24小时论文定制热线
24小时论文定制热线
摘要
飞机结构件作为构成飞机机体骨架和气动外形的重要部件,它具有品种繁多、功能重要的特点。为了提高飞机结构件的加工质量,国内采用了先进的加工工艺,但是由于机床夹具的柔性化与自动化程度低,导致夹具数量多、夹具适用范围窄、工件装夹困难,严重影响了飞机结构件的加工效率和加工质量。在飞机结构件夹具设计过程中,需要花费大量的时间去构建零部件模型和虚拟装配,影响了夹具的设计效率。为了解决上述问题,本文进行了以下几方面的研究。
首先,在CATIA环境下,利用VB语言开发了飞机结构件夹具设计系统。利用VB开发了夹具设计系统界面,实现了CATIA与系统界面的衔接,并设计了系统程序。运用变量驱动参数化建模方法与程序驱动参数化建模方法,实现了夹具元件的参数化建模,并使用宏录制方式来获取部分建模程序。利用CATIA提供的API接口和VB语言实现了附带约束关系的夹具各零部件间的虚拟装配。详细说明了夹具标准件库的建库方案,并举例说明了构建夹具标准件库的具体方法,介绍了夹具标准件库的结构。
其次,以飞机桁类结构件的铣削加工为例,提出了一种柔性、快速、自适应、多工位夹具方案,并利用夹具设计系统实现了各零部件的参数化建模和虚拟装配,提高了夹具的设计效率。分析了飞机桁类结构件的特点,确定了夹具的夹紧和定位方案,实现了夹具结构的总体设计。详细分析了铰杆增力机构的原理,并设计了二次正交铰杆増力机构,以弥补气动传动夹紧力不足的缺点。设计了夹具气动夹紧系统,并详细说明了气动夹紧原理,提高了夹具的自动化程度。此夹具适用于不同尺寸的桁类零件,实现了工件的多工位加工,从而提高了夹具的柔性化程度。
最后,采用西门子S7-200系列PLC设计了夹具控制系统。详细说明了夹具控制系统的控制要求,绘制了夹具控制系统的控制流程图,并完成了PLC控制器与传感器的选型,确定了夹具控制系统的组成结构。根据控制系统的控制要求,确定了I/O口地址分配,并根据I/O地址分配表,确定了控制系统接线图。根据程序设计的一般方法,在STEP7-Micro/WIN软件中编制了相应的控制程序,并对控制程序进行相应的调试,模拟实际工况,以保证控制程序的可行性。
关键词:飞机结构件,CATIA,参数化设计,柔性夹具,气动夹紧,PLC
Abstract
The aircraft structural parts are important components of the aircraft frame and aircraft aerodynamic shape. They have the characteristics of important function and different material. In order to improve the processing quality of aircraft structural parts, advanced processing technology is adopted at home. However, because of the low flexibility and low automation of the machine tool fixture, the number of fixture, the narrow application range of the fixture and the difficult clamping of the workpiece are caused. The processing efficiency and processing quality of aircraft structural parts are seriously affected. During the design of fixture for aircraft structural parts, It takes a lot of time to build parts model and virtual assembly, which affects the design efficiency of the fixture. In order to solve the above problems, this paper has carried out the following aspects of research.
Firstly, in the environment of CATIA, a fixture design system for aircraft structural parts is developed with VB. The interface of the fixture design system is developed with VB, and the interface between CATIA and the system interface is realized, and the system program is designed. Parameterized modeling of fixture elements is realized by variable driving parametric modeling method and program driven parametric modeling method, and macro modeling is used to get part of modeling program. Using the API interface provided by CATIA and the VB language,the virtual assembly between the parts of the fixture with the attached constraint is realized. The construction plan of fixture standard part library is explained in detail. An example is given to illustrate the specific method of building fixture standard part library, and the structure of fixture standard part library is introduced.
Secondly, taking the milling process of aircraft truss structure as an example, a flexible, fast, adaptive and multi station fixture scheme is proposed, and the fixture design system is used to realize parametric modeling and virtual assembly of components, which improves the efficiency of fixture design. The characteristics of the aircraft truss structure are analyzed, the clamping and positioning scheme of the fixture is determined, and the overall design of the fixture structure is realized. To make up for the lack of pneumatic clamping force transmission faults, a detailedanalysis of the principle of toggle force amplifier, and the design of the two orthogonal toggle incremental force mechanism. The pneumatic clamping system of the fixture is designed, and the principle of pneumatic clamping is explained in detail,and the degree of automation of the fixture is improved. The fixture is suitable for different sizes of the truss parts, and the multi position processing of the workpiece is realized, thus the flexibility of the fixture is improved.
Finally, the fixture control system is designed by using the SIEMENS S7-200 series PLC. The control requirements of the fixture control system are explained in detail, the control flow chart of the fixture control system is drawn, and the selection of the PLC controller and sensor is completed, and the structure of the fixture control system is determined. According to the control requirements of the control system, the I/O address distribution is determined, and the wiring diagram of the control system is determined according to the I/O address distribution table. According to the general method of programming, the corresponding control program is programmed in STEP7-Micro/WIN software, and the control program is debugged correspondingly to simulate the actual working condition, so as to ensure the feasibility of the control program.
Keywords: Aircraft structural parts, CATIA, Parameterized design, Flexible fixture,Pneumatic clamping, PLC
目 录
第 1 章 绪论
1.1 课题来源及意义
在飞机制造业中,工艺装备的柔性化与自动化备受关注,柔性工装系统是降低工装制造成本和缩短工装准备时间的重要手段,同时也能有效提高生产率。据统计,飞机结构件夹具数量大约占工装总量的30%,一套专用夹具的平均设计周期为40天左右。在传统的夹具设计中,各零部件的重复建模、虚拟装配等占用了大量的工作时间,导致夹具设计周期长、效率低、劳动量大等缺点,不能适用于现代制造业[1].
