24小时论文定制热线
24小时论文定制热线
摘要:针对普通车削加工阀芯类工件内孔及外圆弧面存在的困难,设计出专用夹具,解决了阀芯类工件的装夹、形位公差及加工精度等问题,保证了加工质量,并提高了加工效率。
关键词:阀芯类工件; 车床加工; 专用夹具;
Abstract:This paper is aimed at the difficulties existing in the inner bore and outer arc surface of valve core parts for ordinary turning.Special fixture is designed to solve the problems of clamping,shape tolerance and machining accuracy of valve core parts.The machining quality is ensured and the machining efficiency is improved.
Keyword:spool workpiece; turning; special fixture;
目录
0前言---------------------------------------------------------------------------1
1 阀芯类零件分析-----------------------------------------------------------------2
2 夹具设计-----------------------------------------------------------------------3
2.1 夹具设计思路------------------------------------------------------------------4
2.2 夹具结构---------------------------------------------------------------------5
3 阀芯加工工艺------------------------------------------------------------------6
3.1 粗加工---------------------------------------------------------------------7
3.2 精加工---------------------------------------------------------------------8
3.3 加工工艺过程------------------------------------------------------------------9
4 结语---------------------------------------------------------------------10
文内图表
图1 阀芯
图2 夹具结构图
图3 粗加工示意图
图4 粗加工零件图
图5 胀套
图6 固定顶尖加工示意图
图7 夹具安装图
图8 零件装夹对刀示意图
表1 加工工艺过程
参考文献------------------------------------------------------------------11
0前言
阀芯类零件是生产中经常遇到的零件,其外圆为圆弧面而且精度要求高,在普通车床上车削圆弧面一直是困扰车工的棘手问题,因为普通车床只有纵向或横向的自动进给,圆弧面车削要靠操作人员双手控制两个托板实现,操作难度大,效率底下,质量很难保证[1].虽然操作人员制作了很多车削圆弧面的夹具,但都是解决一些特定的问题,不能解决通用性的问题,而且不能自动进给车削[2].
