24小时论文定制热线
![]()
24小时论文定制热线
![]()
摘要
倭合金密度低、比强度高、散热性和减振性好等特性,在轻量化的结构中使用越来越广。但其本身塑性差,在塑性成形方面不理想,静液挤压常用于加工塑性差的材料。
文章采用静液挤压的方法研究了管材、棒材和型材的成形。管材成形采用后置模态和前置穿孔针两种方式,穿孔针分为随动式和固定式两种结构。后畳模巧方式中,模忘角度口0°比10沪需要的挤压力大,挤压力与挤压比的自然对数呈一定的线性关系,挤压筒温度升高可减小挤压力,但减小幅度与模具结构有关:材料流速在模友处剧烈变化,通过剖视图可看出远料中间流速快。两种带穿孔针的方式中,挤压比为1.3时,随动式所需的挤压力小。成形中逐料内部应力,随动式最大值191MPa,固定式214MPa。
棒材成形先后研巧了单孔和多孔模具的成形方法。单孔模具兼顾锥形模和平面模的特点,采用带平台的锥形模结构。通过正交试验确定挤压比为16,模具锥角7戸,平台长度2.5mm和定径带长度8mm的设计方案。多孔模具在挤压比为12条件下,发现两孔,云孔及四孔的设计对挤圧力和模具刚强度的影响较小。然后针对四孔模具,发现影响挤压力最大的是模具温度,其后是模具入口形状,对流速均匀性影响最大的是模孔的布置,其次是模具入口形状,综合两者确定模孔同也圆直径26mm,模具入口形状为带导流室结构,定径带6mm,模具温度290°C。
静液挤压槽型材时,模具设计的关键是使制品同一截面的流速均匀。在挤压比为16的情况下,选用带导流室的模具结构,对其结构尺寸采用神经网络遗传算法进行优化W达到流速均匀的目标,流速均方差优化前后分别为l.03mm/s和化0.674mm/s。型材模具较复杂,对其进行刚强度和磨损的分析,模具受为满足材料要求,磨损主要分析模具硬度和接触摩擦因子的影响。
关键词:镇合金,静液挤压,数值模拟,模具分析
Abstract
Magnesium alloy has many advantages, such as tow density, high specific strength,good heat disspation and vibration reductioDL However,its plasticity is poor,and it is not ideal in plastic Hydrming. Hydrostatic extrusion is often used to process materials with poor plasticity. In this paper, the forming of tubes, rods and profiles is studied by means of hydrostatic extrusion Tube terming with rear and front needle core is divided into two ways, with the dynamic type and fixed type structure of two kinds of needle punched. Post core mode, core angle of 120° need more extrusion pressure than l05°, There is a linear rdationship between the extrusion pressure and the natural logarithm of the extruskin ratio. The extrusion pressure can be reduced by increasing the teirperature of extrusion cylinder ,but decreases with the mold structure; material velocity where the dramatic changes in the core,the middle section view canbe seen blank fest flow rate. In the two kinds of piercing pins,the extrusion pressure is small when the extrusion ratio is 1.3. The internal stress of the blank in the forming,the maximum value offoDow-up 191MPa, fixed 214MPa.
The forming method of single hole and porous die has been studied. The single hole mold takes into account the characteristics of the conical die and the flat die. Through orthogonal test to determine the extrusion ratio is 16, the mold cone angle of 75°, the design scheme of bearing length of 8mm platform and fixed length 2.5mm. Porous mold in the extrusion ratio is 12, two holes,four holes and three design has little effect on the stiffiiess and strength of extrusion and mould. Then for the 位ur hole die,extrusion pressure is the biggest influence of the mold temperature, followed by the die entrance shape, impact on the uniformity of vetocity is the largest die hole layout, followed by the die entrance shape, integrated both determine die hok concentric diameter 26mm5 the die entrance shape with deflector structure, sizing with 6mm the mold teirperature is 290°C.