为了提高整体飞机结构件的加工质量,国内采用了先进的加工工艺,但是由于与之相应的工艺装备不能有效改进,严重影响了飞机结构件的加工质量。据调研,30%的飞机结构件加工质量与工艺装备有关,飞机结构件工艺装备利用率大约只有 40%.新的加工工艺不能有效应用,是造成飞机结构件加工质量难以满足相应加工要求的主要原因[2-3].机械加工是确实飞机结构件特征和设计精度的主要手段,而机床夹具是在机械加工过程中使结构件满足加工质量要求、提高工装效率的关键 [4-5].飞机结构件机械加工夹具存在如下问题。
(1)夹具元件的标准化程度低,缺乏夹具元件三维模型库和虚拟装配系统。
夹具元件大部分是标准件和非标常用件,此类零件虽然尺寸大小有所不同,但是几何结构大多相似,缺乏相应的夹具元件三维模型库。标准件和通用件大约占夹具总元件量的50%~ 70%.在机床夹具设计过程中,设计者通常要花费大量的时间去设计计算、建立标准件模型等,使得设计周期长、劳动量大、效率低。
在飞机夹具元件的装配设计中,设计人员往往需要手动插入标准件,并且要重复地选择零件和拾取几何约束,并且要定义两对约束才能实现两个元件间的完全约束,但是拾取和约束几何元素过于繁琐、费时费力,装配的元件越多,装配重复性就越高,降低了夹具装配的效率。
(2)夹具柔性化程度低,夹具数量较多。
在飞机的研制过程中,需要使用大量的飞机整体结构件,这类飞机结构件不仅结构复杂、加工难度大、易变性,而且每一种结构件的机械加工都需要与之相应的专用夹具。目前,夹具研究人员对飞机装配工装的柔性关注较多,而对飞机结构件机械加工夹具的柔性研究少和重视程度低,导致普通夹具数量多、适用性差等缺点。例如,中航工业某公司在飞机研制过程中,需要加工以毛坯和型材为原材料的飞机结构件,这类零件主要以铣削和钻孔加工为主,由于零件种类多、数量少,每种零件均需要研制相应的专用夹具,从加工一种零件到加工另一种零件,夹具重组时间约2小时,影响了生产效率。
(3)夹具自动化程度低。
在飞机结构件的装夹方面,仍然采用人工的装夹方式,如螺钉和压板夹紧、预留工艺凸台,费时费力。夹具组装、工件装夹花费的时间过长,使得工件的切削时间在整个加工过程中实用时较少,导致产品加工的效率低。由于加工人员的人为因素,导致装夹工件的差异较大,造成工件加工质量不稳定,既浪费了材料,又增加了工装准备时间。缺乏自动工装系统,无法实现工件的精确定位、快速夹紧以及加工过程中对工件的随行控制,不仅工作强度高,而且对加工人员的整体素质要求高,必然增加零件的制造时间和成本。夹具自动化程度低,缺乏气动或液压夹紧功能,可靠性与稳定性差,工件加工效率低。
为了解决上述飞机结构件夹具设计中的难题,本文利用VB语言开发了飞机结构件夹具设计系统,利用参数化设计与虚拟装配,实现了夹具零部件的快速建模与虚拟装配,并详细说明了夹具标准件库的建库方案,构建了夹具标准件库,从而提高夹具设计的效率。以飞机桁类零件的数控铣削为例,提出一种柔性、快速、自适应、多工位夹具方案,并利用夹具设计系统实现了各零部件的参数化建模和虚拟装配。此夹具适用于不同尺寸的桁类零件,从而提高了夹具的柔性化程度。最后采用PLC控制器和气动増力机构,实现传感器感知、工件自动定位与夹紧,从而提高了夹具的自动化程度。
1.2 国内外研究现状
1.2.1 柔性夹具的研究现状
随着航空工业的发展,飞机结构件的需求量不断增加,这种需求不仅体现在数量上,更体现在种类与质量上。飞机结构件品类繁多,传统的生产模式已经不能满足生产需求,为了适应这种变化,就必须提高工艺装备的柔性。目前,柔性制造系统被作为研制新产品的有效途径,并成为机械制造业主要发展方向之一[6-7].机床夹具作为工艺装备的主要组成部分之一,是实现工件与机床、刀具准确位置的重要环节,它直接影响工件的加工质量、生产效率、制造成本。
随着数控机床与加工中心在实际生产中的普遍应用,满足高适应要求的柔性夹具在计算机集成制造系统(CIMS)与柔性制造系统(FMS)发展的形势下应运而生[8-9].柔性夹具是指在同一夹具系统下能够适应不同形状与尺寸工件的夹具,也是与NC机床、加工中心配合使用,具有加工多种工件能力的夹具[10].和传统的夹具相比,柔性夹具具有明显的优点,能够应对飞机结构件尺寸和形状的变化,减少了研制夹具的时间与成本,适用于设计变化大、小批量生产的零件。
柔性夹具的研究分为两类方向:一种是在传统柔性夹具的基础上进行创新的夹具,即可调整夹具、组合夹具;另一种是突破原有柔性夹具的限制,在结构与原理上进行创新的夹具,即相变和伪相变材料式柔性夹具、适应性材料夹具、模块化程序控制夹具。
可调整夹具,是根据工件在尺寸上的相近性与工艺的相似性对工件进行分类编组设计而成的,具有较小范围的柔性,包括专用可调整夹具与通用可调整夹具。
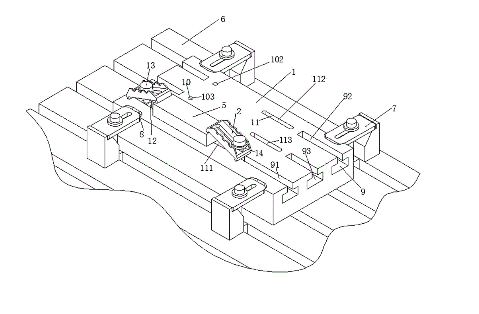