如果设计一种通用性的车床刀架,使得车刀能够沿圆弧做自动进给运动,就可以在普通车床上自动进给车削圆弧面,从根本上解决加工圆弧类零件的难题[3].
1 阀芯类零件分析
某一阀芯类零件尺寸如图1所示。
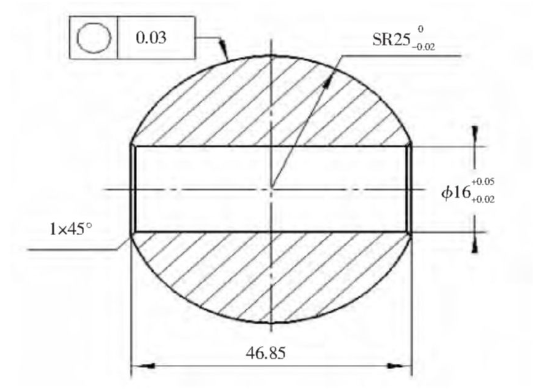
图1 阀芯
图示零件内外圆的尺寸精度要求较高,特别是外圆圆度公差。因零件外圆为圆弧面,精加工不能作为定位基准,故精加工考虑先加工内孔,再以内孔定位加工外圆。
此零件如果用数控车床加工,工艺及夹具要求更复杂,而且效率并不高,故可通过设计专用夹具在普通车床上加工。
2 夹具设计
2.1 夹具设计思路
普通车床只能做横向或纵向直线自动进给运动[4],设计一种可以旋转的刀架,通过一定的机构将车床中托板的横向运动转换为刀架的旋转,就可以达到车削圆弧的目的,而且中托板可以自动进给,进给量可以调整,可以有效保证圆弧面的加工质量,提高加工效率。
2.2 夹具结构
为了实现上述目的,设计的夹具结构如图2所示。该装置包括锁刀螺栓1、车刀2、刀架3、上滑板4、下滑板5、转盘6、底座7、底板8、方头螺栓9(4个)、固定螺栓10(2个)、螺栓11(2个)、固定板12(两个)、传动钢丝13、手轮14组成。底板8通过2个固定螺栓安装在车床床鞍15上(利用车床上已有的安装跟刀架的螺孔),底板上有T形槽,底座7可在底板上移动,调整好位置后通过4个方头螺栓9锁紧,转盘6安装在底座7上,中间安装内孔及平面轴承,可以在底座上转动,转盘与下滑板5紧固连接,上滑板4与下滑板燕尾槽配合,其结构和车床小托板相同,(有固定在下滑板上的丝杠和上滑板上的螺母)通过转动连接在丝杠上的手轮14(手轮上有刻度盘)实现上刀,控制加工圆弧尺寸,刀架3与上滑板紧固连接,车刀2通过锁刀螺栓1锁紧,传动钢丝13绕转盘一圈后两端固定在2个固定板12上,2个固定板通过2个螺栓11固定在车床的中托板两端(需在中托板上相应位置加工两个螺纹孔),当中托板自动进给时通过传动钢丝可以使转盘自动旋转,从而将车床中托板的自动进给转变为车刀1的旋转运动,实现自动车削圆弧的功能。
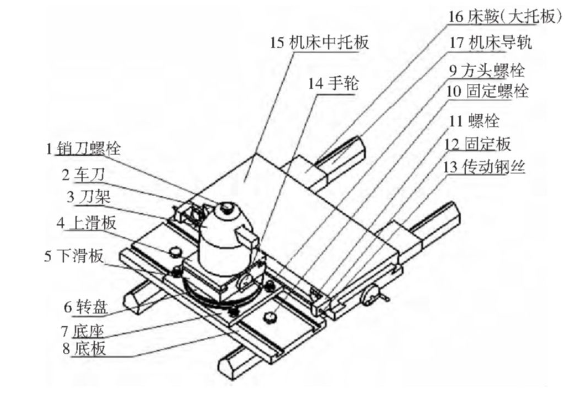
图2 夹具结构图
本夹具的主要特征在于通过固定在中托板两端并绕转盘一周的钢丝将中托板的直线运动转变为圆盘的旋转运动,旋转半径(加工零件尺寸)可以通过调整下滑板及刀架手轮(手轮有刻度)实现;通过调整刀架位置和方向,可以加工内圆弧面,也可以加工外圆面,这种传动方式制造成本低、安装方便、传动平稳,并且在切削不顺利造成切削力过大时,既当切削力大于钢丝与转盘的摩擦力时,进刀会停止,有效防止刀具和工件的损坏,是一种通用性强、可以作为车床附件的装置[5].
3 阀芯加工工艺
用上述装置解决图1类零件的加工,不仅效率高,而且质量稳定,可以进行较大批量的生产,其工艺分析如下:
3.1 粗加工
为了提高效率并节省材料,粗加工采用型材多件加工后钻孔分离的工艺[6].如图3所示,以5件或更多件连体加工(数量可根据材料的刚性确定),采用一夹一顶装夹,粗车外圆至准51 mm;切刀切槽,保证长度50 mm,槽底准14 mm;圆弧面粗车采用两把成型刀左右两侧分别加工,成型刀圆弧半径R大于25 mm,保证外圆留10 mm长的圆柱面,以便精加工内孔时用三爪卡盘装夹定位;用准14.5 mm钻头钻孔即粗加工内孔并分离零件。
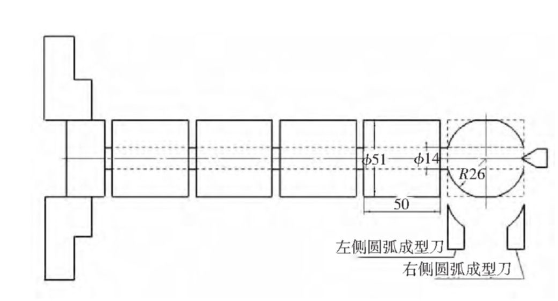
图3 粗加工示意图
粗加工后零件尺寸如图4所示,内孔及外圆留余量1~2 mm,长度50 mm.
