24小时论文定制热线
24小时论文定制热线
摘要
汽车零部件质量对汽车整体性能有着重要影响。汽车零部件在生产加工完成后,需娶对其质量进行检测。传统对零部件质量的检测主要是通过人工或者辅助某种机器完成的。受限于人本身状况的限制,检测精度不高,同时无法实现大规模的自动化生产。伴随着这种需求,机器视觉技术被引入到汽车零部件检测中。
机器视觉检测技术通过工业相机采集目标物件的图像,用图余处理软件对其处理得到检测结果,并由控制器采取相应的执行操作。该技术具有非接触、实时、精度高、便于自动化管理的特点。
针对汽车油豕支撑抒这一汽车零部件的检测,我们提出了用机器视觉技术来代替原来传统的人工检测。本文从系统的软硬件架构设计、国像清晰度评价、基于亚像素的支撑杆几何尺寸测量、以及分摄控制设备等方面进行研究,完成了完整的支撑抒的实时检测系统。
系统结构采用特殊的光源单元棋块和图像采集模块,组成机器视觉系统。同时,提出了无参考图像清晰度评价算法NRFSIM(No-Reference Feature Similarity)。
由于实时检测系统的机械震动レ乂及支撑杆的相对运动导致了成像的模糊,严重影响了后续测量。依据二次棋糊图像清晰度检测原理,本文将有参考的围像质量评价算法 FSIM (Feature Similarity Index for Image Quality Assessment)应用到无参考图像清晰度评价算法I提出了 NRFSM算法。该算法在多场景图像和该系统支摧抒围像清晰度判断上的算法性能远优于基于图像梯度的清晰度评价算法。
提出了基于亚像素的支摧抒尺寸测量算法。采用基于拟合法的亚像素边缘检测算法进行图僚边缘检测,在支诛杆尺寸的测量中研究了 W直线平务测距算法和W点测距算法,通过实验验证表明W点测距算法在该检测系统使用中猜度更高。
进一步研究了在该系统下的相机标定方法,并开发了支#杆尺寸实时检测系统,已投入到实时生产质置捡测中,实验验证该系统具有足够的重复猜度和检测猜度。
本文提出的算法W及设计的系统方案,不仅仅用于当前的实时检测系统,也可以推广到其他领域中使用。
关键词:机器视觉,汽车油系支撑杆,实时检测,图像清晰度评价,尺寸测量
Abstract
The quality of automobile parts has an important impact on the overall performance of the automobile.th is necessary to evaluate the quality of the automobUe parts after they are made up. Traditionally, the quality of parts is detected mainly by manual inspection or by the aixxiliary machines. Because of their limitations, the detection accxiracy is not high, and large-scale automated production cannot be achieved. So with this demand, the machine vision technology has been introduced into automotive parts' detection. The machine vision detection t:echnology uses die industrial cameras to capture the images of the target object and the image procething software to get the results of its detection. Then the related controller realizes the appropriate operation. This technology has the advantages of non-contact, real-time, high precision, and easy to automate the management features.
Toward the automatic detection of automobUe o。pump supporting bar,we propose the method to realize the detection by using the machine vision to replace the original traditional manual detection. In this thesis, the real-time detection system of the supporting bar is completed by designing the hardware and software architecture, image definition evaluation, sub-pixel-based support bar geometry measurement, and sorting control equipment.
The software and hardware structure of the vision system adopts special light source module and the image sensor module. At the same time, a no-reference image definition evaluation algorithm NRFSIM (No-Reference Feature Similarity) is proposed. Because of the mechanical vibration of the real-time detection system and the relative motion of the supporting rods,there is &e blurring in the subsequent captured images. In this thesis, The NRFSIM algorithm is proposed by appljdng a reference image quality assessment algorithm FSIM (Feature Similarity Index for Image Quality Assessment)ththe no-reference image definition evaluation algorithm.
The performance of the proposed algorithm is better than that of image definition evaluation algorithm based on the image gradient in the multi-scene image and the support bar image definition evaluation of the system.
A novel algorithm is proposed for measuring the size of supporting bar based on the sub-pixel processing. Sub-pixel edge detection algorithm is based on the fitting method to detect the edge of the image. For the size measxirement of the supporting bar, the algorithm of rectilinear range finding and point ranging algorithm are studied.
Finally, the experimental results show that the point ranging algorithm of detection system is of higher accuracy. Nevertheless,the camera calibration method system is carried, and the real-time detection and sorting system for the supporting bar dimension is further developed, which has been applied in real-time production quality inspection. The results prove that the system has enough repeat precision and detection precision. The proposed algorithm and the design of the system can also be used for the inspection of other application areas of the industrial parts manufacturing.
Keywords: Machine vision. Automobile Oil Pump Supporting Bar, Real-time Detection System, Image Defmition Evalxjation, Size Measurement.