可调整夹具主要由基本部分和可调整部分组成,基本部分包括夹紧装置、操纵机构和夹具体等,长期固定于机床;可调整部分包括定位元件、夹紧元件和导向元件等,随着不同的加工对象而变换调整。成组夹具是一种按成组原理设计而成的专用可调夹具,能够加工尺寸和几何轮廓相似的工件,它适合于结构单一、尺寸及几何轮廓相似性零件族。通用可调夹具是根据适当调整可多次使用的原理进行设计的,它适用范围比通用夹具更大。可调整夹具见效快、技术成熟、易于推广,并在国内外得到广泛应用。刘映泉[11]提出了一种斜楔夹紧的成组发动机支架车削夹具,并介绍了发动机悬置支架的加工过程以及成组悬置支架端面斜楔夹紧夹具的结构。王道林[12]针对套类零件的结构特点,提出了一种面向套类零件的成组夹具。由于飞机结构件形状、尺寸差异较大,因此只有同类飞机结构件才适合采用可调夹具来实现柔性,一种可调夹具,如图1-1所示。

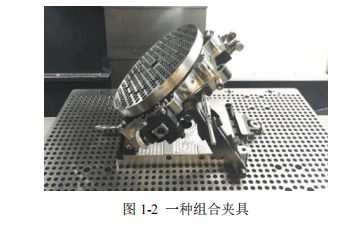
组合夹具是指在标准化与模块化的基础上,针对不同的加工对象,由一套标准的元件与组件装配成的专用夹具。标准的元件与组件具有高精度、可拆卸性、互换性和耐磨性。由于组合夹具具有组合性、可调性、高柔性等优点,是一种可重复使用的夹具系统,能够有效减少专用夹具的数量,因此组合夹具适用于单件、小批量和多品种的生产加工。组合夹具分为槽系组合夹具与孔系组合夹具。随着数控机床和加工中心在机械加工中的普遍使用,切削速度与进给量的不断提高,孔系组合夹具得到有效的发展。Ma等人[13]提出了一种数字组合夹具管理系统,并说明了夹具系统管理的定义与关键技术。欧彦江等人[14]提出了一种基于实例推理的组合夹具自动拼装技术,将实例推理原理引入组合夹具计算机辅助拼装中。张琦等人[15]提出了一种组合夹具智能选件系统,并建立了组合夹具零件库,实现了人机交互的夹具设计系统的智能选件。瞿畅等人[16]提出了一种组合夹具网络虚拟装配平台,并通过实例验证了装配技术的可行性。Peng[17]提出了一种基于多视图的组合夹具虚拟装配技术,支持虚拟环境中组合夹具装配设计。组合夹具存在如下问题:夹具标准件较多,投资大,组装成的夹具体积大,占用一定的存储空间;夹具元件之间的配合环节多,精度不高,累积误差大。因此,大型飞机结构件不适合采用组合夹具来实现柔性,一种组合夹具,如图1-2所示。
相变与伪相变材料式柔性夹具发展迅速,相继出现了电流相变夹具、磁流相变夹具、温度式液体相变夹具以及伪相变材料夹具等。相变柔性夹具一般有一个充满相应介质的容器,并通过改变外界条件的方式来控制介质的物理形态,从而达到夹持工件的目的。宋灿等人[18]提出了具有实用价值的低熔点合金相变夹具,并指出其尚未解决的问题。Rong等人[19]对磁流相变材料进行了试验研究,并通过对磁流相变材料施加压力的方式来改变磁流相变材料的显微结构,显著增加了磁流相变夹具的夹紧力。宋灿等人[20]提出了一种新的基于相变材料的柔性夹具,为柔性夹具的研究与设计提出了一种新方法。张先舟等人[21]提出了一种利用磁流变特性变液相的柔性夹具。通过提高磁流变液在磁场中受到沿磁场方向的外界正压力,来大幅度提高剪切应力,从而提高了夹紧力[22-23].
适应性材料夹具是一种能够自动适应工件外形的被动式夹紧装置,可用于夹持带有曲面或横截面积不规则的工件。针对叶片易受装夹、切削力和残余应力的影响而产生弯曲、扭转变形的特点,于建华等人[24]提出了一种双臂自适应夹具加工变形控制方法,将加工过程中产生的变形逐层消除。针对叶片顶端在修复过程中几何形体差异导致的难以使用固定夹具夹紧的问题,邓海洋[25]提出了一种面向自由曲面零件装夹的自适应夹具。针对特定飞机机翼的机械加工,Vaughan等人[26]开发一种新的自适应夹具系统,评估了自适应装置的能力,并适用于飞机机翼制造和装配的实施。
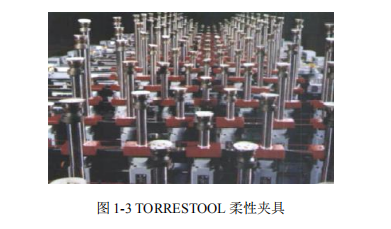
模块化程控夹具是一种由数字控制的支承元件、定位元件和夹紧元件组成的装置,可以代替机床工作台或固定在机床工作台上,能够做出多种布局的机电程控式夹具。近年来,计算机数字控制式的柔性夹具系统发展成为一种可重用、可重构、高效率的机械加工系统。计算机数字控制式的柔性夹具是由若干组在垂直方向上能够精确调整高度和尺寸的阵列式支柱、水平面上能够进行位置调整的部件、计算机控制系统和机电式驱动装置组成,支柱阵列能够根据工件的尺寸和几何参数重构成各种曲面或平面的定位系统,工件可通过机械或真空吸附方式实现夹持。此类夹具系统具有良好的重构性,能够快速调整自身结构来适应不同工件的定位与夹紧,适用于多品种、小批量的零件生产。模块化程控夹具在空间异型薄壁零件加工、飞机蒙皮切边、复合材料零件修整与钻孔、飞机柔性装配和激光焊接等方面得到广泛应用[27-28].西班牙某公司研制了一种TORRESTOOL夹具系统[29],如图1-3所示。北京某航空研究所针对飞机蒙皮壁板的切割制造,研制了一种具有多轴控制、定位器、夹持单元、离线仿真等关键技术的柔性工装系统[30].
1.2.2 CATIA二次开发的夹具研究现状
美国、英国和日本等发达的工业化国家运用先进的自动化技术与计算机技术,在CAD、CATIA、UG和Pro/E等三维软件的二次开发方面有了成熟的技术研究 ,并取得了显著的技术成果。在国内,UG、Pro/E和CAD的二次开发技术已经走向成熟,并得到广泛的应用,但CATIA 软件的二次开发技术还处于研究阶段,CATIA标准零件库的二次开发逐渐受到国内的重视。CATIA 是由法国航空航天企业达索公司开发的一款集CAD、CAM 、CAE 和PDM于一体的三维软件,凭借其突出的曲面处理能力被广泛应用于制造业的各个领域,尤其是航空航天领域[31].
