24小时论文定制热线
24小时论文定制热线
摘要
不锈钢叶轮是工业水泵、通风管道等设备的重要零部件之一,由于叶轮是薄壁复杂曲面零件,采用铸造、模压再焊合等传统加工方法制造的叶轮组织性能差,质量不稳定,使用寿命短,因此本文采用热挤压成形方式对 304 不锈钢叶轮的成形工艺进行了研究。热挤压过程中模具需要承受高温坯料带来的巨大热载荷,为提高模具使用寿命,采用热障涂层技术对模具进行表面改性处理具有重要的意义。
本文采用有限元软件 DEFORM-3D 对 304 不锈钢叶轮的热挤压成形过程进行了数值模拟。基于模拟结果,对模具型腔的结构进行了设计与改进,分析了不同挤压速度对成形过程中温度场、等效应力场及模具载荷的影响,确定了合理的挤压速度。并通过对比不同热障涂层材料的性能,确定采用 LZ/8YSZ 双陶瓷涂层对模具表面进行改性,在 DEFORM-3D 软件平台上研究了该涂层的隔热性能。最后,对测温热电偶的测温滞后问题进行了改进,获得的结论如下:
1) 模具采用上下挤压轴运动、挤压模膛静止不动的模具结构时,圆柱坯料的径向流动远比轴向流动困难,很难成形叶轮。采用上下分型整体式模具结构时,材料的径向流动能力大大增强,但对于成形难度大的高轮毂型腔部位,需要尽量增大轮毂内径处的拔模斜度和过渡圆角半径来促进材料的流动。
2) 随着挤压速度的增大,热传导的总热量减少,挤压工件的温差逐渐减小,挤压件的温度分布更均匀,等效应力也逐渐降低;但随着挤压速度的增大,温差和等效应力降低的幅度减小。
3) 随着挤压速度的增大,模具载荷先减小后增大,挤压速度 15mm/s 时成形载荷最小。因此,坯料预热温度为 1200℃时,合理的挤压速度为 15mm/s。
4) LZ 层厚度为 200um、8YSZ 层厚度为 100um 时,模具与坯料接触时间最长部位的近表面温度降低了 75℃,挤压工件的最低温度提高了 58℃,LZ/8YSZ 双陶瓷层热障涂层在热挤压过程中的隔热效果良好。
5) 针对 TMDT2-41 热电偶的测量滞后问题,基于组合预测模型的校正方法对其测量滞后进行了校正,实验结果表明 TMDT2-41 热电偶的响应时间缩短了 32%,校正效果较好。
关键词:不锈钢叶轮;热挤压工艺;热障涂层;隔热性能;有限元数值模拟
Abstract
Stainless steel impeller is a typical thin-walled part with complex curved surfaces, and widely used in the industrial pumps, ventilation pipe and other equipments. Poor performance of the impeller was obtained by the traditional manufacturing processes such as casting or welding after sectional molding, can easily bring about its unstable quality and short service life. Thus the hot extrusion forming process of 304 stainless steel impeller was studied in this paper by FEM numerical simulation. For the mould has to suffer huge thermal load in the hot extrusion process, in order to prolong its service life, it is necessary to modify the surface of mould with thermal barrier coatings.
In this paper, hot extrusion forming process of 304 stainless steel impeller was simulated on the finite element software DEFORM-3D. The structure of the mould cavity was designed and improved, and the influences of different extrusion speeds on the temperature, the equivalent stress of the 304 stainless steel billets and the load of extrusion mould were analyzed based on the simulation results. Then the appropriate extrusion speed was determined. Finally, by comparing the material properties of thermal barrier coatings,the double-ceramic-layer LZ/8YSZ TBCs was confirmed to modify the surface of the mould, and the thermal insulation properties of the DCL LZ/8YSZ TBCs were analyzed on DEFORM-3D. Finally, correct the measurement hysteresis of thermocouple. The main conclusions are as follows:
1) When the mould structure with upper and lower extrusion shafts was adopted, the cylindrical billets with equal diameter to the extrusion shaft flowed more difficultly along the radial direction than along the axial direction in the immobile extrusion mould cavity, and the impeller was more difficult to be formed. The radial flow performance of the billets was greatly enhanced, when the upper and lower integral mould structure was utilized, but the draft angle and the transition radius on the impeller hub inner surface of the extrusion mould cavity should be increased for the difficulty of forming.