传统的工业生产过程中,生产信息化和自动化程度较低,复杂的生产王序往往以人工操作为主。人的感官和体为条件制约着生产的加工水平和生产规模,这些导致了传统工业生产方式无法满足现代化生产需求。随着中国工业的迅速发展,由劳动密集型的生产方式向技术密集型的转变过程,对工业科技程度要求越来越高。产品质量检测是工业生产过程中不可缺少的一道工序,检测技术又决定着这道工序的效率和精度。从而现代化工业生产对相应的检测技术提出了更高的要求。
21世纪以来,汽车行业迅猛发展。汽车零部件质量对汽车整体性能有着重要谷响。汽车零部件在生产加工完成后,需要对其质量进行检:测。传统对零部件质量的检测主要是通过人王或者辅助某种机器进行完成的。人工检测的状况受限于操作人员的身体状况以及工作状态。
在长时间,大化量的生产模式下,人王检测展现出了极大的弊端,往往由于人的疏忽,导致不合格的产品流入后续的生产加工过程,酿成极大的事故。在当前的汽车行业形势下,行业需求对巧车零部件质量的检测提出了新的要求。伴随着这种要求,机器视觉技术被引入到汽车零部件检测中。机器视觉检测技术是用工业相机模拟人的暇睛,通过控制器来棋拟人的大脑对相机采集到图像进行处理并理解,最终实现对产品尺寸或者其他相应指标的计算或判断来完成对产品的检测。
该技术具有非接触、实时、精度高、以及便于自动化管理的特点。同时,该技术极大地推动了工业生产模式从劳动密集向技术密集型的转变。该支撑巧是连接汽车油聚和汽车油箱的部件,该部件的质量直接关系到汽车油系的使用性能以及寿命。在对该部件的调查过程中发现,目前对该部件的检测还是W人工的方式来检测,极大的影响了检测的准确度和速度。浙江某汽车零部件公司毎天生产7万根左右的支撑杆,占国肉市场份额的80%左右。应该么司的邀请,同时顺应当下生产检测需求的趋势,我们研究并开发了基于机器视觉的汽车油聚支撑抒尺寸实时检测系统,希望能填补对这一部件自动化检测的空白,提高检测的精度和速度。
机器视觉在国外发展比较迅速,目前已经广泛的应用到各个领域,如产品尺寸的检测、工件表面的缺陷W及物件的识别等,这些对应的检测系统提高了检测对象的精度W及生产效率。欧美、日本等国家在机器视觉领域处于国际领先地位,其値用也比较成熟[6]。国外的大学化较早的成立了相应的实验窒用来进行技术研究W及应对工业生产需求。在汽车零部件检测方面,通用汽车公司很早的研究开发了汽车零部件的视觉检测系统。Talor和Gregory研究使用模板法对汽车制动零件进行测量英国的罗孚巧车么司研究开发了对汽车轮谷尺寸的视觉检测系统。在国外对视觉检测技术研究比较成功的机器视觉公司有;Cognex、NI等。
在国内,机器视觉技术起步比较晚。随着工业生产的需求,国内的祝器视觉公司也逐渐的从最开始代理国外品牌视觉公司到独立自主研究、生产为主导的公司,例如大恒、维视、海康威视等,在除了提供硬件(如王业相机)之外,也相应的提供整套或者部分的机器视觉检测蚊术的解决方窠。国内高校在机器视觉领域也有着相应的研究。陈建可等人通过寻找轮谷圆伯和模板匹配的方法对轮谷进行识别。苏建等人通过彩龟图像分割技术研究开发了对汽车整车尺寸的测量W。
