24小时论文定制热线
24小时论文定制热线
摘要
后地板是车身结构的重要组成部件,其主要起着支撑和减震作用,后地板的安全运行对汽车安全、平稳行驶具有重要影响。随着人们对车内空间和车身安全等方面的要求提高,大型后地板覆盖件的需求也日益增多。冲压模具是制造后地板覆盖件的重要工装设备,其设计周期、成本和成形质量密切的影响着车身研发、制造周期。同时,能源紧缺问题也使得控制模具成本显得较为重要。目前,汽车覆盖件的主要成形参数设计主要依靠反复修模方法以达到成形件质量改善,这极大地增加模具生产制造周期和制造成本;且传统模具的基体筋分布以及大小通常按冲压模具设计手册经验值进行设定,可能会造成模具结构刚度过剩、模具重量超大,增加模具制造成本。为了缩短大型后地板覆盖件模具的生产周期并减少制造成本,本文以某车型大型后地板覆盖件为研究对象,利用有限元模拟软件分析后地板拉延成形出现的成形缺陷,如拉裂、起皱、厚度不均等,设计并优化拉延成形工艺参数,通过生产试制得到了合格的后地板零件,并采用将冲压成形模拟与结构拓扑优化分析解耦的思路,运用拓扑优化技术对原拉延凸模的结构进行结构优化,设计出新的冲压模具结构。基于以上论文主要开展了以下几个方面的研究:
①首先对后地板的零件结构特点进行分析,并进行了工艺补充设计、工序方案设计以及板料尺寸优化;②基于工厂经验参数建立了后地板拉延有限元模型,并根据模拟结果重点分析了后地板的成形极限图,并针对成形不均现象,采用引入拉延槛进行模拟分析,分析并对比了有无拉延槛时的成形极限图和厚度分布图;③建立了拉裂、起皱和厚度不均目标函数,以拉延槛高度、拉延槛圆角、压边力大小和凹模入口圆角为优化变量,以中心复合实验设计为基础,分别建立了后地板拉延成形过程中的拉裂、起皱和厚度不均的响应面代理模型。采用基于遗传算法的多目标优化技术进行工艺参数的自适应寻优,最终得到一组综合最优解:
拉延槛高度 ,拉延槛圆角 ,压边力大小 ,凹模入口圆角 ,并将优化结果进行了有限元模拟验证,验证结果表明拉裂现象得到解决,且厚度不均情况显着改善;④采用所得优化参数进行模具的 3D 模型进行修正,并完成模具的加工制造、调试,试制得到了合格后地板零件;⑤基于后地板的拉延成形数值模拟结果,对其拉延凸模的受力情况进行分析、映射,并利用 OptiStruct 的拓扑优化技术,对模具结构进行优化,在优化结果的基础上设计出新模具结构。经结构分析得到,新结构相对原结构减重 20%左右,同时保证变形在许可的范围内。这表明新设计模具结构优于原模具结构。
关键词:汽车覆盖件,拉延模具,有限元分析,多目标优化,结构优化
ABSTRACT
Rear floors are key part of the body structure, which play important role in supporting and shock absorption, and the operation of the rear floor has a decisive influence on the automotive safety and smooth ride. With the improvement of people's requirements on body interior space and safety, it need more large rear floor covering parts. Stamping die is most important tooling equipment during manufacturing rear floors, its design cycle, the cost and quality have closely effect on research and development as well as manufacturing cycle of body shaping. Meanwhile, the energy shortage problem makes it be very important to control the cost of the stamping die. At present, the main parameters design of the cover part mainly rely on repeated repair mode method to achieve improved quality of parts, which greatly increase the manufacturing cycle time and manufacturing costs of stamping die, and the traditional design of reinforcement distribution and the size of stamping die usually according to stamping die design handbook’s empirical value, which may causes excessive structural rigidity and large weight of the die, increasing manufacturing costs. In order to shorten the large rear floor covering die manufacturing cycle and reduce manufacturing costs, this paper studied the a vehicle large rear floor cover. Finite element simulation software was used to analyze the drawing forming defects, such as crack, wrinkles and uneven thickness. The parameters of draw forming were designed and optimized, and got the qualified rear floors through trial production, finally, used decoupling ideas of the stamping simulation and structural topology optimization, optimized the original drawing punch structure and design new punch structure. Based on the above, this paper carried out the research as the following aspects:
①Firstly, the structural characteristics of the rear floor were analyzed, and then the addendum design, the process design and the sheet size optimization were carried out.
