24小时论文定制热线
24小时论文定制热线
摘要
随着雾灵问题、能源紧张问题日益突出,汽车轻量化成为汽车制造业的一个重要发展方向。对于汽车轻量化而言,超高强度钢由于其强度高、硬度大的特点可W有效减小车身钢板厚度,且超高强度钢的应用进一步提高了车体结构的强度和抗冲击性能。然而,该钢板由于屈服强度和抗拉强度的提高,其冲压成形性能下降,使巧冷冲压工艺容易导致很多成形缺陷。因此,超高强度钢热冲压成形技术开始被迅速应用。超高强度钢热冲压技术通过将钢板加热到再结晶温度W上,并保温一段时间实现完全奥氏体化后,再转移到带有冷却系统的模具中进行冲压成形,并在模具内保压浑火完成马氏体相变,从而得到超高强度钢冲压件。该技术有效解决了超高强钢成形性能和强度之间的矛盾。本文以22MnB5为研究材料,形零件作为研究对象,对热冲压模具设汁、热冲压仿真、模具冷却系统优化、模具结构拓扑优化等进斤了研究。
利用CATIA对U形件热冲压模具进行了设计,设计内容包括模具材料的选择、模具整体结构设计、冷却系统设计W及密封装置设计。基于设计结果,利用有限元仿真软件ABAQUS建立热力锅合有限元模型,对超高强度测钢U形件的热成形过程和浑火过程进行了数值仿真。
为提高热冲压模具冷却系统的冷却能力,对其关键参数进斤了优化。热冲压模具冷却系统的主要设计参数包括冷却管道直径D、相邻管道侧壁间距S、管道顶部与模具型面间的距离H、冷却水流速V。确定这4个参数的最优值是模具冷却系统设计的重点。
本文对冷却系统中D、S、V、H这4个因素分别选取16个水平,建立均匀设计试验方案,并按照试验方案进行对应的热冲压有限元仿真。基于均匀设计试验的仿真结果和回归分析方法,建立浑火结束时刻凹模最高温度与这4个因素之间的二次型回归模型。利用遗传算法对该回归模型进行最优值求解,确定冷却系统关键参数的最优值,并通过有限元仿真模型验证了该优化结果。
为提高模具材料利用率、减轻模具结构重量,本文对热冲压模具结构进行了拓扑优化设计。凹模作为研究对象,W关键工况下凹模与板料间接触应力作为凹模结构分析模型的压力载荷,最小化凹模体积作为目标,凹模关键区域节点位移作为约束,单元的相对密度作为设计变量,建立凹模结构拓拌优化模型,并对热冲压凹模结构进行拓扑优化设计。最终实现结构减重25.2%,且热冲压过程中凹模的变形与优化前的结果相差甚微,对热冲压模具结构拓扑优化研巧具有一定参考价值。
关键词:超高强钢;热冲压;数值仿真;冷却系统;拓林优化
Abstract
With the haze problem and the energy shortage problem becoming increasingly prominent, reducing vehicle weight has been an important development direction for the automobile manufacturing industry. For the automotive lightweight, ultra-high strength steel can effectively reduce the thickness of the body steel plate due to its high strength and high hardness. In addition, the application of the ultra-high strength steel can further improve the strength and impact resistance of the body structure. However, due to the increase of yield strength and tensile strength, the steel's stamping performance has decreased, and using cold stamping process easily leads to a lot of defects. Therefore, hot stamping technology of ultra-high strength steel has been rapidly applied. In the hot stamping process of ultra-high strength steel, the steel sheet is heated above the recrystallization temperature and kept in the temperature for a period of time for sufficient austenization, and the steel sheet is transferred to a die with cooling system to be formed and quenched, and then ultra-high strength stamping part will be obtained after martensitic transformation. This technology can effectively solve the contradiction between the forming performance and the strength of ultra-high strength steel. In this paper, 22MnB5 is chosen as research material, and the U shaped part is chosen as research object. Furthermore, the design of hot stamping die, the simulation of hot stamping process, the optimization of die cooling system and the topology optimization of die structure are studied.
The hot stamping die for U shaped part is designed衍CATIA, and the design includes the selection of die materials, the design of overall structure of the die, the design of the cooling system and the design of the sealing devices. Based on the design results, a finite element model based on thermal-mechanical coupled method is set up through the software ABAQUS, and numerical simulation of ultra-high born steel about U shaped part's hot forning and cooling process is conducted.
