24小时论文定制热线
24小时论文定制热线
摘 要
摆线轮作为 RV 减速器中的核心零部件,其齿廓形状直接影响 RV 减速器整机的传动性能,因此对 RV 减速器摆线轮齿廓修形方法进行研究具有重要的意义。鉴于当前常用的摆线轮齿廓修形方法不能兼顾 RV 减速器高精度传动和高承载能力要求,本文从 RV 减速器啮合原理分析出发,提出了一种基于接触应力均化的摆线轮齿廓修形方法,主要研究工作如下:
(1)研究了摆线轮齿廓成形机理、摆线轮齿廓参数方程、齿廓曲率和摆线针轮传动压力角等重要参数,并分析了摆线轮齿廓曲率和摆线针轮传动压力角与摆线轮齿廓基本参数之间的变化关系;建立了 RV 减速器的三维运动模型,并对其进行了运动仿真,验证了所建模型的正确性。
(2)提出了一种基于接触应力均化的摆线轮齿廓修形方法。该方法对传统的修形量优化算法进行改进,将该算法作为输入条件,联立摆线针轮传动受力程序,以共同啮合的各齿之间接触应力分布方差最小作为优化条件,获取最优的等距和移距修形量。通过实例证明该修形方法相较于传统的修形方法,既能满足 RV 减速器高精度传动要求,又能保证摆线针轮传动良好的齿面受力。
(3)建立了摆线针轮传动接触有限元模型,通过对模型的求解,得到了实际工作状态下的摆线轮和针轮的应力和位移状态,并将摆线针轮啮合的接触应力Hertz 计算结果与有限元计算结果进行对比分析,验证了有限元解的可靠性和提出的修形方法在改善摆线针轮齿面啮合状态的有效性。
(4)开展了 RV 减速器综合性能试验。通过数控磨齿机对 RV-20E 中的摆线轮进行修形,利用 RV 减速器综合性能试验台对样机的重要性能参数进行了检测。
检测的结果表明,样机的综合性能整体上达到了高精度要求,从而验证了提出的修形方法能够满足 RV 减速器高精度传动要求。
关键词:RV 减速器,摆线轮,修形,应力均化
Abstract
As the core component of the RV reducer, the shape of the cycloidal gear has a direct influence on the transmission performance of the RV reducer, so it is of great significance to study the profile modification of the cycloidal gear used in RV reducer. In view of the current common profile modification of cycloidal gear can not meet the requirements of high transmission accuracy and high bearing capacity of the RV reducer, this paper, based on the analysis of the meshing principle of the RV reducer, puts forward a method of profile modification based on the homogenization of contact stress.The main research work is as follows:
(1)The important parameters such as the forming mechanism of the cycloidal gear profile, the curvature of the profile and the pressure angle of the cycloid-pin wheel are studied, and the relationship between the curvature of the cycloid profile and the change of the basic parameters of the cycloidal gear profile is analyzed, and the three-dimensional motion model of the RV reducer is established. Kinematics simulation is carried out to verify the correctness of the proposed model. (2) A gear profile modification method based on contact stress homogenization is presented. In this method, the traditional optimization algorithm is improved by using the algorithm as the input condition, combined the force program of cycloid needle wheel drive, the minimum variance of contact stress distribution between the teeth of the common meshing as the optimization condition, and obtaining the optimal equidistance and shift distance repair quantity. The example shows that the modification method can not only meet the high precision transmission requirements of the RV reducer but also ensure the good tooth surface force of the cycloid-pin wheel drive.
(3) The contact finite element model of cycloid-pin wheel drive is established. By solving the model, the stress and displacement state of cycloid wheel and needle wheel in actual working state are obtained. The calculation results of contact stress Hertz of the cycloid needle wheel are compared with the result of finite element calculation, and the reliability of the finite element solution is verified and the proposed method is put forward. The modification method is effective in improving the meshing state of the cycloid pin gear.
