24小时论文定制热线
24小时论文定制热线
摘 要
微小零件精密装配是产品制造过程的关键环节之一,装配质量直接影响产品的性能。
目前微小零件装配主要依靠人工或半自动装配手段完成,存在装配效率和装配精度较低的缺陷,因此实现自动化精密装配是必然的发展趋势。针对加速度计中摆片组件的装配任务,本课题设计了一套自动化精密装配系统。该装配系统采用模块化设计思想,主要由视觉模块、装配作业模块、作业工作台模块、上料平台模块四个模块组成。模块化设计既可以增强装配系统的通用性,又能缩短系统研发周期。本文主要进行了装配系统中零件操作装置和自动锁紧夹具的设计。
零件操作装置作为装配作业模块的核心部件,用于实现待装配零件的拾取、放置和空间定位。夹钳作为零件操作装置的末端执行器,直接作用于待装配零件。本文针对易损零件特征,选择真空吸附作为末端夹钳的驱动方式,设计了集成式夹钳,并针对集成式夹钳设计了气路和电路控制方案。为进一步提高夹钳的适用性,设计了一种电磁式夹钳换接装置。装配过程中,零件操作装置末端夹钳会受到装配接触力或其它外力的影响,通过集成微力传感器实时监测装配接触力的大小,并设计合理的装置结构以避免损坏脆性零件。利用零件操作装置完成对垫块和线圈的操作实验,验证零件操作的可行性。
自动锁紧夹具作为作业工作台模块的核心部件,能够实现装配过程中零件的准确定位以及装配完成后组件的压紧固定。根据零件形状、尺寸和定位特征,制定零件的装配方案,分析装配夹具设计的基本要求,设计自动锁紧夹具的整体结构和夹具固定结构,使夹具能够自动锁紧来实现对装配组件的压紧固定。
关键词:精密装配;集成式夹钳;可换接;自动锁紧

Abstract
The precise assembly of micro parts is one of the key links in the product manufacturing process, and the assembly quality directly affects the performance of the product. At present, the assembly of micro parts mainly depends on manual or semi-automatic assembly, which exists the defects including low assembly efficiency and low assembly precision. Therefore, it is an inevitable trend to realize automatic precision assembly. In view of the assembly task of the pendulum unit in the accelerometer, an automatic precision assembly system is designed by modularization. The assembly system is composed of four modules: the visual module, the assembly operation module, the work table module and the feeding platform module. Modular design can not only enhance the versatility of the assembly system, but also shorten the development cycle of the system. This paper mainly carries on the design of the parts operation device and the automatic locking fixture in the assembly system.
As the core component of the assembly operation module, the part operation device is used to pick up, place and locate the parts to be assembled. The clamp is used as the end effector of the parts operating device, acting directly on the parts to be assembled. Aiming at the characteristics of vulnerable parts, this paper selects vacuum adsorption as the driving mode forthe end gripper. The integrated gripper and the gas circuit, control scheme for the integrated gripper are designed. In order to further improve the applicability of the gripper, an electromagnetic gripper exchange device is designed. In the assembly process, the end gripperof the part operating device will be affected by the assembly contact force or other external force. By integrating the micro force sensor, the size of the assembly contact force is monitored in real time, and a reasonable structure is designed to avoid the damage of brittle parts. The operation test of the pad and coil is completed by using the parts operating device to verify the feasibility of parts operation.
As the core component of the working table module, the automatic locking fixture can realize the accurate positioning of the parts in the assembly process and the tightening, fixing of the components after the assembly is completed. According to the shape, size and positioning features of the parts, the assembly process of the parts is formulated. The basic requirements of the assembly fixture design are analyzed, the overall structure and fixture structure of the automatic locking fixture are designed. Therefore, the fixture can be locked automatically to realize the tightening and fixing of the assembly components.
Key Words:Precision assembly; Integrated gripper; Exchangeable; Automatic locking
目 录
1 绪论
1.1 微小型零件精密装配
随着微机电产品尤其是微系统技术的发展,机电产品不断朝着微型化和多功能化发展。产品加工过程会涉及不同的加工方法、工件材料以及复杂的外观结构,而现有的加工技术难以实现结构复杂、功能集成的微小零件生产,其产品实现将依赖于微尺度的定位、定向和装配操作,即微装配技术[1].