②The draw forming finite element model was established based on the factory empirical parameters. According to the simulated results of the rear floor, the forming limit diagram was analyzed. In order to solve the forming inequality, introducing draw bead to simulate forming quality, and made comparison simulated results between with draw bead and without draw bead ion analysis, such as forming limit diagram and thickness distribution.
③ Three objective functions were established, crack, wrinkles and uneven thickness, respectively. Adopting the height and fillet of draw bead, BHF and die entrance fillet as optimizing factors, a second-order response surface model with three objective values was obtained by fitting modelling analysis conducted by the combination of the software, such as matlab and design-expert. The accuracy of response surface model was verified, which was available for subsequent optimizations.
Based on this condition, using multi-objective optimization technology according to genetic algorithm, the optimized target parameters of fracture, wrinkle and uneven were found. The optimal solution is that the height of draw bead is 6mm, the fillet of draw bead is 5mm, BHF is 150t and die entrance fillet is 6mm. At last the optimize results obtained by simulation was verified by the finite element simulation, it turn out the crack was been avoided and uneven thickness improved significantly.
④3D model of die was modified according to the optimize results, die manufacturing was completed. Subsequently, Trial production obtained qualified floor parts. Finally, the actual part’s thickness were measured, which were compared with the simulation’s thickness,it was been turn out that the match rate between actual thickness and simulation’s thickness is 86.7%.`⑤Based on the numerical simulation results of rear floor, the forces analysis and mapping of punch were conducted. Then, opti-struct topology optimization was used to optimize the punch structure. Finally, on the basis of the optimization result, a new punch structure was designed. The new structure lose weight by about 20%, while ensuring that the deformation within the scope of the license. It indicated that the new punch is superior to the original punch.
Keywords: automobile body panel, stamping die, finite element analysis, multi-objective optimization, structural optimization
汽车产业为国民经济的支柱产业,汽车的需求量随着经济增长以及国民收入水平的提高而日趋增大[1]。汽车车身覆盖件的模具是汽车大批量产额实现的主要工艺装备。覆盖件的模具设计及制造周期、及其模具的质量,对汽车产品的和竞争力有着重要的影响。其中,拉延工序为汽车车身覆盖件的冲压成形的过程中的一个重要工序,其拉延工艺设计性对其冲压件的后续加工质量有着严重的地影响[2]。
由于汽车车身覆盖件尺寸比较大,曲面较为复杂,同时其零件的尺寸精度要求比较严格,并要求其成形零件的表面要光滑。但因为拉延成形中坯料的变化过程较为复杂,若拉延工艺参数的选取不当会使得汽车的车身覆盖件易出现起皱、破裂等缺陷,也使得其模具开发周期延长,开发成本也相应增加。此外,因车身覆盖件的尺寸较大,其覆盖件模具的重量也非常大,如何实现模具在满足刚度、强度等要求下来减轻模具重量变得尤为重要。
汽车车身覆盖件的板料成形数值分析模拟技术的使用降低了汽车覆盖件冲压工艺设计的难度。但是大多数的 CAE 软件均要求其相关操作人员能具有较强的有限元知识储备背景,这一定程度上制约了 CAE 技术的推广与应用[3-4]。在所用CAE 软件进行覆盖件成形模拟分析的人群当中,大多数的技术人员在使用其 CAE软件时对于工艺参数大小的选取多依据经验以及反复试错。工艺参数取值是否合理,这需要多次进行试模并反复修改、调试验证后,才能获得质量合格的产品零件。这势必导致了其模具制造成本增加以及模具生产制造周期的延长,对相应的人力、物力及财力造成大量消耗[5]。