In order to improve the cooling capacity of the hot stamping die cooling system, the key parameters of the cooling system are optimized. The main design parameters of the hot stamping die cooling system include the cooling pipe diameter D, the sidewall distance S between adjoining pipes, the distance H between pipe top and die surface, and the cooling water flow velocity V Determining the optimal value of the 4 parameters is the key point to design the die cooling system. In this paper, 16 levels are taken from the 4 factors of D, S, V and H in the cooling system, and uniform design experimentation scheme is established, and then corresponding hot stamping finite element simulation is carried out according to the experimentation scheme. According to the simulation results of uniform design experimentation and the method of regression analysis, quadratic regression model between the maximum temperature of the die at the end of quenching with the four parameters is established. Genetic algorithm is used to get the optimal value of the regression model, and the optimal value of the key parameters of cooling system is determined. Finally, the optimal results are verified by finite element simulation model.
In order to improve the utilization rate of die material and reduce the die structure weight,the topology optimization of hot stamping die structure is carried out. The die structure is selected as the research object, and the contact stresses between blank and die at critical case are selected as the pressure load for the analysis model of the die structure. Moreover,minimizing the volume of the die structure is chosen as the goal, and the nodes displacement of key area of the die is chosen as the constraint, and the units relative density is chosen as the design variables. The