厉晓飞等人研究开发了基于LabVIEW的汽车零部件缺陷检测系统。综上,目前机器视觉技术己经在各行各业得到较大的研究与应用,在汽车零部件的检测方窠也有很多研究。视觉测量技术是属于机器视觉技术中的一种,是对待检测目标的位置、尺寸、或其运动状态等进行精确测量的一口技术。按照光照方式,视觉测量可W分为主动视觉测量和被动视觉测量。按照相机的数目,视觉测量又可以分为单目视觉测量、双目视觉测量和多目视觉测量。
在视觉测量中,经常会考虑测量猜度问题,众所周知,图像采集设备的分辨率越高,单位位置目标物体对应的复素越#,从而测量精度越高。但硬件的提升需要很高的成本,所人们将目标转向了基于亚像亲的测至技术。
汽车油泵支撑杆尺寸实时检测系统设计:
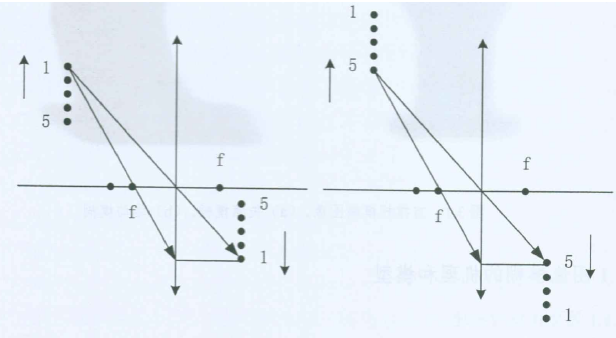
运动模糊
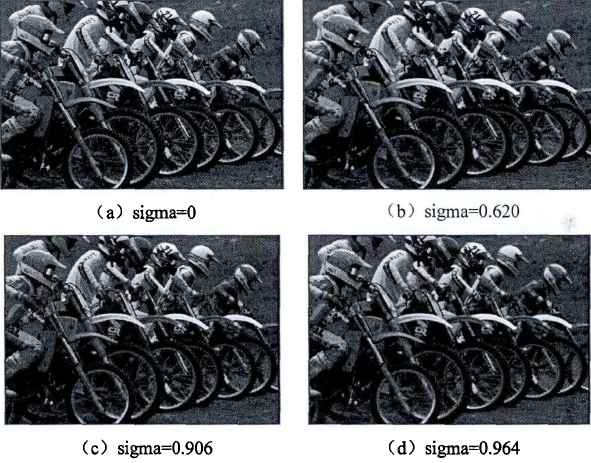
bikes图像
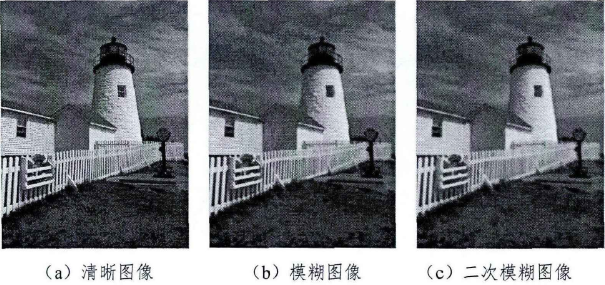
二次模糊效果图
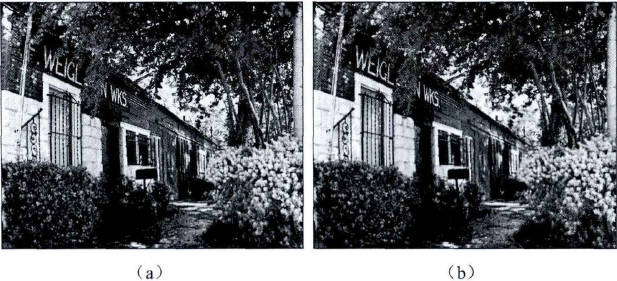
building2图像
支撑杆在检测过程中成像图
目录
摘要
Abstract
第1章 绪论
1.1 课题背景及研究意义
1.2 机器视觉故术在汽车零部件检测中的应用现状
1.3 图像清晰度评化研究现状
1.3.1 图像质量的主观评价方法
1.3.2 图像质量的客观评价方法
1.4 本文研究巧容及章节安排
1.4.1 本文研究内容
1.4.2 本文章节安排
第2章 机器视觉检测系统原理和总体设计
2.1 支撑杆的主要检测指标
2.2 机器视觉检测系统的工作原理
2.3 视觉系统的硬件架构设计
2.3.1 光源单元棋块
2.3.2 困像采集模块
2.4 视觉检测系统的软件设计
2.5 本章小结
第3章 图像清晰度评价研究
3.1 图像棋糊的机理和模型
3.1.1 留欲棋糊的机理
3.1.2 图像朴糊的棋型
3.2 基于图像梯度的清晰度评价算法
3.2.1 围像々晰度与图缘梯度关系研究
3.2.2 基于梯度围像巧晰度评价扑型
3.3 基于二次棋糊无参考的图余清晰度评价算法(NRFSIM)
3.3.1 FSIM全参考图像质量评价算法
3.3.2 基于二次模糊的图像清晰度评价方法
3.4 实验仿真与分析
3.4.1 清晰度评价算法的评价指标
3.4.2 算法评价指标的验证
3.5 本章小结
第4章 基于亚像素的支撑梓几何尺寸测量
4.1 亚像素边缘检测基本原理
4.2 基于拟合法的亚像素边缘检测
4.2.1 边缘横度方向确定
4.2.2 二次曲线拟合
4.2.3 亚像素边缘点坐标计算
4.3 支撑杆尺寸测量
4.3.1 测量算法
4.3.2 支持杆指标测量
4.4 相机标定
4.4.1 世界坐标系与相机坐标系转换
4.4.2 图像坐标系和相机坐标系转换
4.4.3 图像坐标系与世界坐标系转换
4.4.4 相机标定流程
4.5 本章小结
第5章 系统应用与测试
5.1 支撑杆检测系统王业设备
5.2 软件设计与应用
5.2.1 并行软件设计
5.2.2 软件皮用
5.3 现场实测结果与数据分析
5.3.1 现场实测结果
5.3.2 现场数据分析
5.4 本章小结
第6章 总结与展望
6.1 总结
6.2 展望
参考文献
致谢
个人简历
(如您需要查看本篇毕业设计全文,请您联系客服索取)