1.1.1 微小型零件精密装配分类
微小型零件装配一般是指微尺度的零件和具有微尺度特征的介观尺度(mesoscale,0.1mm~10mm)零件的装配。根据单次装配零件个数的不同,微装配一般分为并行微装配与串行微装配[2].并行微装配过程中,许多相同或不同的零件同时被装配。串行微装配过程中,零件按次序依次被装配。针对待装配组件的个数、外形复杂程度及精度要求,装配过程可能同时涉及这两种方式。
(1)串行微装配串行微装配源于拾取、放置操作,其在装配过程中采用视觉伺服、微细末端工具、显微视觉、微力反馈等技术[3],以满足装配精度要求。根据微装配的自动化程度可以将其分为:人工微装配、半自动微装配、自动化微装配。目前来说,真正意义上的自动微装配系统实现起来比较困难,主要是因为其成本高、控制复杂、集成要求高,因此需要进一步研究低成本、高自动化的装配系统。
(2)并行微装配串行微装配的装配能力受到操作空间、操作手数量的限制,装配效率低。MEMS的主要优点之一就是在一个晶片上能同时加工出成百上千个微小零件,如果能够同时进行大量的零件装配,即并行微装配,则会大大提高装配的产量。并行微装配又分为确定性并行微装配和随机性并行微装配。确定性并行微装配过程中,零件的位置关系已经预先设定好。随机性并行微装配中,零件的定位、定向和装配都是在无传感器反馈的前提下实现的。
目前国内外串行微装配仍是微型零件装配技术的主要手段,该装配技术经过近三十年的发展,已经逐步应用于微小型机电产品的制造。目前世界各国的研究机构已相继开发出自动或半自动的精密微小型装配系统[4].
1.1.2 国内外微装配研究现状
(1)国外微装配研究现状
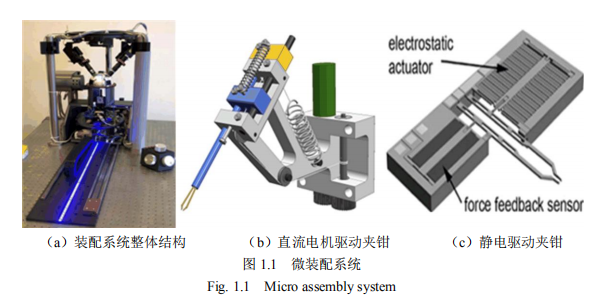
瑞士理工学院[5-9]经过多年对微小装配机器人的研究,成功研制"Micro assemblysystem V2"装配系统,如图 1.1(a)所示。该装配系统能够完成混合 MEMS 零件以及其他微型零件的组装任务。该系统有六个自由度,包括一个四自由度装配底座模块和一个双自由度夹钳模块。装配系统利用三个呈一定角度分布的相机,实现待装配零件定位特征的信息反馈。该系统的操作工具包括两种夹钳:一种是传统镊子式夹钳,能够夹持尺寸范围为 200μm~800μm 的零件;另一种是具备电容式力反馈静电驱动的 MEMS 夹钳,能够夹持尺寸范围为 5μm~200μm 的零件。
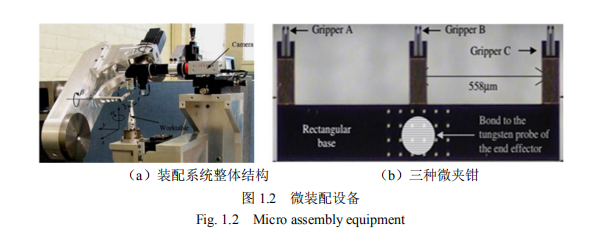
加拿大多伦多大学[10-12]研制了一套 5 自由度并行微装配系统,其整体结构如图 1.2(a)所示。该系统具有 6 个空间自由度,其中底部工作台具有 X、Y、Z 平移以及绕 Z轴旋转的 4 个自由度;顶部机械臂具有绕 β 轴和 γ 轴旋转的 2 个自由度,同时机械臂末端钨探针的尖端恰好位于两轴的交点处。该系统使用六台步进电机驱动工作台和机械臂,步进电机驱动器的配置使得工作台水平位移分辨率达 0.2μm,机械臂的旋转运动分辨率为 0.072°。视觉系统主要通过单色 CCD 相机采集零件图像信息,镜头放大倍率能够达到 20X.装配过程中通过 3 个并行分布的夹钳实现一组零件的装配,如图 1.2(b)所示。 3 个夹钳连接到 1 个矩形基底上,矩形基底的中心与机械臂末端钨探针相粘接实现三个夹钳的固定,这种固定方式既能提高末端夹钳位姿的灵活性,又能确保待操作工件呈合适的角度放置到目标位置。
(2)国内研究现状
九十年代初,国内开始涉足于微装配系统领域的研究工作。经过这些年的发展,国家科研部门设立了多项与 MEMS 相关的重大课题,其中也包括微装配系统的研究。目前,许多高校和研究所在微系统方面开展了微装配装置、生物细胞领域微操作系统、微型光谱仪等研究工作[13-16].