CATIA不仅为用户提供了相应的二次开发接口,而且还提供了开放式的命令集,给CATIA的二次开发带来了极大的方便,在熟练运用 CATIA功能模块的条件下,用户可以对CATIA软件进行相应的二次开发研究。二次开发是实现软件专业化的有效手段,在提高产品质量、降低研发成本和提高工作效率方面起到重要作用。CATIA二次开发的夹具研究现状主要分为以下几个方面。
(1)参数化设计的研究现状参数化设计又称尺寸驱动,是指设计对象的几何轮廓大致一样,并可以用相应参数约束其尺寸关系的技术。近年来,国内对参数化技术做了大量的研究,参数化技术是实际生产中提出的课题,它不仅使CATIA软件具有交互式的绘图功能,而且还有自动绘图功能[32-33].利用参数化技术开发的设计系统能够运用相应的知识和经验,减少了设计人员的操作错误,并提高了产品设计速度。傅蔡安[34]
提出了基于CATIA参数化的夹具设计方法,提高了专用夹具的设计效率。花同全[35]研究了CATIA参数化的夹具设计系统,构建了参数化夹具设计系统的构架,实现了设计系统与 SQL 数据库的链接,简化了机床夹具的设计过程。
(2)元件库的研究现状国外发达国家的生产经验表明,标准件作为机械产品的重要部件,夹具元件大部分是标准件和非标常用件,此类零件虽然尺寸大小有所不同,但是几何结构大多相似,标准件和通用件大约占夹具总元件量的30%~ 70%.针对夹具设计和制造效率低的问题,李崇洋[36]提出了在CATIA环境下构建专用夹具快速设计和制造响应系统的总体方案,并详细阐述了各模块的功能。张溥海[37]提出了组合夹具管理系统的整体结构,建立了组合夹具参数化的元件库,并实现了组合夹具元件的预览及调用功能。王准[38]根据定位、夹紧和加工特性的夹具设计要求,逐步推演并调用元件库,最后推导出组合夹具的完整结构。
(3)虚拟装配的研究现状在机械制造业中,装配工作量占整个制造工作量的30%~50%,装配效率影响着产品的生产周期。随着CATIA二次开发技术的发展,基于CATIA软件的零部件虚拟装配技术得到广泛关注。Li等人[39]提出了一种智能装配交互法,根据装配中的几何约束类型对零件进行分类,并调整原有的装配关系,从而得到更适合的装配方案。Wang等人[40]针对机床夹具的装配设计,提出了一种机床夹具装配设计信息的数据表达方法。Hunter等人[41]则将装配设计的知识模型作为一个可重复使用的固定模版,并在此模板的基础上进行当前夹具的装配设计。陆皆炎等人[42]
提出一种CATIA二次开发的智能装配方法,能够自动建立装配约束,实现了智能装配和零组件的批量装配。崔联合基于CATIA 软件知识工程模块,应用VB2010完成专用夹具CAD系统的构建[43].
1.2.3 液压与气动夹具的研究现状
柔性夹具是集机械、液压、气动和控制等方面的学科,并将电传、气动、液压、随行加工等技术相结合,实现工件的快速定位、夹紧及加工过程对工件的随行功能[44].采用气动与液压夹紧,将其与PLC控制器相结合,应用于飞机制造领域,能够有效提高飞机结构件的加工效率和加工质量。液压与气动传动夹具的发展状况主要包括以下几个方面。
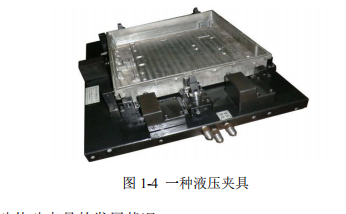
(1)液压传动夹具的发展现状液压传动作为流体传动的一种传动方式,是利用相应的液体作为工作介质,并用来传递能量和进行控制。液压传动系统主要包括动力部分、控制部分、执行部分、辅助装置和定位夹紧机构等。动力部分用来提供满足预定要求的压力与流量的工作油液,以保证系统正常工作;控制部分用来保证系统各部件准确的按照设计要求完成循环动作;执行部件是将压力能转换为机械能,用来驱动夹具上的夹紧机构;辅助装置是液压传动系统的主要附件,起到相应的辅助作用;定位夹紧机构是用来实现工件的准确定位与快速夹紧。液压传动是用油管连接,可以灵活地布置传动机构,具有夹紧刚性高、工作平稳、操作简单、易于实现过载保护及无极调速等特点。张文凡等人[45]针对机床液压夹具易受外界干扰的问题,提出了一种自适应的液压夹具系统。邹德强[46]提出了一种用于柔性生产线的液压夹具。Marathe 等[47]提出了一种新型材料的液压铣削夹具。为了提高液压夹紧元件的应变能力,Denkena等[48]提出了一种将应变传感器集成在夹紧元件中的液压夹具。Sun等人[49]提出了一种新的液压杠杆夹具,与传统夹具相比,此种夹具具有刚性好、结构紧凑的特点。针对飞机薄壁件的数控加工,侯远滨[50]提出了一种液压夹紧系统。一种液压夹具,如图1-4所示。
(2)气动传动夹具的发展状况近年来,由于气动元件价格低于液压元件,气动行业发展较快,气动元件的使用量和使用范围远远超过了液压元件。气压传动是以空气作为工作介质,并利用压缩气体传递动力的流体传动。气压传动系统主要包括气源部分、控制部分、执行部分、辅助部分和定位夹紧机构等。气源部分作为气压发生装置,它将机械能装换成压缩气体的压力能,为整个系统提供动力;控制部分作为能量控制装置,用于控制和调节压缩气体的压力、流量与方向,以实现夹具的动作和控制要求;执行部分即气缸,它将压缩空气的压力能转变成夹紧机构的机械能;辅助部分包括接头、压力表、管路、消音器等,起测量、过滤、连接、减小噪声等作用;定位夹紧机构是用来实现工件的准确定位与快速夹紧。与液压传动夹具相比,气源传动夹具因具有无污染、成本低、适应性好、阻力小、反应快、结构简单、可靠性高和使用寿命长等优点,被称为绿色夹具。张国政等人[51]根据多工序加工对机床夹具的要求,提出了用夹具的柔性化替代数控机床的柔性,并设计了一种多工序气动夹具,从而有效解决了实际生产的问题。Zhong等[52]分析了基于流体传动的绿色化夹具技术,采用具有放大装置的气动夹具代替液压夹具。针对航空铝合金型材零件的机械加工,王细洋等[53]研制了一种气动控制柔性快装夹具。马进中等[54]利用数控机床内的PLC控制器进行开发设计,并通过数控机床的电气系统来控制气动夹具动作,实现了一种气动多工位夹具。