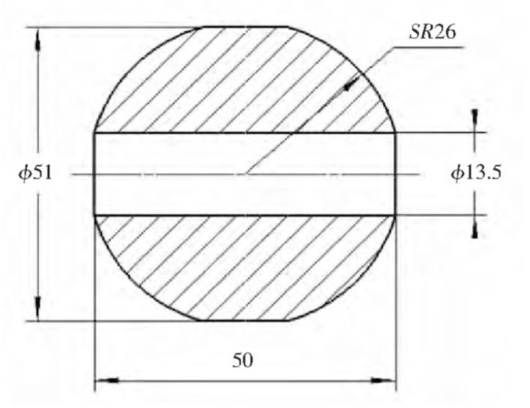
图4 粗加工零件图
3.2 精加工
因外圆弧面不能准确定位,精加工时需先加工内孔,再以内孔定位加工外圆弧面。内孔精加工用普通三爪卡盘夹持圆柱面准51 mm即可,内孔两端倒角后长度即符合图纸要求。
内孔加工好后用上述夹具加工外圆弧面。
外圆加工时需制作图5所示两端开口的胀套(弹簧钢调质处理),其外圆与零件内孔间隙配合,长度与零件长度一致,安装时零件套在胀套上,胀套两端用顶尖顶住后即可定位并安装零件。
图5 胀套
如图6所示,主轴端采用车床上加工的固定顶尖,材料为45#钢调质处理,长度需考虑夹具与卡盘的安全距离,以加工时夹具与卡盘不碰撞为宜,为保证同轴度,固定顶尖在车床上精加工后不要卸下,直接开始零件加工。
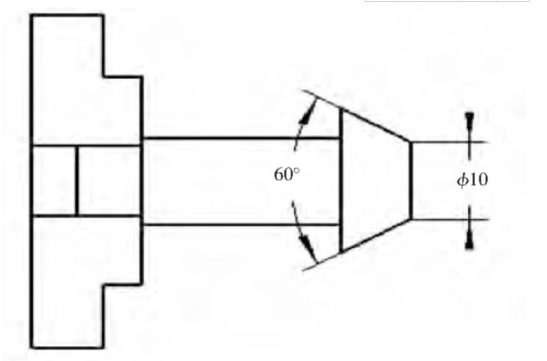
图6 固定顶尖加工示意图
夹具安装如图7所示。将圆弧加工装置用螺栓固定在机床大托板安装跟刀架的螺孔上,在机床中托板两端加工螺孔并安装夹具固定板12,将钢丝绳绕夹具转盘一周后两端固定在固定板上,调整好刀架位置及钢丝绳长度。
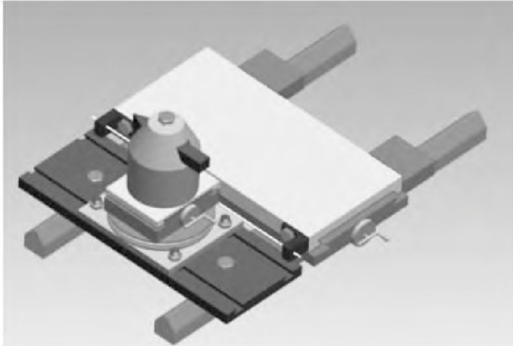
图7 夹具安装图
工件的装夹如图8所示以胀套内孔两端定位,胀套放入零件内孔,尾座装活动顶尖,顶住尾座即可。移动机床大托板定位刀具至工件中心处(图8夹具纵向对刀位置),通过调节刀具长度或夹具手轮14均可控制圆弧直径,机床横向自动走刀即可加工圆弧面。为提高加工效率,减少对刀次数,先半精车,再精车(用尖刀加工时顺时针、逆时针均可加工)。
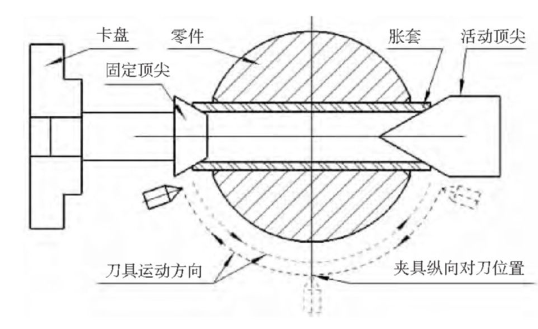
图8 零件装夹对刀示意图
3.3 加工工艺过程
综上所述,使用夹具加工该零件的工艺过程如表1所列。
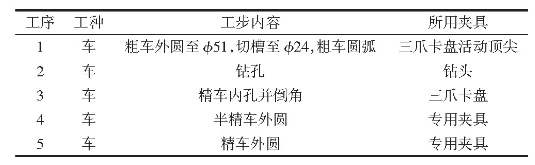
表1 加工工艺过程
4 结语
本文所述"车床用工件圆弧加工装置"结构简单,制造成本低,使用方便,其最大特点是使得普通车床车刀能够沿圆弧做自动进给运动,从根本上解决普通车床加工圆弧的难题,可以加工一些数控车床难以加工的圆弧面类零件,经过生产实际应用,大大减轻了操作者的劳动强度,提高了生产效率,保证了加工产品的质量。
参考文献
[1]王英杰。张芙丽。金属工艺学[M].北京:机械工业出版社,2015.
[2]张进生。机械设计工艺与夹具设计指导[M].北京:机械工业出版社,1995.
[3]闻邦椿。机械设计手册[M].北京:机械工业出版社,2010.
[4]周世学。机械制造工艺与夹具[M].北京理工大学出版社,1999.
[5]机械设计手册委员会。机械设计手册[M].北京:机械工业出版社,1991.
[6]李华。机械制造技术[M].北京:机械工业出版社,1997.