topology optimization model of die structure is established, and topology optimization on hot stamping die structure is carried out. Consequently, the weight of die structure has been reduced by 25.20l0, and die's deformation is almost kept with the previous result during hot stamping process. The research provides a certain reference value for the topology optimization of the hot stamping die structure.
Keywords: Ultra-high strength steel; Hot stamping; Numerical simulation; Cooling System;Topology optimization
随着雾霆问题、能源紧张问题日益突出,降低油耗、减少排放已经成为汽车制造业函待解决的问题。相关研究表明,汽车重量每减轻10%,燃油消耗可降低6%-8%。由此可见,实现汽车轻量化能够很好的降低汽车油耗以及减少尾气排放。
对于汽车轻量化来说,超高强度钢具有强度高、硬度大的特点,用超高强度钢代替传统钢可以有效减轻车身板料厚度从而降低整车重量,且应用超高强度钢可以加强车身结构强度和其抗冲击能力。但是,超高强度钢由于其屈服强度和抗拉强度的显着提高,其冲压力学性能下降,各种成形缺陷凸显,尤其当一些成形件几何结构变得复杂时,使用传统的冷冲压加工很难满足生产需求。
针对超高强度钢成形困难的问题,超高强度钢热冲压技术的产生有效解决了这一问题。超高强度钢热冲压技术通过将超高强度钢板加热到奥氏体化温度以上,并保温合适的时间使板料完全奥氏体化,然后通过机械手等转移装置快速精确转移到模具中进行快速冲压,并在模具内保压淬火形成马氏体组织,最后进行打孔、喷丸等后处理。这种加工技术利用了板料高温时流动应力变低的特点,提高了板料的成形性,降低了成形件的回弹,能一次成形复杂的冲压件,且零件成形精度高。超高强度钢热冲压技术所用钢板需具备良好的淬透性,研究指出硼元素能有效加强钢板的淬透性。超高强度硼钢22MnB5通过在C-Mn钢的前提上加入少量硼元素,同时能起到固溶强化效果,该钢板因为其良好的塑性、可成形性和淬火性能,成为目前主要的热冲压工艺材料。对热冲压技术而言,其工艺流程主要包括钢板下料、高温加热炉加热、高温钢板转移、快速成形、冷却淬火、零件后处理等工艺。热冲压模具在其中承担着快速成形和冷却淬火两个主要工艺,是完成热冲压工艺的核心机器。相对于传统冷冲压模具,热冲压模具设计需考虑模具的抗热疲劳能力、模具材料生产及表面强化、冷却系统关键参数优化、冷却水管密封及动力循环、冷却水孔加工、模具结构强度优化等几个重要方面。
本文针对现阶段国内热冲压技术研究处于刚起步的现状,对热冲压过程有限元仿真、热冲压模具冷却系统关键参数的优化和热冲压模具结构优化等方面展开了研究。热冲压过程有限元仿真可以有效缩短模具开发周期,以及提高对热冲压过程的认识。模具冷却系统关键参数的优化是一个包含多因素的优化问题,且各因素间可能存在相互作用,无论是借助传统手工试错法,还是依赖有限元程序反复计算法,都带有一定的盲目性,难以快速得到参数的最优值。结合有限元仿真、试验设计、回归模型、智能算法等方法,可以建立冷却系统关键参数与目标量之间的映射关系,并对冷却系统关键参数进行优化设计,从而有效提高热冲压模具冷却系统冷却能力。在热冲压过程中,模具受力变得更加恶劣,对模具结构进行优化分析尤为必要。拓扑优化技术通过寻求模具内部材料的最优分布,去除对模具强度贡献不大的材料,可以有效优化模具结构、降低模具重量。结合拓扑优化设计理论、有限元仿真方法,可以对热冲压模具结构进行拓扑优化设计,从而减轻模具结构重量,提高模具材料利用率。