(3)增力机构的发展状况在进行气动传动系统设计时,设计人员习惯采用提高气动系统压力或增大气缸直径的方法来提高系统的夹紧力,但这种方法会导致气动元件成本高、系统结构庞大等一系列问题。由于机械增力机构具有提高系统夹紧力、降低劳动强度、节约系统成本、绿色无污染等优点,因此增力机构在工装夹具领域得到广泛应用。
曾虎彪等[55]提出了一种由三级放大机构与无杆气缸组成的气动传动夹具系统,能够明显减小气缸直径和提高夹具夹紧力。为了克服机床夹具体积大、夹紧慢的缺点,沈铭等[56]采用气动肌肉的驱动方式,设计了一种气动增力夹具。针对气压传动系统压力不足的特点,郭瑞洁等[57]提出了一种基于铰杆与杠杆串联的二级增力机构,并介绍了其工作原理。王维等[58]提出了一种基于活塞缸的增力机构和偏心轮增力的绿色夹具系统,此种夹具具有延长气动元件寿命、减小环境污染的特点。姚远等[59]设计了一种基于铰杆和杠杆串联的二级增力机构的双向浮动式气动夹具。吴冬敏等[60]详细介绍了单缸双活塞的铰杆增力机构和杠杆增力机构,并提出了一种基于单缸双活塞与机械增力机构的夹紧装置。
1.3 本文主要研究内容
为了解决飞机结构件夹具设计中的难题,主要包括缺乏夹具元件的三维模型库、缺乏虚拟装配系统、夹具柔性化程度低、夹具数量较多、夹具自动化程度低。
本文利用VB语言开发了飞机结构件夹具设计系统,利用参数化设计与虚拟装配,实现了夹具零部件的快速建模与虚拟装配,并详细说明了夹具标准件库的建库方案,构建了夹具标准件库。以飞机桁类零件的数控铣削为例,提出一种柔性、快速、自适应、多工位夹具方案,并利用夹具设计系统实现了各零部件的参数化建模和虚拟装配。最后采用PLC控制器和气动増力机构,实现传感器感知、工件自动定位与夹紧。本文的主要研究内容分为以下几个方面。
第 1 章 本章介绍了飞机结构件夹具的研究背景与意义,分析了飞机结构件夹具存在的问题,并说明了本文的课题来源。其次,分别介绍了柔性夹具的国内外研究现状、CATIA二次开发的夹具国内外研究现状、液压与气动夹具的国内外研究现状。最后,说明了本文的主要研究内容。
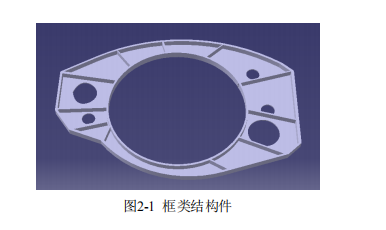
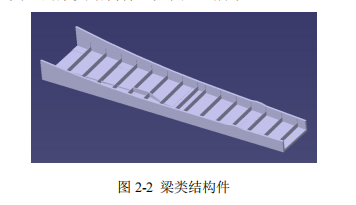
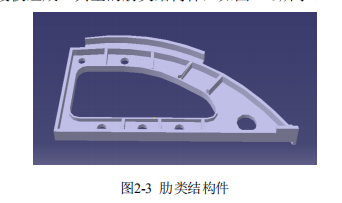
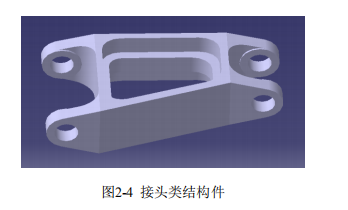
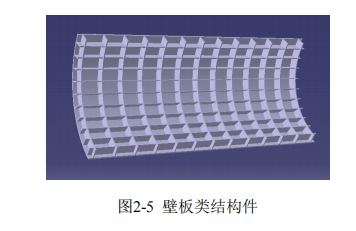
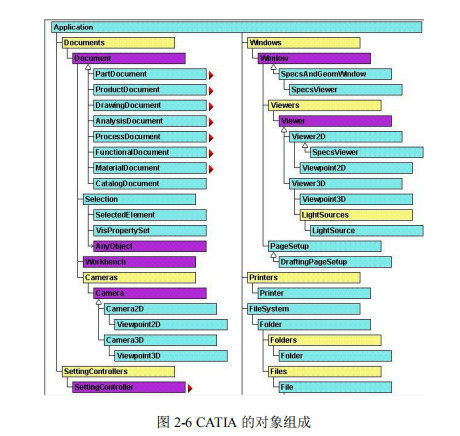
第 2 章 本章详细分析了飞机结构件的结构特点、主要类别、加工特点,并分别介绍了CATIA二次开发技术、参数化设计、虚拟装配、气动传动和PLC控制技术。详细说明了CATIA的内部结构、操作零件文档和产品文档的一般步骤、CATIA二次开发接口、实现参数化建模的具体方法、虚拟装配关系、气动增力、传感器技术及PLC控制特点。
第 3 章 本章利用VB语言开发了飞机结构件夹具设计系统。首先,利用VB开发了夹具设计系统界面,实现了CATIA与系统界面的衔接,并设计了系统程序。
其次,运用了变量驱动参数化建模方法与程序驱动参数化建模方法,实现了夹具元件的参数化建模,并使用了宏录制方式来获取部分建模程序,从而完成了夹具设计系统的参数设计模块,又利用此模块构建了夹具实例的各零部件模型。再次,利用VB语言和CATIA提供的API接口,实现了附带约束关系的夹具各零部件间的虚拟装配,并利用此功能完成了夹具实例各零部件间的装配;最后,详细说明了夹具标准件库的建库方案,并举例说明了构建夹具标准件库的具体方法,介绍了夹具标准件库的结构。
第 4 章 本章以飞机桁类结构件为例,利用夹具设计系统设计了一套多工位气动夹具。首先,分析了飞机桁类结构件的结构特点,确定了夹具实例的夹紧和定位方案,实现了夹具的总体结构设计,并利用飞机结构件夹具设计系统,进行了夹具实例的参数化建模,完成了各零部件间的虚拟装配。其次,详细分析了铰杆增力机构的原理,并设计了二次正交铰杆増力机构,弥补了气动传动夹紧力不足的缺点。最后,设计了夹具实例气动夹紧系统,并详细说明了气动夹紧原理。
第 5 章 本章采用西门子S7-200系列PLC设计了夹具控制系统。首先,根据系统的控制要求,绘制了夹具系统的控制流程图,分析了PLC和传感器的组成结构及工作原理,确定了PLC控制器与传感器的选型,并根据系统控制要求和设计原则,确定了夹具控制系统的组成结构。其次,根据系统的控制要求,确定了I/O口地址分配,并根据I/O地址分配表,确定了控制系统接线图。再次,根据系统的控制要求及程序设计的一般方法,在STEP7-Micro/WIN软件中编制了相应的控制程序,并对控制程序进行相应的调试和试验,模拟实际工况,以保证控制程序的可行性。
第 6 章 本章总结了本文的主要研究内容和研究成果,并对研究内容中的不足之处给予了展望。