The key of mould design is to make the flow velocity of the same section of the product uniform. The extrusion ratio is 16, the selection of mold structure with the diversion chamber, the structure and size of using neural network and ^netic algorithm was optimized in order to achieve the goal of u打iform flow velocity, flow rate variance before and after optimization were 1.03 and 0.0674. The profile die is more compleXj it is used to analyze the strength and wear of the die, and the stress of the die meets the requirements of the materiaLWear analysis of die hardness and contact friction fector.
Key words:magaesium afloy, hydrostatic extrusbn, numerical simulatioii, die analys
现代社会的很多工业产品对金属材料的需求在连年增加,一些常见的金属矿产资源逐年锐减趋于枯竭。然而仪的利用仍具有较大的空间,镑的含量在我们生活中常用的金属中处于第四位。在地壳表面的金属矿藏中,其储量相当丰富,约占据2.3%。镜不仅存在于陆地表层的金属矿藏中,而且在海水中的储量也非常惊人。与此同时,中国在全球所有的国家中,镑的含量占据22.5%以上。立足于我国镜含量的基本国情,加快突破倭合金在塑性成形中的技术问题,建立相对应的技术加工理论,推进镶合金产业的快速发展,具有长远的意义。近些年来,通过一些重大技术专项资金的支持下,镇合金的开发和利用技术得到了大幅度的提升,与世界发达国家的差距逐步缩小,我国由原先的资源型大国逐渐向应用型强国转变。同时其包含许多优异的性能,使之称为"21世纪绿色金属"。其主要特性包括以下几点:
(1)镇合金的比强度高。金属的比强度指的是单位质量材料的抗拉强度,金属的比强度商表明其达到相应的强度要求所用的质量轻。与常用的钢材密度对比,只占其别%左右。镜合金密度同时也是工程材料中最小的。但是在材料的屈服强度方面,它只是比普通碳素钢略低,与锅合金基本持平。由于镇合金的比强度商,使其在飞机制造行业,汽车轻量化方面及曰常电子产品中应用广泛。
(2)辕合金的减振性能好。模合金弹性模量4.5X104MPa,铅合金7×l0MPa,钢铁2.1×l0MPa。由于弹性模量低,受到同样载荷作用下,弹性变形所消耗的变形功就越多。所以在一些冲击负荷下,其具备一定的减振作用。
(3)镇合金的铸造和机械加工性能好。由于其杰出的压铸性能,使之能够制造复杂的零件结构以及一些超薄的外壳结构。其对于模具的磨损及疲劳破坏小。同时它也具备较好的切削加工性能。在进行切削加工时,刀具所受到的切削阻力为加工侣合金的56%,因此在切削加工时选用的刀具价格便宜,同时也可以采用较高的切削速度。制品不用额外的处理处理就足以获得光洁的表面。
(4)镇合金的电磁屏蔽作用好。由其制造的外壳可以隔离电磁波信号的传播,对于一些能够产生电磁波的设备,可用镇合金做其外壳或外罩。
(5)镇合金具有较好的散热功能。镇合金导热系数与侣合金的导热系数相当,但是二者在比热容方面,镜合金要远远大于侣合金。也就意味着吸收等值的热量,仆合金的升温较低。综合比较可以看出读合金的关于散热方面的能力要好于铅合金,非常适合做一些产热较多的电子商品。
(6)镇合金制品尺寸稳定。金腐在热处理的过程中退火的主耍作用是去掉残余应为,镇合金即使不经过退火处理,它的收缩率也耍低于5%。镇合金经过热处理后,即使在以后的长期使用过程中,其尺寸方面的变化也是趋于零的。比较适合做一些样板工具或者夹具。
摸合金除了具备上优点外,还具有与其他金属一样特点,那就是金属可tU回收重新利用,而且重新加工的成本也低,对于绿色发展,循环利用资源也有重要的意义。镇合金的优秀性能也得到了研巧者的重视,并且在国内外也得到了较大范围的应用,下面简述一下镑合金的应用。
本文初步研究了辕合金静液挤压技术,其重点是对管材、棒材、型材的成形方案设计与影响要素分析。根据镇合金制品的不同初步设计相应的成形模具,并利用数值模拟的方法对成形产生影响的要素进斤分析。综合分析之后选出最有利于成形的因素配合方案。然后对成形模具的刚强度进行分析和校核,确立模具设计方案进行机加工。最后是进行静液挤压实验。其具体内容为:
(1)对实验设备的主要零部件进行介绍,对静液挤压中巧料的受力,挤压力的变化和材料的变形特征进行分析。着重是对挤压筒的承载能力进行计算,为试验方案的设计提供参考。熟悉挤压模具设计的步骤レ义及一些常规的技术准则。
(2)采用后置模芯和带穿孔针两种方式对管材进行成形。分析了模芯角度,挤压温度和挤压比大小对挤压力大小的影响,并分析了挤压过程中应料内部的应力场应变场和速度场。在带有穿孔针的挤压方案中设计出随动式穿孔针和固定式穿孔针两种方法,并对二者的成形过程做了分析。
(3)通过单孔和多孔模具对静液挤压棒材进行研究。先对单孔俸材成形方案进行研究,单孔模具设计中采用了平面模和锥形模相结合的方式。并对模具中的结构因素进行正交试验分析。然后是对多孔棒材成形方法的分析,先是分析模孔数量和分布对挤压过程及模具强度的影响,后又在此基础上对凹孔模具的不同结构特化进行分析,选出较优的模具结构。
(4)进一步对静液挤压镇合金型材进行研巧。选择槽形型材作为研究的对象,模具采用带导流室的模具结构。通过优化算法对导流室的形状进行优化W获取使材料流速均匀的模具结构。然后是对成形中还料的应力应变进行分析。考虑模具结构的复杂性,分别从其刚强度和磨损的巧度进行分析研究。
镁合金静液挤压模具结构设计:
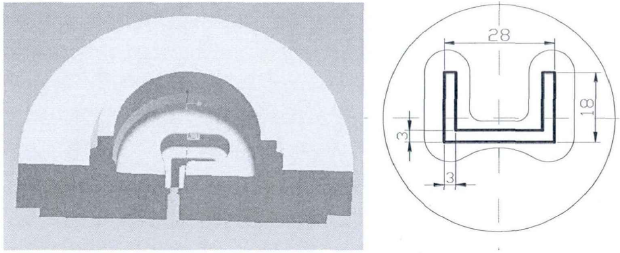
型材模具结构