通过汽车覆盖件零件成形数值模拟对板料成形过程进行模拟可以获得成形后零件各个质量参数,如坯料厚度分布,应力应变分布、成形极限分布等。根据数值模拟分析结果可以帮助其模具、工艺设计人员选择合理的工件几何形状以及合理的拉延工艺参数[6-8]。但是单纯依靠数值模拟还面临很多难题,如大量的计算耗时长,是现在工艺设计所不能忍受的。实际的汽车覆盖件都是大批量生产,所以降低冲压件成形质量对拉延工艺参数的敏感性,提高冲压零件质量的稳定性很有必要。故而,针对目前覆盖件零件的成形工艺优化过程中所面临的众多问题,选择覆盖件零件拉延成形过程中的工艺参数优化作为研究的方向,对缩短车身覆盖件的零件工艺制定周期及提高零件成形质量都具有重要意义,这对于我国车辆的自主设计、制造,甚至研发新的车型均具有十分重要意义。
上述提及车身覆盖件的外形的轮廓尺寸较大且有特定的空间曲面形状,其模具重量极大,对此在加工、制造过程中所需人力、物力较大,使得整个覆盖件模具制造过程繁杂、生产制造成本较高。因此,如何实现模具在满足刚度、强度等要求下来减轻模具重量变得尤为重要。
随着改革开放逐步深入,我国汽车制造业得到了迅速发展。汽车从 2001 年233.4 万辆,2015 年达到 2450.3 万辆,十四年的时间里汽车产量增加值超过 10 余倍。伴随着汽车产业的迅猛发展,汽车的车身造型一直在不断更新,故而其车身零部件(内、外覆盖件)等金属冲压零件也需随其更新[9]。这就要模具设计和制造必须跟上时代的步伐。在影响汽车产品更替的诸多限制因素中,汽车覆盖件因为其具有形状尺寸大、结构比较复杂及表面质量的要求高等特点,成为影响汽车更替的主要瓶颈[10-12]。因此,覆盖件模具的设计和制造水平的高低,是决定汽车新车型开发成本和周期的重要因素。
汽车覆盖件是指由发动机、底盘、构成驾驶室和车身的薄钢板展开体的表面零件和内部零件等[13]。若将汽车的车身覆盖件与一般家电类产品常用的冲压零件进行对比,汽车车身覆盖件零件具有零件材料较薄、零件形状极其复杂且多为空间曲面、结构尺寸大、表面质量要求高等特点。故而,汽车车身覆盖件的冲压模具也具有形状复杂、结构尺寸大和表面质量要求高等特性[13]。
大多数的覆盖件一般都必须经过拉延工序才能得到。因冲压成形中材料的变形过程复杂,须使用如 AutoForm、Dynaform 等专业软件模拟分析其拉延变形过程中局部是否可能出现拉裂现象等质量缺陷。在实际零件检测过程中,覆盖件也必须使用三坐标测量仪和专用量具、检具才能评价其尺寸和形状是否合格。此外,覆盖件还要求表面平滑、棱线清楚,不允许有起皱、压痕、划伤、毛刺、凸点和凹陷以及其他破坏表面完美等质量缺陷;同时,覆盖件表面还必须具有良好的协调性,过度均匀,棱线结合部位吻合流畅,是汽车车身与外观看起来协调一致,美观大方。
覆盖件在拉延过程中,其塑形变形的程度是不均匀的,会使某位部位刚性变弱。刚性差得部位在汽车高速行驶过程中往往会发生振动或异响,影响其使用寿命。因此,不可忽视对覆盖件的刚性要求。检测覆盖件刚性的方法,一是靠经验;二是使用设备,是检测其材料的变薄程度和刚度对比。
汽车覆盖件的工艺性由结构形状和尺寸来决定,工艺性还会影响后面的修边、翻边等工序的复杂程度,如为修边、翻边工序等。绝大多数的覆盖件一般都要采用一次性拉延的永久塑性变形工艺,来形成覆盖件的主体形状。拉延工序之后的工艺性,仅只需确定其工序总次数及其工序顺序安排的问题。后续加工工序的工艺性中最重要的便是其定位基准的一致性或者其定位基准的转换,其依据原则为上道次的工序须为下道次工序提供创建必要的条件,后道次的工序必须与前道次工序衔接好。
由于汽车覆盖件拉延时延毛坯周边的变形情况十分复杂,目前还不能用准确的数字方法得出十分准确的计算结果。在拉延冲压方向确定之后,为了满足拉延工艺的需要,对绝大多数的汽车覆盖件,需要根据产品的 3D 数学模型,将翻边部分展开,窗口补满,对其形状、轮廓或深度等进行工艺补充,设计拉延筋等构成一个拉延件,才能进行拉延成型。