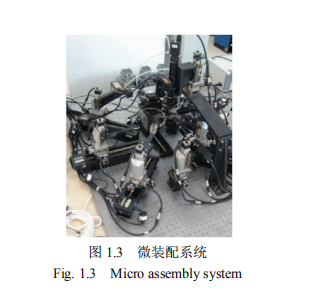
中国科学院自动化研究所[17]研制了一台用于复杂组件装配的宏微结合多机械手微装配系统,装配系统整体结构如图 1.3 所示。为解决多个操作对象空间并行操作的难题,该系统设计了 6 个机械手,呈对称放射状布置在操作空间周围。每个机械手都能实现粗精度宏动和高精度微动,并且机械手末端都具备相应的末端夹持器,用于实现不同零件的操作任务。此外该系统具有 3 个相互垂直分布的显微成像镜头,每个镜头都安装在具备三个平移自由度的精密位移平台上,通过位移平台的运动实现镜头视野的扩展。通过力反馈和显微视觉反馈结合的控制策略,完成 4 个异性零件的装配任务,达到±9μm 的装配精度要求。
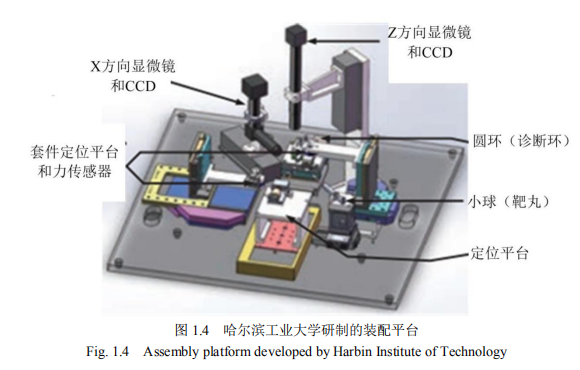
哈尔滨工业大学[18]针对点火靶套件的对接装配,设计了基于视觉和力觉反馈控制的装配实验平台,如图 1.4 所示。该装配平台主要包括吸附夹持模块、精密定位模块和监视检测模块。吸附夹持模块主要由 5 种不同的夹持器和真空吸附装置组成,主要用于完成待装配零件的拾取与放置。精密定位模块主要由多个不同自由度的精密定位平台组成,用于完成装配过程中被拾取零件的定位任务。监视检测模块为套件对接装配提供视觉和力觉反馈。最终利用该装配平台完成了套件的精密对接装配,装配后小球的定位误差小 于 9?m,对接间隙小于 22?m,装配时间比手工装配缩短了近 1/3.