(4) The comprehensive performance test of RV reducer was carried out. A CNC gear grinding machine is used to modify the cycloidal gear in RV-20E, and the important performance parameters of the prototype are detected by the RV retarder comprehensive performance test bench. The results show that the overall performance of the prototype has reached a high precision on the whole, thus proving that the proposed modification method can meet the high precision transmission requirements of the RV reducer.
Keywords: RV reducer, cycloidal gear, profile modification, stress homogenization
《中国制造 2025》规划提出,要把智能制造作为当前和今后一段时期推进信息化与工业化深度融合的主攻方向,其中工业机器人被认为是实现目标的关键[1]。
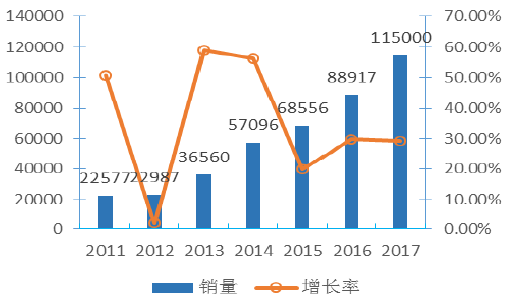
国际机器人联合会最新的市场报告指出,自 2009 年以来,全球工业机器人年销量逐年增长,2017 年全球预计共销售了 34.6 万台工业机器人,相比于 2016 年增长率为 18%;自 2013 年以来,中国已经成为全球工业机器人最大的消费国,2017年总的销量突破 10 万台大关,达到了 11.5 万台[2]。与此同时,由于我国人口基数较大,且总体制造水平滞后于工业发达国家,使得我国机器人总体密度远低于工业发达国家[3]。随着我国工业企业中先进制造设备逐步取代传统制造设备,以及在人工替代和产业升级双重因素推动下,我国机器人密度的相对较低给工业机器人产业化提供了很大的发展空间。
RV 减速器相比于谐波减速器,整体刚度、传动精度更高、抗冲击能力更强,现在已经逐渐取代谐波减速器被广泛应用于工业机器人的关节中,与控制器、伺服电机一起被称为工业机器人的三大核心零部件[4]。日本帝人公司在 1986 年就已经实现了 RV 加速器的产业化,其生产销售的 RV 减速器占到全球 RV 减速器市场的 60%,且有关于 RV 减速器的核心技术都处于保密状态,我国对于 RV 减速器的研制滞后于国外,目前国内虽有部分企业研制出了 RV 减速器成品,但是整机的传动误差和回差的稳定性与国外的产品有一定的差距[5]。
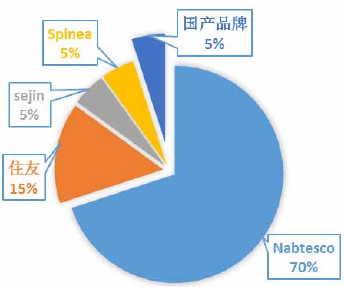
