24小时论文定制热线
24小时论文定制热线
摘要
本课题是国家国际科技合作专项(S2013ZR0493)“无人值守工作面液压支架电液控制系统的研制”的主要内容。立项以来,已开发出基于C8051F020 单片机的 ZDYZ-JK 型液压支架间架控制器,并于 2013 年 7 月起,在晋煤集团古书院矿进行了工业性试验,在工业性试验过程中,还存在着系统功能缺少,产品性能稳定性不足等问题。随着技术的进一步发展,国内电液控制技术水平不断进步,功能不断完善,且煤矿自动化生产对液压支架的自动控制要求不断提高。
针对上述问题,项目组开展了基于 16 位单片机的电液控制系统研制,确定了液压支架控制器的总体设计方案,开发了部分软硬件。但与国内外先进的系统相比,结合本项目上一代控制器在井下运行的实际情况,现有设计方案仍存在一定的缺陷。因此,本课题的研究内容就是在现有第二代支架控制器设计方案的基础上,改进各项设计,完善有关功能。并根据项目实际需求,开展液压支架乳化液高压反冲洗过滤站控制器的研究,制定其总体设计方案,开发其硬件软件。本文主要研究内容如下:
1、通过借鉴国内外先进的支架控制器,总结已开发成功的支架控制器井下运行经验,分析现有方案的缺陷,提出了基于 16 位单片机的支架控制器改进设计方案,进行了硬件电路设计、开发了系统应用程序、完善了系统功能。
2、依据改进设计方案,在硬件电路方面:重新设计了电磁阀驱动电路,提高了控制器驱动的可靠性;提出了电源电路、通信电路的 EMC 措施,提高了控制器抗扰性。在系统应用软件方面:开发了液压支架姿态调整程序、液压支架双向排序程序、液压支架控制警示程序、液压支架反冲洗过滤程序、液压支架故障诊断程序等程序;改进了模拟量采集程序、急停程序等,拓展了液压支架控制器的功能,提高了控制器的实用性。在实验室试验平台上反复对改进型液压支架控制器进行试验,验证了设计方案,检验了各项程序运行的稳定性和可靠性。
3、研究了液压支架乳化液高压反冲洗过滤站控制技术,提出了控制器的总体方案。通过分析乳化液高压反冲洗过滤站的控制需求,确定其过滤站控制器的硬件架构,制定控制器控制模式及各项功能。
4、开发了液压支架乳化液高压反冲洗过滤站控制器,提出了控制器运行的三种操作模式:自动控制、半自动控制、手动控制。开发了过滤站控制器硬件电路,设计了三种操作模式的控制程序以及传感器故障、滤网故障等故障诊断程序及参数设置程序。通过进行实验室调试,检验了各项功能的运行情况,实现了乳化液高压反冲洗过滤站的自动冲洗作业,提高了系统的自动化程度和系统可靠性。
关键词:液压支架,电液控制系统,支架控制器,乳化液,高压反冲洗。
ABSTRACT
This subject is the main content of national and international scientific and technological cooperation project (0S2013ZR0493) ,named" Development of electro hydraulic control system for hydraulic support on working face". The project has been developed ZDYZ-JK type hydraulic support controller based on C8051F020 mcu. The industrial test in Gushuyuan Coal Mine of JAMG has been carried out from July 2013.In the process of industrial test, there are still a lack of system function and a poor product performance and stability. With the further development of technology, the domestic electric hydraulic control technology level has been continuously improved, the function has been improved, and the automatic control requirement of the hydraulic support of the coal mine automation production is continuously improved.
In view of the above problems,, the project team has developed electric hydraulic control system based on 16 single chip microcomputer, the overall design scheme of the hydraulic support controller has been determined, and the hardware and software of the system has been developed. Compared with the domestic and foreign advanced systems, combined with the actual underground working situation of the last generation controller ,the existing design program still has some defects. So the research content of this paper is to advance the design and perfect the relevant functions based on the design of the existing second generation controller. In addition, the research content of this paper is to carry out the research of the hydraulic support emulsion high pressure anti flush filter station controller including develop its overall design program and its hardware and software ,which meeting the the actual needs of the project.The main research contents of this paper are as follows:
1.Referring to the domestic and foreign advanced bracket system, combining underground operation experience in the first generation of controller, the improved design scheme is design by summarizing and analyzing the hardware circuit design, software process design and function setting of existing second generation stent controller design scheme.