为解决微小加速度计磁钢组件装配效率低、一致性差的问题,大连理工大学微系统研究中心[19]研制了一台磁钢组件自动装配设备,如图 1.5 所示。该装配设备主要由视觉模块、作业模块和工作台模块组成。其操作部位主要由零件操作装置和三维精密位移平台组成,零件操作装置用于实现待装配零件的拾取和释放以及装配过程中的力反馈控制,三维精密位移平台为零件操作装置提供三维空间运动。视觉测量模块主要用于实现装配零件定位信息反馈。作业工作台模块主要为整个磁钢组件装配提供作业空间。最终随机选取零件进行装配试验,装配后两零件的圆心偏心误差位于 10μm 以内,并且与人工相比在效率上有一定提升。
1.2 微型夹钳研究现状
微型夹钳作为一种典型的微执行器,在微小零件的精密加工、微装配、生物医学领域都有广泛的应用[20-21].目前按照微小零件的夹持方式,微型夹钳大体上可以分为接触式和非接触式两大类[22].微操作过程中接触式微型夹钳与被操作微小零件直接接触,通过相互接触作用力完成对微小零件的拾取与放置。非接触式微型夹钳在操作过程中,不与被夹持微小零件接触,一般通过施加超声压力、激光压力等方式操作被夹持物体。
(1)接触式微型夹钳接触式微型夹钳按夹持原理可分为:机械式夹钳和吸附式夹钳[23].机械式夹钳主要由夹钳和驱动单元组成,该种夹钳的夹持原理与宏观夹钳相似,主要利用摩擦力作用或形封闭原理,对被操作物体实施夹持。根据驱动原理的不同大致可以分为压电陶瓷驱动、气动式、形状记忆合金(SMA)、静电力驱动、直线电机驱动、机械驱动、电热驱动、电磁力驱动等微型夹钳[24].吸附式微型夹钳利用微型夹钳与被操作物体间的接触吸附力进行微操作,根据吸附力产生的原理,将其划分为真空、液滴等吸附式夹钳。
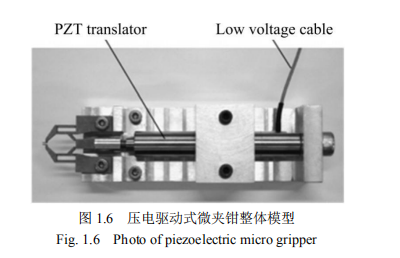
①压电式微型夹钳压电材料是微机电系统设计中常用的一种材料。与其他材料相比,压电材料具有响应频率高、驱动力大、功耗低且无摩擦的优点。但是普通的压电材料也有一定缺点,比如输出位移较小、输出位移形式单一,具有迟滞性和蠕变性等[25].在应用中常需要对压电陶瓷输出的位移进行放大,以满足对实际位移量的需求,但采取这种措施势必会增大微型夹钳结构的复杂程度[26].
图 1.6 为压电驱动式微夹钳[27],该微型夹钳主要由压电陶瓷、支撑板、柔性位移放大机构、夹指等组成。其中柔性位移放大机构使驱动器末端位移放大 3 倍,夹指的行程可达 170μm.最后通过试验证明该夹钳能够实现对微小齿轮的夹持与释放。
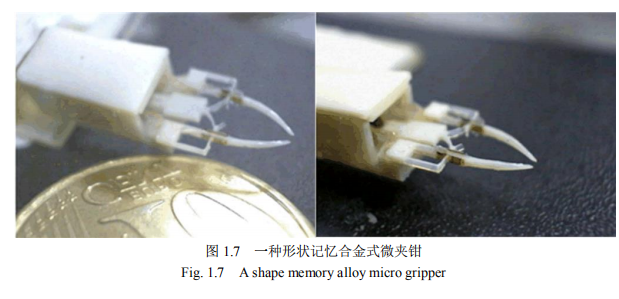
②形状记忆合金驱动式微夹钳形状记忆合金(SMA)作为一种功能性材料,具备特殊的相变机理,在不同的温度范围下能够维持稳定状态,经过热处理和记忆训练后,能够保持对原有形状的记忆能力[28].图 1.7 为采用形状记忆合金线进行驱动的微夹钳[29],该微型夹钳采用聚合物成型的方法完成制造,微型夹钳中的铰链采用柔性关节结构。实际使用时形状记忆合金线通电收缩驱动两夹爪闭合,完成对被操作物体的夹持;断电冷却后,依靠柔性铰链和形状记忆合金线的恢复力使夹爪张开,释放微小零件。夹爪开合量最大为 177μm.