在国产机器人核心零部件中,RV 减速器占比最高,以同类型的 RV 减速器对比,在国外工业机器人中,其占总成本为 12%,而对国内工业机器人而言,则占总成本的 30%。当前国内 RV 减速器市场被日本 Nabtesco、住友、韩国 sejin 和捷克 Spinea 垄断,其总市场占有量为 95%,ABB、KUKA、FANUC 等机器人巨头公司大多采用 Nabtesco 的产品[6],这大大限制了我国自主 RV 减速器品牌的发展,从而阻碍了我国工业机器人的国产化。因此加快 RV 减速器的研发,打破该领域的核心技术垄断,为工业机器人的国产化铺平道路,刻不容缓。RV 减速器的核心技术主要包括:RV 减速器设计理论的研究、加工工艺的研究和整机性能测试的研究[7]。其中 RV 减速器设计理论的核心为摆线轮齿廓修形技术和 RV 减速器传动精度的研究。摆线轮作为 RV 减速器的核心零部件,其齿廓的形状又决定了 RV 减速器的传动精度、整体啮合刚度和传动平稳性。因此开展对 RV减速器摆线轮齿廓修形技术的研究具有重要的意义。
本文旨在研究摆线轮齿廓传统修形方法的基础上,针对传统修形方法的不足,提出一种基于接触应力均化的摆线轮齿廓修形方法以满足 RV 减速器传动精度和摆线针轮良好的齿面受力的要求。
摆线轮是 RV 减速器的核心零部件,标准的摆线针轮啮合是无侧隙的纯滚动啮合,但是实际上为了补偿加工误差和便于润滑,且考虑到针轮都是标准的圆柱形,所以一般需要对摆线轮进行修形。目前,关于摆线轮齿廓修形技术,国外起步较早,现在已经形成了完整的修形理论,日本在世界处于领跑地位,如 Nabtesco 公司设计的摆线轮,在与针轮传动时,承载能力强、传动稳定、齿面发生胶合和点蚀的几率极小。但是由于核心技术的保密政策,使得国外相关的理论和研究报道极少[8]。已知的有 Chmurawa 等人通过研究齿廓修形与摆线轮载荷分布与应力的关系,对摆线轮进行修形,确保了摆线轮的良好性能[9];库德罗夫采夫在对摆线针轮传动理论进行分析的基础上,提出了一套适用于标准齿廓的摆线轮齿形受力分析理论[10];Lehmann 对摆线轮成形机理和误差分布规律进行了一定的探讨,分析了径向修形引起的间隙和法向修形引起的间隙之间的关系[11]。国内科研人员通过最初的摸索,克服重重阻力,在摆线轮齿廓修形技术研究方面硕果累累。
目前,根据摆线轮的加工工艺,国内科研人员对摆线轮齿廓修形技术分为:基于范成模型的齿廓修形技术和基于成形模型的齿廓修形技术。对于采用范成法加工的摆线轮,国内对其齿廓修形研究较早,研究成果也较多。李力行等介绍了摆线轮齿形的三种基本修形方式:移距修形、等距修形和转角修形,并根据摆线轮修形的原理,建立了包含以上三种修形方式的摆线轮齿形的通用参数方程,并在讨论合理的摆线轮修形齿廓的基础上,提出了一种符合工程实际的摆线针轮啮合受力的分析方法[12];王秋成提出一种等距加移距的组合修形方式,并运用优化设计的方法求解对应的修形量,所设计的齿廓载荷分布均匀性减小,齿面承载能力大幅度提高,传动效率也得到了提高[13];严勇等首次提出分段齿廓的思想,在摆线轮齿根和齿顶处采用圆弧修正,在主要传力段进行转角修正和微量鼓形修正[14];关天民等通过对摆线轮修形引起的回转角进行分析,对传统的修形后摆线轮与针轮之间的间隙计算公式进行了修正,提出了“反弓”齿廓的概念,该“反弓”
