24小时论文定制热线
24小时论文定制热线
摘要
数控加工中心己经广泛的应用于模具型腔的铣削加工中,UG NX,MasetCrAM Cimatron等软件的CAM功能也在不断发展和增强。但目前即使最先进的数控编程软件,也需要技术人员制定工艺,选择合适的刀具、切削参数等。
数控机床加工的效率、加工质量,很大程度上取决于工艺编程人员水平的高低。
同时,模具型腔几何形状虽然千变万化,但其构成特征的种类是有限的。对每一类加工特征,对应着UG的一种或多种有限的加工方法。通过分析对比研究、总结规律,可用来指导UGCAM#编程,提高加工效率和加工质量。
本文以模具型腔为研究对象,重点研究了数控加工工艺的优化问题,旨在提高模具型腔数控加工效率、加工质量,减少对工艺编程人员的依赖程度,为工艺人员进行工艺优化设计、编制较高质量的数控程序提供指导和参考。
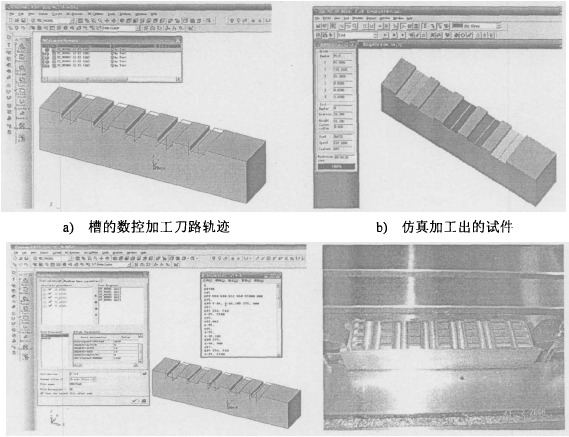
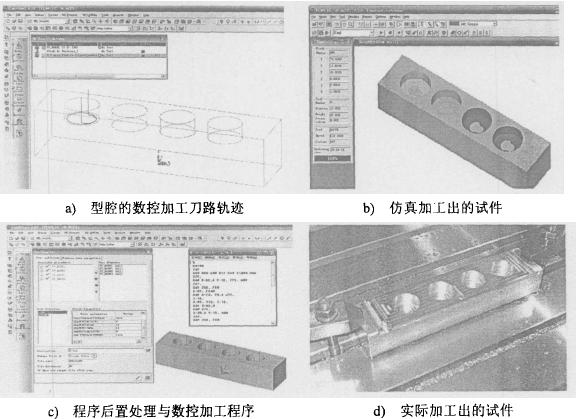
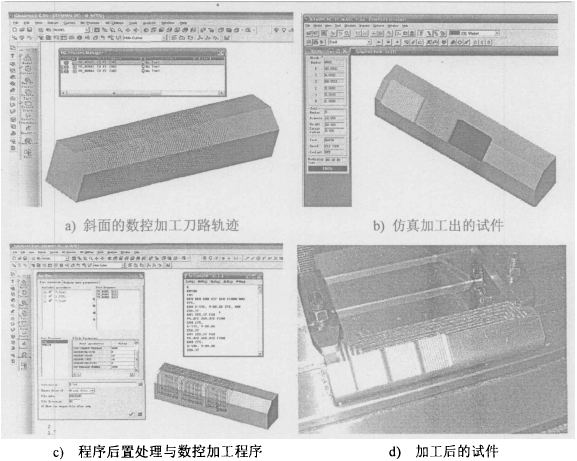
论文介绍了数控铣削刀具与切削用量:分析了模具型腔加工特征组合,并进行特征分解,确定了各种典型特征的加工方法和刀具;提出了模具型腔粗铣加工刀具组合方法,进行了粗铣加工走刀方式对比分析。在此基础上,进行了气缸盖凹模数控加工工艺分析,确定其加工工艺方案,合理选择刀具组合,进行编程与加工仿真。针对数控加工中因刀具变形产生的加工误差问题,通过试验讨论了加工槽、圆柱型腔和斜面时,刀杆悬长不同对零件加工质量的影响,并进行了定性和定量分析,为工艺人员提供了编程参考和依据。
关键词:模具型腔;数控加工工艺;刀具组合:刀具悬长
Abstract
CNC machine tools, especially CNC machine-center, have been widely used in the milling machining of the mold cavities. The CAM functions of a lot of software, such as UG NX, MasterCAM,Cimatron, etc. have been gradually developed and increased. However, at present, even if the most advanced CNC programming software needs the technicians to make technique and to select suitable tools and cutting parameters. The efficiency and machining quality has been decided by the level of the programming technicians to some extent. At the same time, although the geometrical shapes are various, the varieties of its characteristic are finite and every machining characteristic has one or many finite machining method of UG By analyzing, contrasting, researching and concluding these methods, they can guide the program in UG CAM and enhance the machining efficiency and quality.