2) With the increase of the extrusion speed, the total heat loss by heat conduction decreased, the temperature difference in the extruded part reduced gradually, the temperature distribution of the extruded part was more uniform, and the equivalent stress also gradually decreased. But the reduction degree of the temperature difference and the equivalent stress went down with increase of the extrusion speed.
3) With the increase of the extrusion speed, the load of the extrusion mould first decreased and then increased, and reached the minimum when the extrusion speed was 15mm/s. Therefore, when the billet preheat temperature was 1200℃, the reasonable extrusion speed was 15mm/s.
4) When the thickness of LZ layer was 200um and 8YSZ layer thickness was 100um, the near surface temperature of the extrusion mould where the contact time of the mould and the billet was the longest, reduced by 75℃, and the lowest temperature of the billet increased by 58℃. It showed that the DCL LZ/8YSZ thermal barrier coating had a good thermal insulation effect in the hot extrusion process.
5) A prediction correction method based on the combination forecasting model was proposed for the TMDT2-41 thermocouple to correct the measurement hysteresis of the thermocouple, the experimental results showed that the response time of the thermocouple was reduced by 32%, the correction effect was good.
Keywords: Stainless steel impeller; Hot extrusion; Thermal barrier coating; Thermal insulation property;FEM numerical simulation
不锈钢叶轮是薄壁复杂曲面零件,已广泛应用于工业水泵、通风管道等设备上,叶轮机械在工作时会遇到各种故障,最严重时会发生叶轮叶片断裂飞出的现象。叶轮机械出现的故障中,叶片的故障率占到 65%以上,因此提高叶轮的整体机械性能非常重要。钢质叶轮采用的传统加工方法有砂型铸造、分段模压再焊合等,其中铸造成形工艺工序繁多,铸件质量不够稳定,容易产生多种缺陷,铸造件的机械性能也远低于锻件;采用钢板切削加工/分段模压再焊合的方法,机加工量大,效率相对较低,由于焊接时难以控制用料,致使整体叶轮的轴对称性难以保证,制造精度、焊缝的组织性能不高,叶轮寿命也难以保证。因此,需要一种新的成形方法来制造出质量更加稳定的叶轮。
挤压是一种塑性成形工艺,可加工变形量大、形状复杂且精度要求较高的零件,通过该工艺可以大批量、低成本地将力学性能良好的金属原材料制造成复杂、精密、可直接用于装配的零件。挤压成形技术是有色金属、钢铁材料生产与零件成形的主要加工方法之一,在现代工业生产中挤压成形的作用日益重要。304 不锈钢材料具有良好的耐蚀性、耐热性和低温强度,机械性能较好,能适应水下或潮湿矿井中的工作,但该材料在温度较低的情况下成形难度大,为提高材料的塑性,降低变形抗力,选用热挤压技术来成形 304 不锈钢叶轮。
热挤压模具在工作过程中,需要承受非常大的热载荷,模具的温度急剧上升易造成表面材料软化变形,导致模具失效而报废,给生产成本和生产单位的经济效益带来了非常大的影响,提高模具使用寿命成了降低工业成本的重要途径。随着表面工程技术的发展,新型材料的合成及材料性能的进一步提高,模具表面改性技术也取得了较大进步。热障涂层材料由于其耐腐蚀性好、高温稳定性好、热传导率低等优点,能有效降低基体的表面温度,防止基体材料高温氧化,因此可采用热障涂层技术对模具基体进行表面改性处理。
挤压是将预先制备的坯料放入模具型腔内,在强大的压力和一定的速度作用下,迫使金属材料在三向不等压应力状态下发生形变,获得所需形状、尺寸以及一定力学性能的零件。三向压应力状态有利于提高材料塑性,使许多难加工的低塑性材料可以成形或开坯。挤压时材料的变形量很大,可以做到一次挤压成形。与其他加工方法相比,挤压模具制造容易,更换简单,便于生产小批量多品种的产品和复杂断面的工件。
早在 1797 年就出现了类似于挤压的铅管制造方法的专利。1894 年德国人 GADick 首先得到了卧式挤压机的专利,用来挤压黄铜等有色金属。1905~1915 年期间已经出现了 2000 吨级的大型挤压机,同时开始采用耐热钢制作模具[1]。目前,挤压主要用于加工铝、铜及其合金,在钢及稀有金属加工中也得到了应用。
挤压成形的温度范围很广,根据变形温度的不同,通常将挤压分为冷挤压、温挤压和热挤压,冷挤压为低于回复温度的挤压,对于大部分金属来说,也指在室温下的挤压成形,冷挤压的材料要求具有较好的塑性成形能力、较低的初始流动应力、较低的加工硬化能力,如中低碳钢、低合金钢等,通常抗拉强度不超过 560N/mm2的钢具有相对较好的冷挤压适用性,钢铁材料的冷挤压主要用于零件的近净成形。由于变形温度低,加工硬化较明显,冷挤压的程度受到了一定限制,一般远低于相应的热挤压的变形程度,挤压的坯料的形状也要求尽可能简单。冷挤压技术具有节约原材料、产品尺寸精度高、表面质量好、强度高、生产效率高等优点[1]。
合金成分含量较高及强度较高的钢材通常是在高温下成形的,挤压温度低于再结晶温度、高于回复温度的挤压称为温挤压,对于多数有色金属及钢铁材料,通常将高于室温、低于再结晶温度的挤压统称为温挤压,一般挤压温度在 600-800℃之间,适用于室温呈脆性的金属和高强合金[2]。与冷挤压相比,温挤压的金属变形抗力低,金属的可成形性提高,利于成形形状复杂的零部件;变形量大,可以成形冷挤压难以成形的较高强度的钢,同等条件下温挤压可以获得更大的变形程度;模具的磨损减轻,寿命得到有效地提高。对于温挤压而言,温度是影响成形的重要因素,一方面随着温度的升高,材料的变形抗力降低,可成形性提高,但挤压产品的强度、尺寸精度、表面质量下降;另一方面部分金属存在低温蓝脆现象,如软钢,制约了挤压温度的选择区间。与软钢不同的是不锈钢没有明显的蓝脆现象,但由图 1.1 可知,在低于800-1000℃的温度范围内,其塑性比室温差[3],因此不适合温挤压成形。