第 2 章 飞机结构件及夹具设计相关技术
2.1 飞机结构件
2.2 CATIA 二次开发技术
2.2.1 CATIA 二次开发简介
2.2.2 CATIA 内部结构研究
2.2.3 CATIA 二次开发接口
2.3 参数化设计
2.3.1 参数化概述
2.3.2 参数化建模
2.4 虚拟装配
2.4.1 虚拟装配概述
2.4.2 虚拟装配关系
2.5 气动传动
2.5.1 气动传动概述
2.5.2 气动増力
2.6 PLC 控制技术
2.6.1 传感器技术
2.6.2 PLC 控制特点
2.7 本章小结
第 3 章 飞机结构件夹具设计系统
3.1 系统模块集成
3.1.1 系统界面设计
3.1.2 CATIA 与系统界面的衔接
3.1.3 系统程序设计
3.2 夹具元件参数化建模
3.3 虚拟装配
3.4 夹具标准件库的开发
3.4.1 标准件库的设计方案
3.4.2 标准件库的建立
3.4.3 标准件库简介
3.5 本章小结
第 4 章 夹具实例结构设计
4.1 夹具总体结构
4.1.1 工件
4.1.2 定位与夹紧方案
4.2 增力机构设计
4.2.1 铰杆增力分析
4.2.2 二次正交铰杆增力机构
4.3 气动系统设计
4.3.1 气动元件
4.3.2 气动系统原理
4.4 本章小结
第 5 章 夹具控制系统设计
5.1 控制系统结构
5.1.1 控制系统的设计原则
5.1.2 控制要求
5.1.3 PLC 结构及工作原理
5.1.4 传感器工作原理
5.1.5 控制系统组成
5.2 系统地址分配与接线
5.2.1 I/O 地址分配
5.2.2 系统接线
5.3 系统程序设计
5.3.1 PLC 编程软件
5.3.2 控制程序
5.4 本章小结
第 6 章 总结与展望
6.1 总结
为了解决飞机结构件夹具设计中的难题,主要包括缺乏夹具元件的三维模型库、缺乏虚拟装配系统、夹具柔性化程度低、夹具数量较多、夹具自动化程度低。
本文利用 VB 语言开发了飞机结构件夹具设计系统,利用参数化设计与虚拟装配,实现了夹具零部件的快速建模与虚拟装配,并详细说明了夹具标准件库的建库方案,构建了夹具标准件库。以飞机桁类零件的数控铣削为例,提出一种柔性、快速、自适应、多工位夹具方案,并利用夹具设计系统实现了各零部件的参数化建模和虚拟装配。最后采用 PLC 控制器和气动増力机构,实现传感器感知、工件自动定位与夹紧。本文主要研究内容,总结如下:
(1)详细分析了飞机结构件的结构特点、主要类别、加工特点。在 CATIA环境下,利用 VB 语言开发了飞机结构件夹具设计系统。
(2)利用 VB 开发了夹具设计系统的界面,实现了 CATIA 与系统界面的衔接,并设计了系统程序;运用变量驱动参数化建模方法与程序驱动参数化建模方法,实现了夹具元件的参数化建模,并使用宏录制方式来获取了部分建模程序,从而完成了夹具设计系统的参数设计模块。
(3)利用 VB 语言和 CATIA 提供的 API 接口,实现了附带约束关系的夹具各零部件间的虚拟装配。详细说明了夹具标准件库的建库方案,并举例说明构建夹具标准件库的具体方法,介绍了夹具标准件库的结构。
(4)以飞机桁类结构件为例,利用夹具设计系统设计了一种多工位气动夹具。分析了飞机桁类结构件的结构特点,确定了夹具实例的夹紧和定位方案,实现了夹具的总体结构设计,并利用飞机结构件夹具设计系统,进行了夹具实例的参数化建模,完成了各零部件间的虚拟装配。
(5)详细分析了铰杆增力机构的原理,并设计了二次正交铰杆増力机构,弥补了气动传动夹紧力不足的缺点。最后,设计了夹具实例气动夹紧系统,并详细说明了气动夹紧原理。
(6)采用西门子 S7-200 系列 PLC 设计了夹具控制系统。根据系统的控制要求,绘制了夹具系统的控制流程图,完成了 PLC 控制器与传感器的选型,并根据系统控制要求和设计原则,确定了夹具控制系统的组成结构。
(7)根据系统的控制要求,确定了 I/O 口地址分配,并根据 I/O 地址分配表,确定了控制系统接线图,并编制了相应的控制程序,对控制程序进行相应的调试和试验,模拟实际工况,以保证控制程序的可行性。
6.2 展望
在 CATIA 环境下,本文利用 VB 语言开发了飞机结构件夹具设计系统,它包括参数化设计模块和标准件设计模块,此系统不仅能够实现夹具各零部件的参数化建模,而且还可以实现各零部件间的虚拟装配,有效提高了夹具设计的效率。
以飞机桁类结构件的铣削加工为例,本文利用飞机结构件夹具设计系统设计了一种多工位气动夹具,它适用于不同尺寸的桁类零件,能够实现工件的多工位加工,有效提高了夹具的柔性化和自动化程度。总体来说,本文虽然取得了一定的研究成果,但仍有不足之处,以下几个方面需要进一步研究:
(1)有待于利用多种开发语言对 CATIA 进行二次开发,实现功能扩展,完善整个夹具设计系统,具有重要的研究意义。
(2)不同飞机结构件的夹具差异较大,其元件也多种多样,导致参数化建模的夹具元件种类繁多。有待于完善夹具元件的种类,实现更多元件的参数化建模。
(3)在夹具设计方面,有待于实现更高的柔性,一套夹具方案能够适用于梁类、框类、肋类等多类飞机结构件的数控加工。
(4)有待于实现夹紧力的优化,提高夹紧力的精度,在整个加工过程进行夹紧力的模拟量控制,实现工件的高精度加工。
参考文献
[1] 李新红,蒋德云,等。机床专用夹具库系统的开发与应用[J]. 机械设计, 2016, 33(4): 18-23.