The paper mainly researched the optimization of the CNC machining technique for the mold cavities, aiming to reduce the degree of the efficiency and processing quality of the CNC machining which are depended by the technicians. Also, this paper offers the guides and references for the technicians to optimize the technique design and to write the better CNC machining programs.
The paper researched the technique optimization of CNC machining of mold cavity. At first, it introduced the CNC milling tools and the cutting amount. After analyzing the characteristic combination of mold cavity machining and making the characteristic decomposition, the machining methods and tools of various typical characteristics were decided. The paper offered the coarse milling machining combination methods of mold cavities, and contrasted and analyzed them. Then, the paper analyzed the CNC machining technique of cavity mold of cylinder cap, made the machining technique scheme, rationally selected the tools combination, wrote the program and made simulation. At last, aiming at machining error generated by tools deformation in the field CNC machining, the paper discussed the influence of machining quality to the parts because of various extended length of milling tool when processing the slot, column cavity and slope. Also it analyzed them in quantity and quality and offered the references and gist for the programming technicians.
Key Words Mold Cavities;CNC machining technique;Tools Combination;Extended Length of Milling Tool
为了保证产品的质量,除了设计合理的模具结构外,还必须采用先进的模具制造技术制造模具。在制造模具时,应满足以下几个基本要求:
(1)制造精度高为了能生产出合格的产品和发挥模具的效能,所设计、制造的模具必须具有较高的精度‘模具的精度主要是由制品精度和模具结构要求决定的,为了保证制品精度,模具的工作部分精度通常要比制品精度高2一4级,因此模具的零部件必须有足够高的制造精度。否则,将不可能生产出合格的制品。
(2)使用寿命长模具是比较昂贵的工艺装备,目前模具的制造费用约占产品成本的10%一30%,其使用寿命长短将直接影响产品的成本高低。因此,除了小批量生产和新产品试制等外,一般都要求模具具有较长的使用寿命,在大批量生产中,模具的使用寿命更加重要。