2.The drive circuit of the solenoid valve has been designed to improve the reliability of the controller. The EMC design of the power circuit and the communication circuit has been carried out to improve the anti-interference performance of the controller. The hydraulic support posture adjustment procedures, hydraulic support two-way sorting procedures, hydraulic support control warning procedures, hydraulic support anti flush filter, hydraulic support fault diagnosis procedures has been edited to expand the function of the hydraulic support controller and enhance the practicality of the controller. The test of improved hydraulic support controller has been put into practice to verify the design scheme and test the stability of the program in the test platform. . The overall plan of emulsion high pressure back flushing filtering station controller has been drew up. Through analyzing the control demand of high pressure filter, the hardware structure of the controller of the filter station is determined, and the control mode and the function of the controller are established.
4. The hydraulic support emulsion high-pressure backwash filter station controller has been developed, and the three modes of controller operation: automatic control, semi-automatic control and manual control has been put forward, including controller hardware circuit, the control program of three modes, the program of sensor fault, filter fault diagnosis and the parameters setting procedures. Through the laboratory test, the operation of the various functions has been examined. The research of controller has achieved automation of the emulsion high pressure back flushing filter station is realized, which improves the system's automation degree and system reliability.
KEY WORDS: Hydraulic support; Electro-hydraulic control system; Support controller; Emulsion; High pressure back flushing
煤是我国能源消耗的主要载体。当前,综合机械化采煤技术已在我国的煤炭开采中普遍应用。随着自动化控制技术的发展,将机械化采煤与计算机自动化相结合,实现煤炭生产的自动化是采煤技术的发展趋势。液压支架的自动化控制作为采煤自动化的重要环节,是实现煤矿生产自动化的少人化、甚至无人化,是提高煤矿生产效率,保障煤矿生产安全的必要途径[1]。
近年来,液压支架电液控制系统在我国煤矿生产中的广泛应用,提高了煤矿生产的自动化水平,改变了以往煤矿生产模式,实现了经济效益和安全效益的“双赢”。目前,我国所使用的电液控制系统很大程度上依赖进口,尽管其性能优良,并为提高煤炭生产效率提供了技术保障,但其不一定符合我国实际,且其成本高昂、供货周期长、服务不到位,加之技术协议保密,造成实际使用中,升级维护困难。
本课题旨在解决我国国产液压支架电液控制的关键瓶颈技术,填补国内的技术空白,制造国家战略需求的关键装备,提升我国煤矿生产的自动化水平,研制具有自主知识产权的液压支架电液控制系统具有重大的现实意义[2][3]。我国煤矿安全形势不容乐观。提高煤矿生产安全水平,减少人员伤亡,需要提高煤矿生产的自动化水平,减少生产人员数量,提高生产效率[4]。综采工作面是煤矿生产第一线的工作环节,也是最重要的工作环节。其配备有数量多,种类繁的各型设备,设备之间通过互相制约、相互协调的运行才可完成采煤作业,任何一台设备都无法脱离其它设备而单独完成任务[5][6]。将综采工作面作为一个整体,各设备看做此整体下的每一个单元,通过煤矿集中化控制平台,统一协调各设备运行,提高各设备间的相互协作水平,实现各设备的集散化控制,进而发展无人值守综采工作面,创建自动化程度高、工人数量少、生产效率高的现代化综采工作面[7]。
无人值守综采工作面控制系统由集中化控制平台,采煤设备控制子系统,转载运输控制子系统,视频监控子系统,无线通信子系统,负荷泵站监控子系统等组成,其中,集中化控制平台,是各个子系统的中枢所在。
采煤设备控制系统,负责对采煤机、液压支架直接采煤设备的控制。系统可以准确检测采煤机位置、方向和速度;准确检测采煤机摇臂高度,可以自动控制采煤机摇臂高度;具有煤岩识别功能。系统集成了液压支架电液控制系统的相关功能,满足对液压支架压力,推移行程,护帮板状态,伸缩梁状态,平衡梁状态,顶梁倾角等各项数据的监测,以及对液压支架单功能、成组功能的控制。在综合各项数据,并根据预先制定好的采煤工艺的基础上,系统控制采煤机和液压支架完成联动作业,即跟机自动化。液压支架自动跟随采煤机,自动完成支护动作,包括自动的收护帮板、自动降-提-拉-升,自动伸护帮板,自动喷雾等,配合采煤机完成自动化割煤作业[9]。
液压支架电液控制技术是无人值守综采工作面自动化控制中的核心[13]。液压支架电液控制技术,以网络通信为核心,辅助以机械、电子、传感等技术,将原来液压支架的手动操作改为自动控制,使得采煤作业可以按照采煤工艺,自动控制液压支架的检测与控制,使液压支架得以与其他采煤设备协调运行,提高煤矿生产效率[14]。液压支架在电液控制系统的控制下,利用液压支架编号定位采煤机,自动控制液压支架配合采煤机的运行,实现采煤工艺。采煤工艺主要包括中间段割煤、机头斜切进刀、机头切割三角煤、机尾斜切进刀、机尾切割三角煤等 14 个工艺段[15]。
在中间段采煤工艺段内,采煤机从机尾(机头)开始割煤,运行到机头(机尾)支架停止。在端头控制器的控制下,超前采煤机规定数量(收护帮安全区域)的支架,进行喷雾-收护帮-收伸缩梁动作;滞后采煤机规定数量(小循环安全区域)支架,执行降柱-拉架-升柱动作;滞后采煤机规定数量(推溜安全区域)支架,执行推溜动作;滞后采煤机规定数量(伸护帮安全区域)支架,执行伸伸缩梁及护帮的动作。此时,液压支架完成一个完整的中间段支护流程。