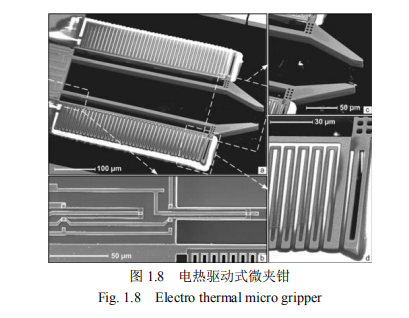
③电热驱动式微夹钳电热驱动式微夹钳的优点主要是结构紧凑、控制简单、输出力较大、易于集成,但钳口温度易受驱动器影响,响应速度一般,且几何形状较复杂。图 1.8 所示为一种硅-聚合物电热驱动式微夹钳[30],该夹钳上集成了压阻式悬臂梁力传感器,实现夹爪位移和夹持力的监测,最小可检测位移和力分别估计为 1nm 和 770nN.
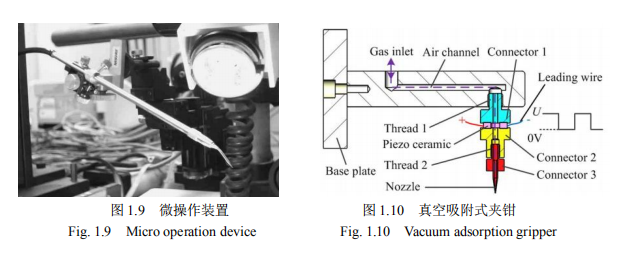
④真空吸附式微夹钳真空吸附微夹钳是利用真空发生器产生负压吸附力完成对微小零件的吸附操作。这种微操作方法的优点是原理简单、方法成熟、性能稳定、操作效率较高,因此真空吸附微夹钳具有很广泛的应用[31].真空吸附夹钳可以对不同形状、大小、表面质量及材料的微型零件进行操作,目前,真空吸附夹钳主要用于易碎物体的操作。
国内黄心汉等人[32]开发了一套基于真空吸附式微夹持器的微操作装置,如图 1.9 所示。由实验结果可知,该装置可以很好地对直径为 200μm~800μm 的球状物体进行微操作。哈尔滨工业大学的荣伟彬等人[33]设计了一种集成了振动模块的真空吸附式夹钳,如图 1.10 所示,并指出可利用振动的方式使零件克服粘附力,完成顺利释放。在建立了粘附力模型的基础上,通过仿真的方式验证了该方法的可行性,最后利用球状聚苯乙烯进行了操作实验。实验结果表明,该夹钳可顺利释放半径为 35~100μm 的球状聚苯乙烯零件,且释放的位置误差为 4.5±0.5μm.
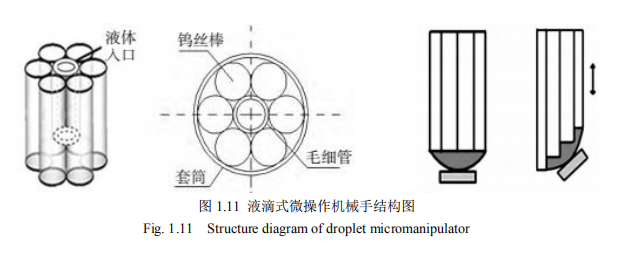