(3)制造周期短模具制造周期的长短主要决定于制模技术和生产管理水平的高低。为了满足生产的需要,提高产品的竞争能力,必须在保证质量的前提下,尽量缩短模具制造周期。
(4)模具成本低模具成本与模具结构、模具材料、制造精度要求和加工方法等有关。模具技术人员必须根据制品的要求合理设计和制订其加工工艺。在设计和制造模具时,应根据实际情况作全面考虑,在保证制品质量的前提下,选择合适模具结构和制造方法,使模具的成本降到最低。
机械加工(即传统的切削与磨削加工)是模具制造不可缺少的一种重要的加工方法。机械加工的特点是加工精度高、生产效率高。但加工复杂的形状时,加工速度慢,硬材料也难加工,材料利用率不高。
特种加工是指直接利用电能、化学能、声能、光能等来去除工件上多余的材料,以达到一定形状、尺寸和表面粗糙度的加工方法,其中包括电火花成形加工、线切割加工、电解加工、电化学抛光、电铸、化学刻蚀、超声波加工、激光加工等。特种加工与工件的硬度无关,可以实现以柔克刚,并可加工各种复杂形状的零件。特种加工在模具制造中得到了越来越广泛的应用。
塑性加工主要指冷挤压制模法,即将淬火过的成形模强力压入未进行硬化处理的模坯中,使成形模的形状复印在被压的模坯上,制成所需要的模具。这种成形方法不需要型面精加工,制模速度快,可以制成各种复杂型面的模具。
对于一些精度和使用寿命要求不高的模具,可以采用简单方便的铸造法快速成形。例如:锌基合金模具,用低熔点材料锌基合金铸造模具,也称快速制模法,其制模速度快,容易制成形状复杂的模具。但模具材质较软,耐热性差,所以模具寿命短,多用于试制和小批量生产的场合。
焊接法制模是将加工好的模块焊接在一起,形成所需的模具。这种方法与整体加工相比,加工简单、尺寸大小不受限制,但精度难于保证,易残留热应变及内部应力,主要用于精度要求不高的大型模具的制造。
数控加工是利用数控机床和数控技术完成模具零件的加工,根据零件图样及工艺要求等原始条件编制数控加工程序,输入数控系统,然后控制数控机床中刀具与工件的相对运动,以完成零件的加工。数控机床范围很广,在机械加工中有数控车加工、数控铣加工、数控钻加工、数控磨加工、加工中心加工;在塑性加工中有数控冲床加工、弯管机加工等;在特种成形中则有数控电火花加工、数控线切割加工、数控激光加工等。
模具型腔数控铣削技术:
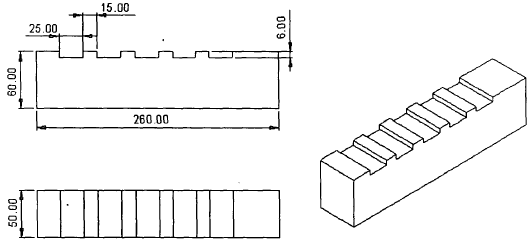
试件一示意图
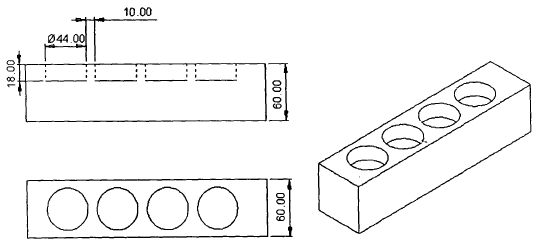
试件二示意图
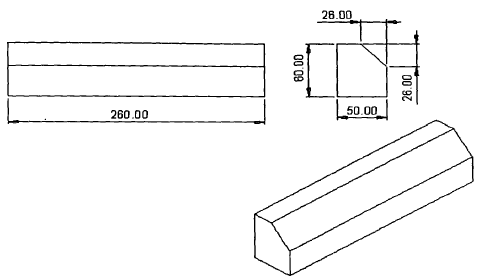
试件三示意图
试验一
试验二
试验三
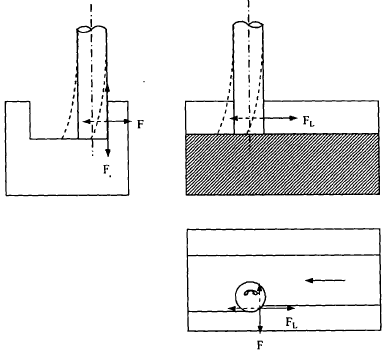
铣槽时铣刀受力及变形示意图
目录
摘要
ABSTRAT
第1章 绪论
1.1 模具数控加工技术
1.1.1 模具制造的基本要求和特点
1.1.2 模具制造的主要加工方法
1.1.3 数控机床技术
1.1.4 模具CADC/AM技术
1.2 课题背景
1.3 研究现状
1.4 本文的内容和结构
第2章 模具型腔数控铣削加工工艺优化
2.1 铣削参数与铣削刀具
2.1.1 数控加工的铣削参数
2.1.2 铣削方式
2.1.3 数控铣削刀具及选择
2.2 模具型腔加工特征与加工方法
2.3 模具型腔粗铣的工艺优化
2.3.1 粗铣加工刀具组合
2.3.2 粗加工的走刀方式
本章小结
第3章 模具型腔数控铣削加工应用
3.1 工艺方案
3.1.1 零件工艺分析
3.1.2 加工方案确定
3.2 数控编程与仿真
本章小结
第4章 数控铣削加工中的铣刀悬长与加工精度
4.1 试验设计思想
4.1.1 试验一
4.1.2 试验二
4.1.3 试验三
4.2 试验方案的具体设计
4.2.1 槽的加工误差试验
4.2.2 圆柱型腔加工误差试验
4.2.3 斜面加工误差试验
4.3 试验方案的实施
4.3.1 试验一
4.3.2 试验二
4.3.3 试验三
4.4 铣削力计算与力学分析
4.4.1 铣削力的计算
4.4.2 铣刀受力变形力学模型的建立与分析
4.5 试验结果实测数据分析及结论
4.5.1 试件一的测量、数据处理及分析
4.5.2 试件二的测量、数据处理及分析
4.5.3 试件三的测量、数据处理及分析
本章小结
课题总结
参考文献
致谢
(如您需要查看本篇毕业设计全文,请您联系客服索取)