生产制造中通常把超高强度钢热冲压工艺分成直接热冲压工艺和间接热冲压工艺。直接热冲压工艺,如图1-1所示,落料后的钢板通过机械手等装置转移到高温加热炉中,加热至再结晶温度以上并在炉中保温使其完全均匀奥氏体化,然后通过转移装置快速精确转移到模具中进行快速成形,成形完后在模具内保压淬火形成马氏体组织,最后进行打孔、切边、喷丸等后处理工序。直接热冲压工艺因为在一套模具中完成成形和淬火,具有工序简单,生产率高,制造成本低的优势。该工艺适合于制造形状相对简单的零件。对于结构相对复杂的产品,如果使用直接热冲压工艺,容易导致板料各区域温度下降不一致,进而产生拉裂、形状畸变等问题,对这类零件间接冲压工艺通常被采用。
间接热冲压工艺,如图1-2所示,落料后的钢板首先完成冲压、切边、打孔等预成形,再通过机械手等装置将其转移到高温加热炉中,加热至再结晶温度以上并在炉中保温使其完全均匀奥氏体化,然后通过转移装置快速精确转移到模具中进行快速定形,并在模具内保压淬火形成马氏体组织,最后进行喷丸等后处理。因为经过预成形,板料热成形时冲压深度减小,其温度散失减少;另外板料的加热消除了预成形造成的残余应力。间接热冲压工艺成形质量好,后处理中无切边等工序,适合制造形状相对复杂的产品。
利用CATIA对U形件热冲压模具设计:
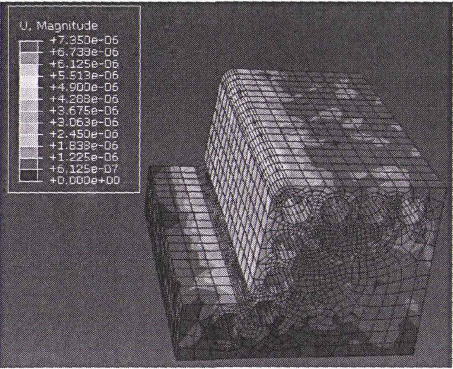
成形结束时凹模位移云图
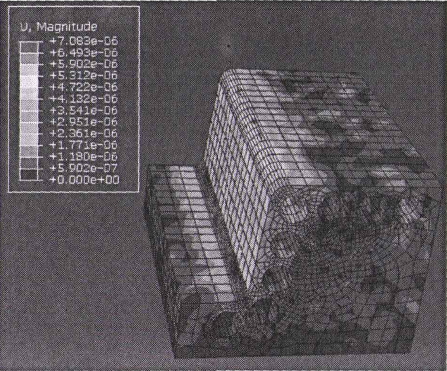
淬火结束时凹模位移云图
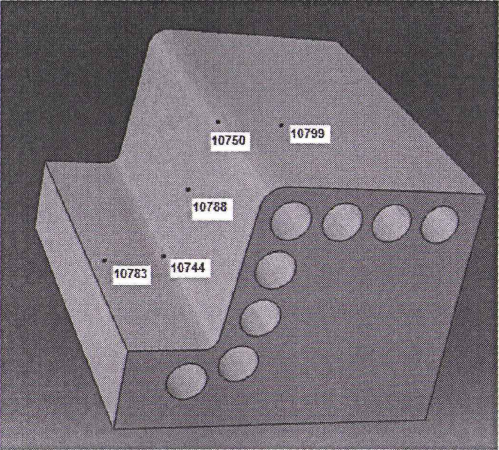
凹模参考节点
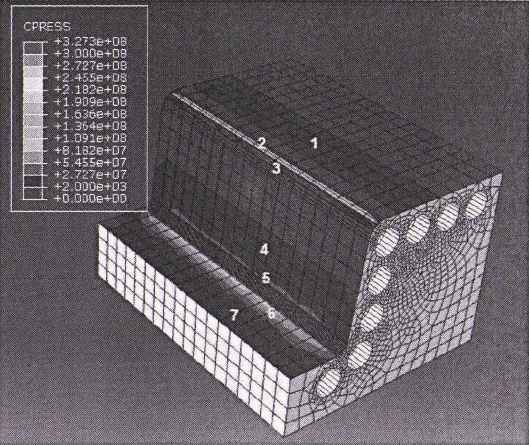
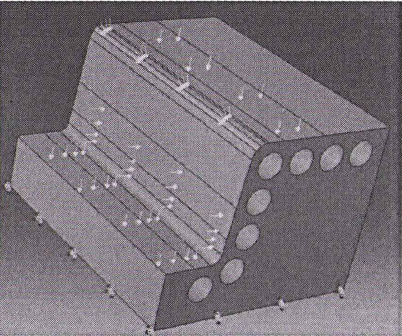
热成形结束时凹模与板料接触应力云图
凹模结构分析模型
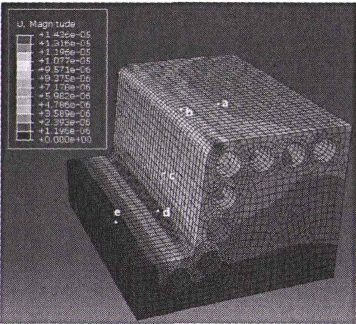
凹模结构分析模型位移分布云图
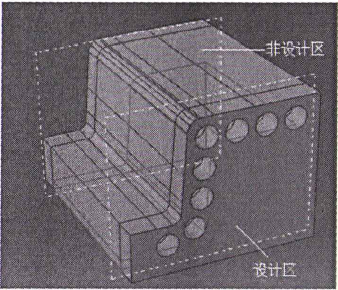
设计区与非设计区
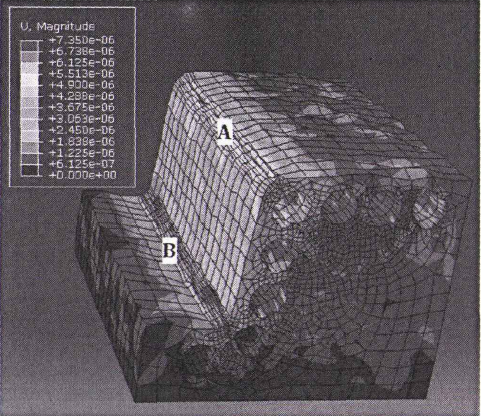
热成形结束时凹模变形云图
目录
第1章 绪论
1.1 课题研究的背景及意义
1.2 超高强钢热冲压技术简介
1.2.1 热冲压工艺过程
1.2.2 热冲压技术的优点
1.3 热冲压技术国内外研究现状
1.3.1 国内热冲压技术研究现状
1.3.2 国外热冲压技术研究现状
1.4 目前研究中存在的问题
1.5 本文研究的主要内容
第2章 热冲压数值模拟基本理论
2.1 引言
2.2 板料成形机理
2.2.1 塑性力学的基本方程
2.2.2 屈服准则
2.2.3 塑性变形的应力应变关系
2.3 传热学基本原理
2.3.1 热力学第一定律
2.3.2 传热方程
2.3.3 传热问题的边界条件
2.4 热冲压数值模拟
2.4.1 热力祸合关系
2.4.2 接触问题
2.5 本章小结
第3章 热冲压模具设计及热冲压过程仿真
3.1 引言
3.2 热冲压模具设计
3.2.1 U形件几何模型
3.2.2 模具材料选择
3.2.3 模具整体结构设计
3.2.4 模具冷却系统设计
3.2.5 模具密封系统设计
3.3 热冲压热力祸合仿真
3.3.1 材料参数
3.3.2 仿真模型
3.3.3 接触分析
3.3.4 分析步骤
3.3.5 模拟结果分析
3.4 本章小结
第4章 热冲压模具冷却系统关键参数优化研究
4.1 引言
4.2 均匀设计
4.2.1 均匀设计概述
4.2.2 均匀设计试验
4.3 回归分析
4.3.1 二次回归模型
4.3.2 回归分析结果
4.3.3 回归模型验证
4.4 基于遗传算法的冷却系统参数优化
4.4.1 遗传算法
4.4.2 冷却系统参数优化
4.5 本章小结
第5章 热冲压模具结构拓扑优化设计
5.1 引言
5.2 拓扑优化技术
5.3 热冲压模具结构拓扑优化方法
5.4 凹模结构拓扑优化设计
5.4.1 位移约束下体积最小化模型
5.4.2 凹模结构拓扑优化
5.4.3 拓扑优化结果
5.5 小结
第6章 结论与展望
6.1 结论
6.2 展望
致谢
参考文献
攻读硕士学位期间发表的论文
(如您需要查看本篇毕业设计全文,请您联系客服索取)