齿廓可以通过“正等距+负移距”组合修形方式获得,对应的修形量可以通过简单的优化设计方法得到,齿廓与传统组合修形方式获得的齿廓相比可以有效地较少最大接触力,齿面承载能力得到提高[15];焦文瑞在现有的修形理论的基础上,选择“等距+移距”组合修形方式得到的齿廓与转角修形齿廓在法向方向上的变动量最小作为目标函数,使得到的齿廓与针轮啮合时,同时啮合齿数增多,啮合区间增大[16];赵大兴等对两种基本修形方式:“正等距+负移距”和“负等距+正移距”组合修形后的齿廓受力情况和引起的间隙回差进行了直观的比较,并对几种主流的修形量优化算法进行了对比分析,分析了各自适合的范围[17]。
在对一般摆线针轮传动用的摆线轮齿廓修形的基础上,随着工业机器人行业的兴起,国内学者开始把研究中心聚焦于 RV 减速器用的摆线轮齿廓修形方式。何卫东等根据机器人用的高精度 RV 减速器对回差、传动精度、传动效率、扭转刚度等技术指标的要求,提出了一种适用于 RV 减速器的摆线轮新齿形,该齿形采用的是“负等距+正移距”组合修形方式,通过逼近一定的负转角修形齿廓得到等距和移距修形量[18];聂少文等针对目前 RV 减速器摆线轮修形后难以同时保证承载能力和精度的问题,提出了一种基于等距、移距和齿厚修形的摆线轮齿廓修形方式,通过理论分析和实验研究对比法印证了所提出组合修形方式的优势[19];张丰收通过对已有的 RV 减速器中的摆线轮进行精密测量,用最小二乘法对测得的齿廓进行圆弧拟合,以得到的拟合曲线为目标函数,提出“偏心距+等距+移距”的组合修形方式,并通过与“等距+移距”和“等距+移距+转角”修形方法进行对比,所提的方法与目标齿廓曲线的偏差更小,从而验证其优越性[20];姜耘哲针对传统的修形方式不能够控制摆线轮齿廓工作段和非工作段齿间间隙比例关系,在摆线轮成形机理的基础上提出了一种给定啮合间隙的摆线轮齿廓[21]。
传统范成磨削方式,存在着效率低、柔性差,且修形不易实现,难以适应高精度 RV 减速器的性能要求,而成形磨削易于修形且磨齿精度高已经成为当前摆线轮精加工的主要工艺。针对采用成形磨削加工的摆线轮,张德泉等根据摆线轮齿廓成形机理,建立了与齿廓曲线共轭的修整金刚滚轮的运动轨迹模型,通过 CNC 技术控制砂轮修整器及精密分度机构,实现了摆线轮齿廓成形磨削[22];焦文瑞等将范成法的等距、移距和转角修形带入到成形磨削中,建立了摆线轮齿廓成形磨削的数学模型,并得到了修形后齿廓的法向变动量计算公式[23];邓效忠等根据修形摆线轮成形磨削的数学模型,推导了成形砂轮轴截面坐标点的计算式,研究了成形砂轮加宽理论,推导出金刚轮滚轮的运动轨迹,同时,实现了“等距+移距”修形方式下的成形砂轮的修形仿真[24]。
陈振宇提出基于成形磨削的 RV 减速器摆线轮齿廓的分段修形方法,将齿廓分为工作段和非工作段,工作段采用转角修形齿廓,齿根和齿顶处利用三次样条曲线进行拟合,采用该种方法修形后的摆线轮齿廓,主要工作段能够与针齿共轭,同时非工作段预留了一定的润滑间隙[25];王新春在分段修形齿廓的基础上,考虑了轮齿啮合时的润滑问题,通过分析轮齿传统特性,确定了摆线针轮传动间的最小油膜厚度,根据最小油膜厚度确定了摆线轮齿根处非工作段的三次拟合样条曲线[26];赵博基于摆线针轮传动空载状态下单齿接触,加载后多齿接触,且以逼近与针轮完全共轭的标准摆线齿廓为目标,提出了一种全新的抛物线修形方式,该方法将摆线轮齿廓的修形量与齿廓法向长度成二阶或高阶抛物线关系,叠加到齿廓的法线法向,得到的摆线轮齿廓与传统组合修形方式对比,在主要工作段更逼近摆线轮标准齿廓[27]。