汽车覆盖件及模具结构优化设计:

常见模具结构
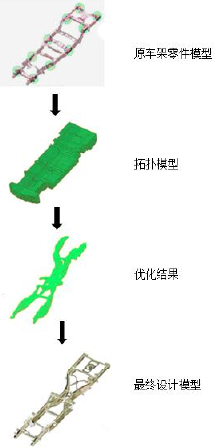
某车架零件优化设计
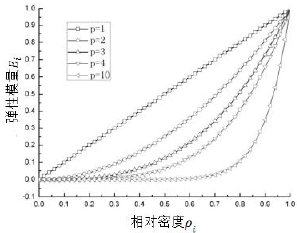
SIMP 材料的插值模型
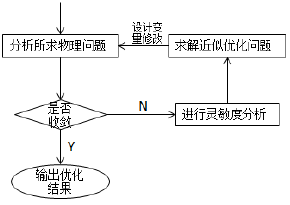
Optistruct 的优化迭代流程
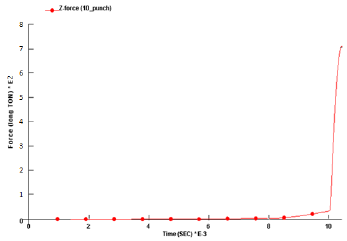
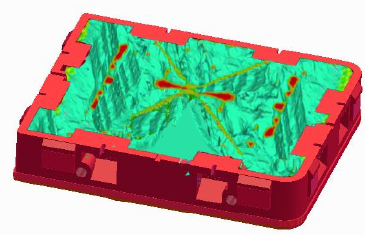
拉延凸模受力情况
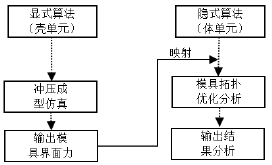
耦合优化流程图
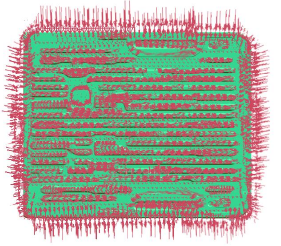
映射结果
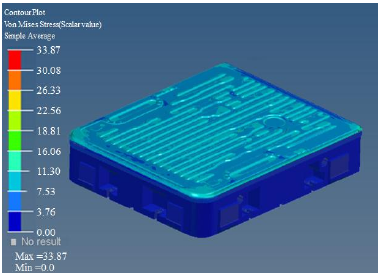
模具的应力分布
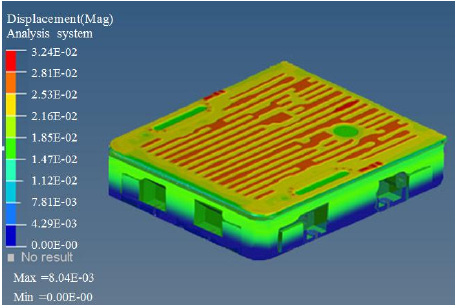
模具的位移分布
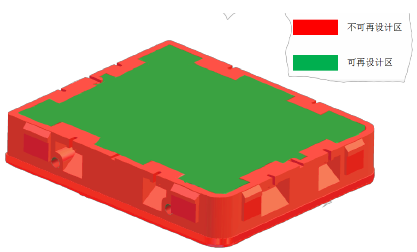
优化模型
优化后的结构示意
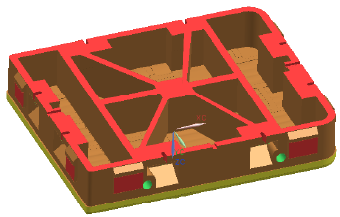
新设计模具结构
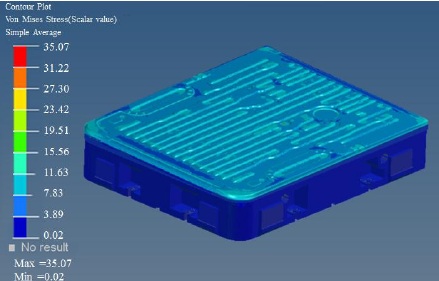
新模具结构的应力分布
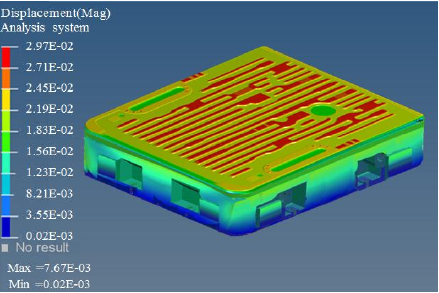
新模具结构的位移分布
目 录
中文摘要
英文摘要
1 绪 论
1.1 引言
1.2 汽车覆盖件的成形工艺
1.2.1 汽车覆盖件的模具设计
1.2.2 汽车覆盖件拉延模加工
1.3 汽车覆盖件成形数值模拟分析技术
1.3.1 覆盖件模具型面选取
1.3.2 有限元算法及求解
1.4 课题研究内容
2 后地板成形工艺设计及成形模拟仿真
2.1 零件结构特点
2.1.1 工艺补充设计
2.1.2 工序方案设计
2.1.3 板料尺寸优化
2.2 后地板成形工序建模及成形性分析
2.2.1 拉延成形工序建模
2.2.2 零件成形性分析及拉延槛设置
2.3 后地板减薄分析
3 基于响应面法的后地板成形多目标优化
3.1 响应面法
3.1.1 响应面法试验设计
3.1.2 最小二乘法
3.1.3 响应面建模方法的统计评价指标
3.2 多目标优化设计
3.2.1 选取优化变量
3.2.2 目标函数的建立
3.3 代理模型构建和精度分析
3.3.1 试验水平设计
3.3.2 中心复合实验设计
3.3.3 构建响应面模型
3.3.4 模型精度检验
3.3.5 结果分析
3.4 多目标算法寻优及验证
3.4.1 参数多目标寻优
3.4.2 优化结果验证
4 模具的加工与调试
4.1 模具制造
4.1.1 模具材料的选择
4.1.2 模具加工
4.2 模具调试
4.3 试制结果
5 模具结构优化研究
5.1 模具结构优化数值仿真技术
5.1.1 OptiStruct 的结构优化分析
5.1.2 拓扑优化的数学模型
5.1.3 优化模型的数值算法
5.2 模具受力情况分析
5.2.1 模具荷载选取
5.2.2 成形结果映射
5.2.3 模具受力分析
5.3 优化模型的设置
5.3.1 目标函数与约束条件
5.3.2 优化模型设置
5.3.3 优化结果
5.4 模具优化结构结果分析
5.4.1 优化后模具结构分析
5.4.2 对比分析结果
6 总结与展望
6.1 总结
6.2 展望
致 谢
参考文献
附 录:攻读学位期间发表的学术论文
(如您需要查看本篇毕业设计全文,请您联系客服索取)