Hyperxtrude软件分析框架

镁合金型材有限元模型和受力分析

优化算法流程图

神经网络预测结果与实际值对比图

遗传算法寻优迭代运算

优化前后出口速度场
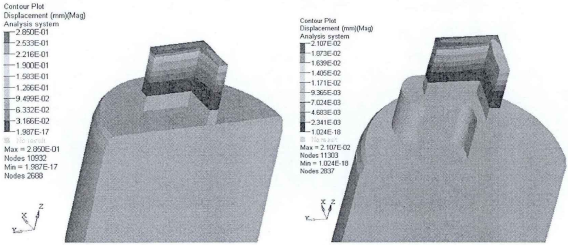
优化前后型材位移场

型材挤压巧料应力应变云图

模具等效应力应变场

模具磨损测量节点

选取节点的磨损量
目录
摘要
Abstract
1 绪论
1.1 论文课题的背景和选题意义
1.1.1 镁与镁合金的特性及分类
1.1.2 摸合金的应用
1.2 镁合金静液挤压技术研究现状
1.2.1 镁合金静液挤压技术
1.2.2 静液挤压技术发展现状
1.3 课题研究内容和思路
2 镁合金静液挤压过程分析
2.1 静液挤压机结构组成及工作原理
2.1.1 静液挤压机主要部件
2.1.2 静液挤压过程分析
2.2 挤压模具设计步骤与要求
2.2.1 挤压模具设计的原则与步骤
2.2.2 挤压模具设计的技术要求
2.2.3 静液挤压模具设计的特点
2.3 本章小结
3 镁合金管材静液挤压模拟与实验研究
3.1 挤压模具压缩区结构设计
3.2 带模芯的管挤压成形分析
3.2.1 坯料选择
3.2.2 模具重要设计变量
3.2.3 即塑性有限元法模巧
3.2.4 数值仿真结果分析
3.2.5 实验结果
3.3 带穿孔针的管材成形分析
3.3.1 随动式穿孔针成形
3.3.2 固定式穿孔针成形
3.4 本章小结
4 镁合金棒材成形仿真与模具影响因素分析
4.1 单孔模具棒材结构设计与分析
4.1.1 棒材模具结构设计
4.1.2 试验方案设计
4.1.3 成形因素分析
4.1.4 实验结果
4.2 多孔模具棒材结构设计与分析
4.2.1 多孔棒材模具设计
4.2.2 多孔棒材成形分析
4.3 本章小结
5 镁合金槽形型材模具驰设计与分析
5.1 型材模具设计及模型仿真
5.1.1 型材模具结构设计
5.1.2 Hyperxtrude软件建模分析过程
5.2 基于神经网络遗传算法的结构变量优化
5.2.1 样本选择方法
5.2.2 优化设计变量的选择
5.2.3 BP神经网络模型的建立
5.2.4 基于遗传对模巧结构进行优化
5.2.5 试验验证对比
5.3 型材成形过程分析
5.4 型材模具分析
5.4.1 模具刚强度分析
5.4.2 模具磨损分析
5.5 本章小结
6 结论与展望
致谢
参考文献
附录
(如您需要查看本篇毕业设计全文,请您联系客服索取)