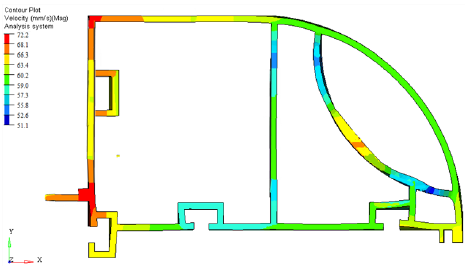
型材速度分布图
上模应力分布图
目 录
摘 要
ABSTRACT
第一章 绪 论
1.1 选题背景
1.2 铝型材挤压技术
1.2.1 铝型材挤压原理介绍
1.2.2 型材挤压技术的发展
1.3 大型铝型材的挤压缺陷分析和解决方案
1.4 铝合金挤压的研究方法
1.5 铝型材挤压研究现状
1.5.1 铝合金均匀化处理研究进展
1.5.2 与数值模拟相结合的模具结构和挤压工艺研究进展
1.6 本课题研究的主要内容与意义
第二章 ALE 算法及有限元软件 HyperXtrude 简介
2.1 引言
2.2 ALE 基本理论介绍
2.2.1 ALE 方法的基本概念
2.2.2 ALE 方法的控制方程
2.2.3 不可压缩流体稳态流动的 ALE 描述
2.3 HyperXtrude 挤压模拟软件及功能简介
2.3.1 HyperXtrude 软件介绍
2.3.2 HyperXtrude 软件功能和优势
2.4 本章小结
第三章 铸锭均匀化处理对铝型材挤压的影响
3.1 引言
3.2 未均匀化铝合金挤压的危害
3.3 均匀化结果分析
3.3.1 实验材料和方法
3.3.2 金相组织观察及分析
3.3.3 硬度测试及分析
3.4 均匀化对挤压力的影响
3.5 本章小结
第四章 空心异型材挤压模具设计及结构改进
4.1 引言
4.2 平面分流组合模的特点与发展
4.3 空心异形铝型材挤压模具设计
4.3.1 型材结构分析
4.3.2 模具中心位置的确定和模具外形尺寸的选择
4.3.3 分流比的选择
4.3.4 分流孔的形状、大小、数目以及位置的分布
4.3.5 分流桥的设置
4.3.6 模具强度校核
4.3.7 焊合室和桥墩的设计
4.4 有限元模型的建立和导入
4.5 模拟结果分析
4.6 模具结构改进
4.7 本章小结
第五章 基于正交实验的挤压工艺参数优化
5.1 引言
5.2 正交实验简介
5.3 正交实验的设计
5.3.1 因素和水平的选择
5.3.2 实验指标的选择
5.3.3 模拟结果优化分析
5.4 生产试验验证
5.4.1 生产流程及配套设备
5.4.2 生产试验结果
5.5 本章小结
第六章 结论与展望
6.1 全文总结
6.2 展望
参考文献
攻读硕士期间发表的学术论文
(如您需要查看本篇毕业设计全文,请您联系客服索取)