热挤压是在再结晶温度以上的温度条件下进行的挤压成形,热挤压方法是从挤压有色金属开始的,但随着工业技术的不断发展,黑色金属的挤压技术也受到了重视。
与冷挤压成形相比,由于热成形温度高,金属塑性提高,变形抗力减小,可以挤压强度较高、挤压断面形状复杂、尺寸较大的零部件,生产方法也比较灵活。但在恶劣的挤压环境下,如高温高压等,会有氧化脱碳等现象存在,材料的利用率相对较低,模具的磨损比较严重,因此对模具材料的耐热磨损、耐热疲劳、红硬性方面的要求很严格。
304不锈钢模具表面涂层隔热性能:
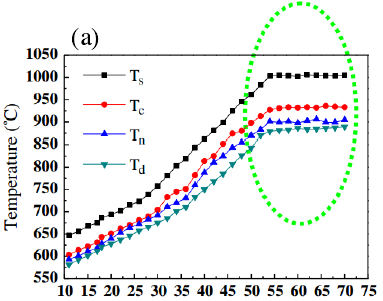
涂层表面温度 1000℃
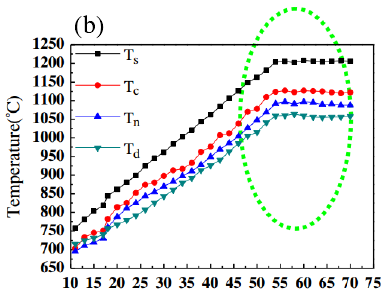
涂层表面温度 1200℃
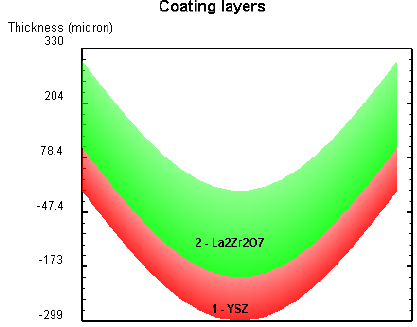
模具涂层加载图
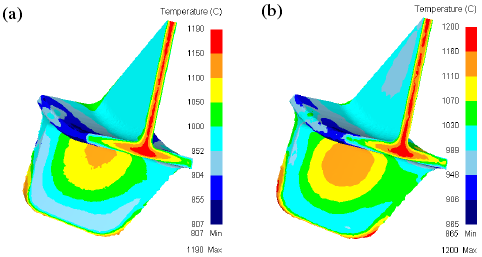
挤压件温度场,(a)无涂层,(b)有涂层
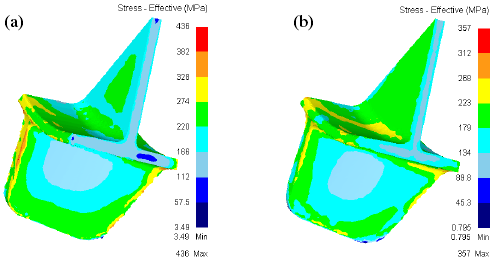
挤压件等效应力场,(a)无涂层,(b)有涂层
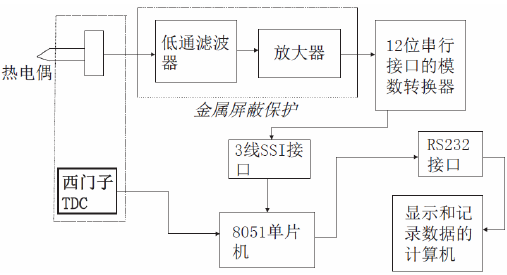
测量系统框图
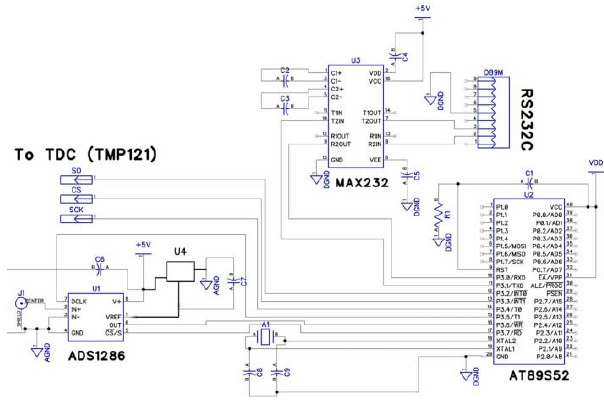
数字电路原理图
目 录
摘 要
Abstract
第 1 章 绪 论
1.1 引言
1.2 热挤压技术
1.2.1 挤压成形分类
1.2.2 热挤压技术特点
1.2.3 热挤压技术的发展
1.3 热障涂层技术
1.3.1 热障涂层的作用
1.3.2 热障涂层材料及制备方法
1.3.3 热障涂层的失效机理
1.3.4 热障涂层在模具上的应用
1.3.5 热电偶测温技术
1.4 有限元模拟技术
1.5 论文的研究意义与内容
1.5.1 本文的研究意义
1.5.2 本文的研究内容
第 2 章 热挤压成形有限元模拟基本理论及软件
2.1 刚(粘)塑性有限元法简介
2.1.1 刚塑性材料的边值问题
2.1.2 刚粘塑性材料的变分原理
2.2 热力耦合分析的有限元法
2.2.1 热传导问题的基本方程
2.2.2 变形和传热的耦合分析
2.3 DEFORM 简介
2.3.1 DEFORM的特点和功能
2.3.2 DEFORM的模块结构
2.4 本章小结
第 3 章 热挤压成形过程数值模拟
3.1 热挤压工艺
3.1.1 挤压方法的确定
3.1.2 热挤压模具
3.1.3 坯料尺寸
3.1.4 坯料、模具预热温度和模具挤压速度
3.2 304 不锈钢叶轮热挤压成形有限元建模
3.3 热挤压模具结构优化
3.4 304 不锈钢热挤压工艺模拟结果分析
3.4.1 温度场分析
3.4.2 等效应力场分析
3.4.3 载荷分析
3.5 本章小结
第 4 章 模具表面热障涂层的隔热性能及热电偶滞后校正
4.1 热障涂层的结构
4.2 模具表面热障涂层材料的选择和结构设计
4.3 有限元分析模具表面热障涂层的隔热效果
4.3.1 模具涂层有限元建模
4.3.2 模拟结果分析
4.4 热电偶校正的实验研究
4.4.1 问题描述与系统建模
4.4.2 组合预测模型
4.4.3 实验
4.5 本章小结
第 5 章 结论与展望
5.1 结论
5.2 展望
参考文献
致谢
(如您需要查看本篇毕业设计全文,请您联系客服索取)