[2] 王俊斌。 数控加工技术在大飞机研制生产中的应用[J]. 航空制造技术, 2008,51(5): 44-46.
[3] 彭雨,汤立民。飞机结构件高效工艺编程技术发展现状及趋势[J]. 航空制造技术, 2009,52(25): 103-06.
[4] Zhou Y, Li Y, Wang W. A feature-based fixture design methodology for the manufacturing ofaircraft structural parts[J]. Robotics and Computer-Integrated Manufacturing, 2011, 27(6):
986-993.
[5] 王细洋。飞机结构件机械加工柔性夹具系统[J]. 航空制造技术, 2012, 55(17): 45-49.
[6] Xu. X. W. Newman S T.Making CNC machine tools more open, interoperable and intelligent-areview of the technologies[J]. Computers in Industry. 2006, 57(2): 141-152.
[7] 朱耀祥,融亦鸣。柔性夹具及计算机辅助夹具设计技术的发展[J]. 制造技术与机床。 2006,56(8): 5-8.
[8] Ashani J. Z, Ghamsari A K. Theoretical and experimental analysis of plastic response ofisotropic circular plates subjected to underwater explosion loading[J]. Materialwissenschaftund Werkstofftechnik, 2008, 39(2):171-175.
[9] 融亦鸣,张发平,卢继平。现代计算机辅助夹具设计[M]. 北京:北京理工大学出版社, 2010.
[10] Azari A, Nikzad S. Computer-assisted implantology: historical background and potentialoutcomes-a review[J]. The International Journal of Medical Robotics and ComputerAssisted Surgery, 2008, 4(2): 95-104.
[11] 刘映泉。一种斜楔夹紧的成组发动机支架车削夹具[J]. 机械制造, 2013, 51(10): 81-82.
[12] 王道林。面向套类零件的成组夹具设计[J]. 机床与液压, 2012, 40(4): 30-32.
[13] Ma Z, WANG X, YANG Z, et al. Digital Combination Fixture Management System [J].
Manufacturing Technology & Machine Tool, 2006, 56(3): 78-80.
[14] 欧彦江,殷国富,周长春。基于实例推理的组合夹具自动拼装技术[J]. 计算机集成制造系统, 2011, 17(11): 2426-2431.
[15] 张琦,王爱贤。组合夹具设计智能选件系统研究[J]. 机床与液压, 2007, 35(7): 31-32.
[16] 瞿畅,魏园园,王君泽,等。面向网络的组合夹具虚拟装配技术研究[J]. 中国机械工程, 2013,24(15): 2060-2065.
[17] Peng G L, Chen G F, Liu X H. Modular fixture assembly model for virtual assemblydesign[J]. Journal of Donghua University, 2009, 26(1): 10-15.
[18] 宋灿,吕彦明,李强,等。基于相变材料的柔性夹具技术研究[J].工具技术, 2014, 48(4):37-39.
[19] Rong Y, Tao R, Tang X. Flexible fixturing with phase-change materials. Part 1. Experimentalstudy on magnetorheological fluids[J]. The International Journal of Advanced ManufacturingTechnology, 2000, 16(11): 822-829.
[20] 宋灿,吕彦明。基于相变材料的柔性夹具结构设计[J]. 机械制造, 2015, 53(5): 60~61.[21] 张先舟,王琪民,张培强。基于磁流变液相变技术的柔性夹具[J]. 实验力学, 2003, 18(2):185-192.
[22] Tang X L, Zhang X Z, Tao R. Structure-Enhanced Yield Strength of MR Fluids [J]. Journal ofApplied Physics, 2000, 87(5): 2634-2638.
[23] Tao R, Lan Y C, Xu X. Structure-enhanced yield shear stress in electrorheological fluids[J].International Journal of Modern Physics B, 2002, 16(17): 2622-2628.
[24] 于建华,陈志同。双臂自适应夹具加工变形控制方法[J]. 航空学报, 2015, 37(5):1657-1665.
[25] 邓海洋。面向自由曲面零件装夹的自适应夹具设计[J]. 机床与液压, 2012, 11(40): 66-69.
[26] Vaughan D, Branson D, Bakker O J, et al. Towards Self-Adaptive Fixturing Systems forAircraft Wing Assembly[R]. SAE Technical Paper, 2015.
[27] 李东升, 胡福文, 李小强, 等。 基于可重构柔性工装夹持的飞机蒙皮数控切边关键技术及发展[J]. 航空制造技术, 2009, 52(23): 26-29.
[28] 梁建光。飞机蒙皮切边柔性央具夹持方案的优化研究[D]. 上海交通大学, 2013.
[29]丁韬。 TORRESMILL 和 TORRESTOOL 系统蒙皮切边钻铣床及柔性夹具装置[J]. 航空制造技术, 2007, 50(2): 108-109.
[30] 邹方。 柔性工装关键技术与发展前景[J]. 航空制造技术, 2009, 52(10): 34-38.
[31] 彭欢。 基于 V5 Automation 的 CATIA 二次开发技术研究[J]. 电子机械工程, 2012, 28(2):61-64.
[32] Anderl R, Mendgen R. Parametric design and its impact on solid modeling applications[C]//Proceedings of the third ACM Symposium on Solid Modeling and Applications. ACM,1995:1-12.
[33] Ping S Y X. Parametric design of turbine blades based on feature modeling [J]. Journal ofBeijing University of Aeronautics and Astronautics, 2004, 30(4):321-324.
[34] 傅蔡安。 CATIA 参数化设计在专用夹具快速设计中的应用[J]. 中国制造业信息化, 2004,33(4): 95-98.
[35] 花同全。 机床夹具参数化设计研究[J]. 机械, 2016, 43(3): 58-62.
[36] 李崇洋。 基于 CATIA 下的夹具快速设计及制造响应系统[D]. 江南大学, 2005.
[37] 张溥海。 基于 CATIA 二次开发的组合夹具设计研究[D]. 合肥工业大学, 2017.
[38] 王准。基于 CAD 平台的加工中心用组合夹具设计方法[J].制造技术与机床, 2013, 63(12):67-74.
[39] Li S Q, Liu Y, Wang J F, et al. An intelligent interactive approach for assembly processplanning based on hierarchical classification of parts [J]. The International Journal ofAdvanced Manufacturing Technology, 2014, 70(9): 1903-1914.
[40] Wang H, Rong Y M. Case based reasoning method for computer aided welding fixture design[J]. Computer-Aided Design, 2008, 40(12): 1121-1132.