基于接触应力均化的摆线轮齿廓修形技术:
我国工业机器人产业形势

Nabtesco RV-42N

国外知名的 RV 减速器品牌
我国 RV 减速器产业品牌现状
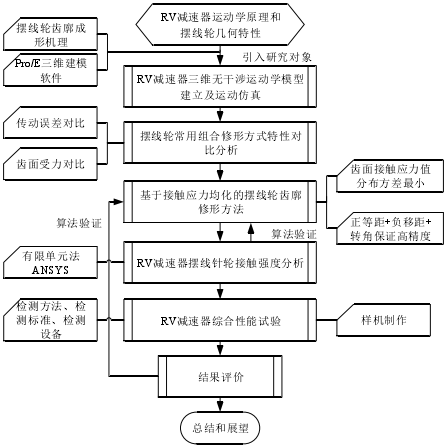
本文技术路线
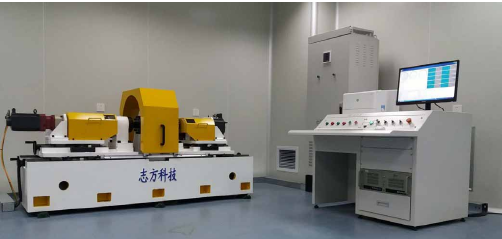
ZRT-II 型工业机器人减速器试验台
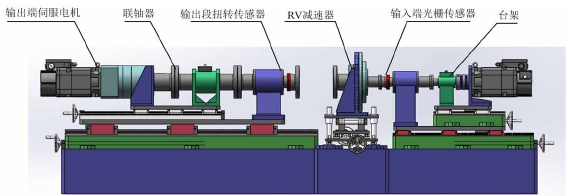
试验台结构组成示意图

摆线轮及样机实物图
目 录
摘 要
Abstract
目 录
第 1 章 绪 论
1.1 课题综述
1.1.1 课题来源
1.1.2 课题研究背景及意义
1.2 国内外研究现状
1.2.1 摆线轮齿廓修形技术的研究现状
1.2.2 摆线针轮行星减速器仿真分析的研究现状
1.2.3 RV 减速器综合性能试验的研究现状
1.3 主要研究内容与总体结构
1.3.1 主要研究内容
1.3.2 技术路线
1.4 论文内容结构安排
第 2 章 RV 减速器运动学分析
2.1 RV 减速器运动特性分析
2.2 摆线针轮传动几何特性分析
2.2.1 摆线轮齿廓形成
2.2.2 摆线轮标准齿廓参数方程
2.2.3 摆线轮齿廓曲率半径
2.2.4 摆线针轮传动压力角
2.3 RV 减速器三维建模及运动学仿真
2.3.1 基于 Pro/ENGINEER 的 RV 减速器三维建模
2.3.2 RV 减速器装配体建立
2.3.3 RV 减速器运动学仿真
2.4 本章小结
第 3 章 基于接触应力均化的摆线轮齿廓修形方法
3.1 摆线轮齿廓常用的组合修形方式
3.1.1 摆线轮齿廓基本修形方式
3.1.2 修形引起的回转角及组合修形方式
3.1.3 初始间隙分布规律解析
3.2 组合修形方式特性对比分析
3.2.1 摆线针轮齿面受力分析
3.2.2 两种基本组合修形方式特性对比
3.3 基于接触应力均化的摆线轮齿廓修形方法
3.3.1 理想的 RV 减速器摆线轮齿廓
3.3.2 成形磨削基本原理
3.3.3 基于成形磨削的组合修形方式
3.3.4 基于齿面接触应力均化的最佳修形量计算
3.3.5 实例求解
3.4 本章小结
第 4 章 RV 减速器摆线针轮齿面接触强度分析
4.1 基于 ANSYS 的接触问题有限元分析
4.2 摆线针轮有限元模型建立
4.2.1 基于 APDL 的摆线针轮参数化模型
4.2.2 有限元模型的建立
4.3 有限元模型求解
4.3.1 摆线针轮接触对的建立
4.3.2 边界条件及载荷的施加
4.3.3 结果分析
4.4 本章小结
第 5 章 RV 减速器综合性能试验
5.1 RV 减速器综合性能检测方法
5.1.1 RV 减速器传动误差检测
5.1.2 RV 减速器回差检测
5.1.3 RV 减速器传动效率检测
5.2 RV 减速器检测结果与分析
5.2.1 传动误差
5.2.2 回差及背隙
5.2.3 传动效率
5.3 本章小结
第 6 章 总结和展望
6.1 全文总结
6.2 研究展望
参考文献
致谢
附录
(如您需要查看本篇毕业设计全文,请您联系客服索取)