在机头(尾)斜切进刀工艺段内,采煤机运行两次扫底刀工艺,运行一定数量的支架(弯曲段安全区域)后,支架控制器根据行程传感器,以等差数列的规律进行推溜,将采煤机轨道推成弯曲段,采煤机根据弯曲段轨道,进行斜切进刀割煤作业。形成三角煤区域。在这个工艺段内,支架和中间段一样,需要进行护帮、喷雾、小循环等工作。
液压支架电液控制系统设计方案:

乳化液高压反冲洗过滤站
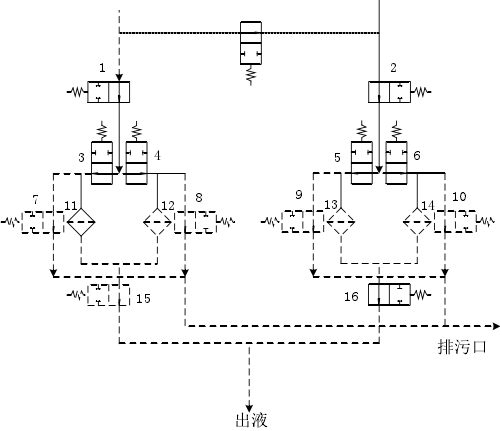
反冲洗过滤站液压原理图
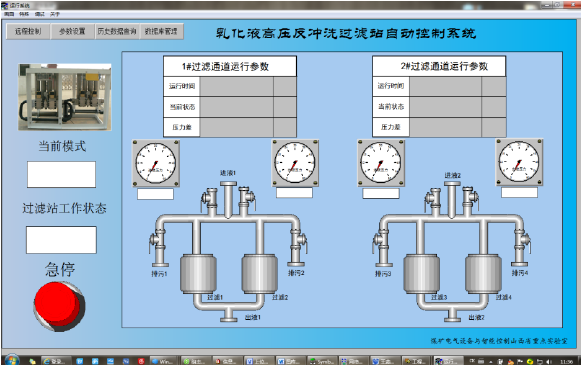
乳化液高压反冲洗过滤站监控软件监测界面

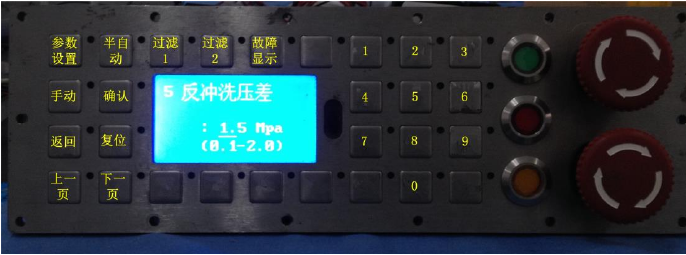
乳化液高压反冲洗过滤站控制器键盘

乳化液高压反冲洗过滤站控制器实验室试验平台
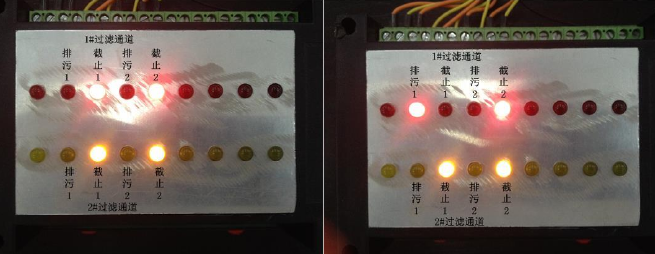
反冲洗示意图

传感器故障诊断试验
参数设置界面
目 录
第一章 绪 论
1.1 课题研究的背景及意义
1.1.1 无人值守综采工作面
1.1.2 液压支架电液控制技术
1.1.3 液压支架乳化液反冲洗过滤站
1.2 液压支架电液控制器国内外发展与现状
1.3 液压支架乳化液反冲洗过滤站控制器国内外发展与现状
1.3.1 国内发展与现状
1.3.2 国外发展与现状
1.4 本课题研究现状及问题
1.5 本课题研究目标及主要内容
第二章 液压支架电液控制系统支架控制器改进设计方案
2.1 液压支架控制器
2.2 现有液压支架电液控制器设计及分析
2.2.1 现有设计
2.2.2 现有设计分析
2.3 液压支架电液控制系统支架控制器改进设计方案
2.3.1 功能改进
2.3.2 硬件电路改进
2.3.3 软件改进
2.4 本章小结
第三章 液压支架电液控制系统支架控制器改进开发
3.1 支架控制器硬件设计
3.1.1 电磁先导阀驱动电路
3.1.2 通信电路
3.1.3 电源电路设
3.2 支架控制器软件设计
3.2.1 液压支架姿态调整程序
3.2.2 液压支架双向排序程序
3.2.3 液压支架反冲洗过滤程序
3.2.4 液压支架控制警示程序
3.2.5 传感器故障诊断程序
3.2.6 模拟量采集程序
3.2.7 急停程序
3.3 实验室试验
3.3.1 实验室试验平台
3.3.2 改进型液压支架控制器功能试验
3.3.3 改进型液压支架控制器驱动电路试验
3.4 本章小结
第四章 液压支架乳化液高压反冲洗过滤站控制器总体设计方案
4.1 液压支架乳化液高压反冲洗过滤站
4.1.1 简介
4.1.2 过滤站控制需求分
4.2 控制器整体方案设计
4.3 控制器功能
4.3.1 控制模式
4.3.2 过滤站监测功能
4.3.3 故障诊断功能
4.3.4 参数设置
4.3.5 急停功能
4.4 控制器的主要技术指标
4.5 本章小结
第五章 液压支架乳化液高压反冲洗过滤站控制器开发
5.1 控制器硬件设计
5.2 控制器软件设计
5.2.1 主程序
5.2.2 手动控制程序
5.2.3 半自动控制程序
5.2.4 自动控制程序
5.2.5 故障诊断程序
5.3 控制器实验室调试
5.3.1 试验平台
5.3.2 功能调试
5.4 本章小结
第六章 可靠性措施及稳定性测试
6.1 控制器硬软件可靠性措施
6.1.1 控制器硬件可靠性措施
6.1.2 控制器软件可靠性措施
6.2 控制器稳定性测试
6.2.1 支架控制器工作环境温度试验
6.2.2 控制器功耗试验
6.2.3 电磁兼容性试验
6.3 本章小结
第七章 结论与展望
7.1 结论
7.2 展望
参考文献
致 谢
(如您需要查看本篇毕业设计全文,请您联系客服索取)