[41]Hunter R, Vizan A, Pérez J, et al. Knowledge model as an integral way to reuse the knowledgefor fixture design process[J].Journal of Materials Processing Technology, 2005,164(5):1510-1518.
[42] 陆皆炎,赵高晖,李祥,等。基于 CATIA 二次开发的智能装配技术[J].机械设计与研究, 2012,28(5): 84-86.
[43] 崔联合。基于 CATIA V5 知识工程专用夹具 CAD 系统 [J].组合机床与自动化加工技术,2015, 57(8): 127-131.
[44] 吴灿云,王新乡,胡国清,等。飞机柔性夹具的应用与研究 [J].机械设计与制造, 2010,48(8):227-229.
[45] 张文凡,李学燎,王建,等。基于自适应的液压夹具压力控制的研究[J].机床与液压, 2012,40(9): 63-65.
[46] 邹德强。 柔性线中典型液压夹具的设计[J]. 制造技术与机床, 2015,65(5): 84-86.
[47] Marathe M A, Bhosale K C, Barse S D, et al. Design & Analysis of Different Materials ForHydraulic Milling Fixture[J]. International Journal of Advanced Electronics andCommunication Systems, 2017, 6(7): 97-102.
[48] Denkena B, Kiesner J. Strain gauge based sensing hydraulic fixtures[J]. Mechatronics, 2016,34(3): 111-118.
[49] Sun C, Zhong K. A Method of Resolving the Lack of Freedom For Hydraulic Fixture ofToggle-Levers With Rolling High Pair instead of Low Pair[J]. Machine Tool & Hydraulics,2008, 36(10): 083.
[50] 侯远滨。数控机床全自动夹紧系统的设计[D]. 哈尔滨工程大学, 2007.
[51] 张国政, 刘有余。 PLC 控制的多工序气动夹具设计[J]. 机床与液压, 2012,40(10): 40-44.
[52] Zhong K M, Guo P Q, Chi Q. Two approaches for greenization of fixture design andcorresponding technology innovation[C]//Materials Science Forum. Trans Tech Publications,2004: 477-480.
[53] 王细洋, 朱志坤。 航空铝型材零件柔性快装夹具设计[J]. 航空制造技术, 2013, 56(8):92-93.
[54] 马进中, 韩江。 数控机床程控多工位自适应夹具的开发与应用[J]. 机械设计, 2010,27(5):90-94.
[55] 曾虎彪, 赵新泽, 王姣菊。 具有三级力放大机构的气动夹具设计及应用[J]. 制造技术与机床, 2008,58(7): 155-157.
[56] 沈铭,芮延年。气动肌肉连杆增力式夹具的设计 [J].制造技术与机床, 2005,55(4): 59-60.
[57] 郭瑞洁,钟康民。基于铰杆-杠杆串联增力机构的内夹持气动机械手 [J].液压与气动,2009, 13(1): 55-56.
[58] 王维,钟康民。正交增力偏心轮夹紧的气动夹具[J].机械设计与制造, 2007,45(12): 136-137.
[59] 姚远, 钟康民。基于铰杆-杠杆串联增力机构的双向浮动夹紧气动夹具[J]. 组合机床与自动化加工技术, 2009,51 (7): 110-111.
[60] 吴冬敏,沈铭,钟康民。基于单缸双活塞和机械增力机构的夹紧装置[J].制造技术与机床,2014,64(6): 36-38.
[61] 姜澄宇,王俊彪。我国大型飞机研制中的关键制造技术[J].航空制造技术,2009,52(1):28-31.
[62] Wang L, Adamson G, Holm M, et al. A review of function blocks or process planning andcontrol of manufacturing equipment [J]. Journal of manufacturing systems, 2012, 31(3):269-279.
[63]韩雄,汤立民。大型航空结构件数控加工装备与先进加工技术 [J].航空制造技术, 2009,52(1): 42-47.
[64] Jayaweera N, Bakker O J, Smith T, et al. Flexible tooling for wing box rib clamping anddrilling [J].SAE International Journal of Aerospace, 2011,4(2):1048-1056.
[65] 林勇。基于特征的飞机结构件数控加工工艺研究[D].南京航空航天大学,2013.
[66] Kim C, Park J C. Finite element simulation of sheet metal shearing by the element killmethod[J]. Journal of the Korean Society for Precision Engineering, 1996, 13(11): 114-123.
[67] Hoffmann C M, Kim K J. Towards valid parametric CAD models [J]. Computer-AidedDesign, 2001, 33(1): 81-90.
[68] 周桂生,陆文龙。CATIA 二次开发技术研究与应用[J].机械设计与制造, 2010, 48(1): 81-83.
[69] 胡挺,吴立军。CATIA 二次开发技术基础 [M].北京:电子工业出版社,2006: 1-46.
[70] Zhang S W, Xu L, Fang X F, et al. Research on parametric modeling technology of marinepropeller[C]//Advanced materials research. Trans Tech Publications, 2011, 314: 1576-1580.
致谢
在研究生生活即将结束之际,发自内心的感谢那些曾经帮助和鼓励过我的人,正是他们的无私关怀,才使我在学习和生活上有了很多的收获。本文的研究工作是在导师王细洋教授的悉心指导和深切关怀下完成的。
首先,我要感谢我的导师王细洋教授,在整个研究生期间,王细洋导师严谨的治学态度和朴实的生活态度以及渊博的学识给我留下了深刻的印象,并深深的感染了我。在论文的选题、研究、撰写以及修改方面,王细洋导师都给予了我精心的指导和无私的帮助,并教会了我许多知识及学习方法,让我在学习和生活上收获很多。再次向苦心栽培我的导师致以深深的感谢和崇高的敬意。
其次,我要感谢我的家人和所有关心我的亲人们,感谢家人这么多年的养育之恩,感谢亲人们一直以来的关心和支持。正是由于你们给予的爱,才使我有了动力和信心,使我取得了一定的成绩。
再次,我要感谢实验室的龚廷恺老师和张晓荣老师,感谢你们在学习上和生活上给予我的无私帮助。感谢许稚委师兄和王东师兄在学习上给予我的帮助和建议,感谢曹展、李耀祖同学以及实验室的各位师弟、师妹一直以来的关怀和帮助,让我在学习和生活上收获很多。
最后,感谢在百忙之中抽出宝贵时间评审我论文的专家和老师们。
(如您需要查看本篇毕业设计全文,请您联系客服索取)