⑤液滴吸附式微夹钳华南理工大学[34]研制了一种可以实现微小零件姿态调整的微操作液滴机械手,如图1.11 所示。该液滴机械手主要由一根毛细微管和围绕在其周围的 6 根钨丝微棒组成,钨丝微棒的直径约为 0.3mm~1.0mm.在微操作过程中,首先将液体注入到毛细微管内,流经钨丝棒围成的中心区域,最终在 6 根钨丝的末端端面形成液滴;通过控制 6 根钨丝上下移动,来改变机械手末端液滴的形态,从而实现对被拾取微小零件姿态的控制。
(2)非接触式微型夹钳①光诱导介电泳镊Hoeb 等人[35]研究了一种光诱导介电泳镊,其工作原理是:光敏材料在光照射下电异率升高,引起电势分布变化,产生分布不均的电场,从而产生介电力,如图 1.12 所示。
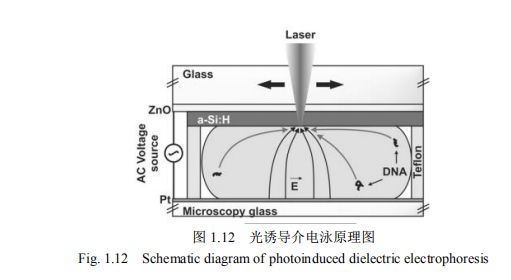
利用产生的介电力,对被操作物体进行作业。
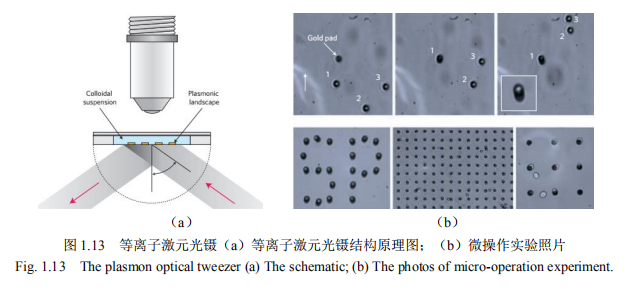
②等离子激元光镊随着被操作物尺寸的减小,光梯度力急剧减小,为了维持操作能力,可提高激光能量或进一步聚焦,但效果不理想。针对这个问题,Juan 等人[36]提出基于等离子激元的光镊。图 1.13(a)为等离子激元光镊结构原理图。图 1.13(b)为等离子激元光镊的微操作实验照片。
1.3 装配系统中夹具研究现状
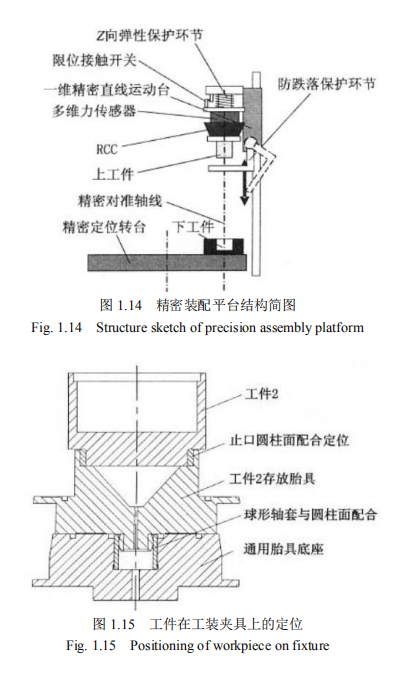
杨志甫等研究的精密止口自动装配系统[37]如图 1.14 所示。该系统主要用于实现两个薄壁壳件的自动扣合装配,且配合间隙要求为 0.01mm~0.06mm.因为待装配的工件壁薄易碎,采用传统螺栓夹紧可能引起工件的应力变形,影响定位锁紧精度。所以这里的工装夹具主要使用真空吸附的方式,部分是气动定位锁紧,对锁紧力的大小实现了柔性控制。其定位锁紧后,定位精度可达 0.01mm.工件在工装夹具上的定位如图 1.15 所示。
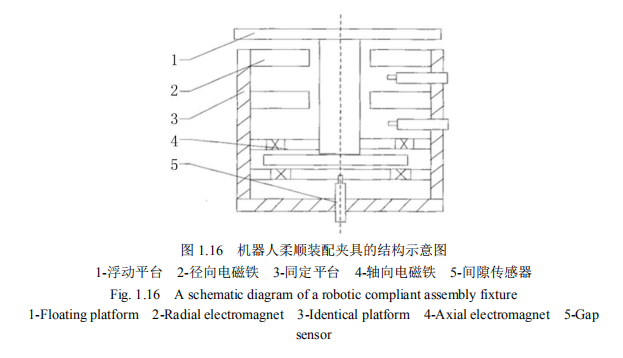
华南理工大学颜波等[38]研究了一种机器人柔顺装配夹具及其装配系统。装配夹具的结构示意图如图 1.16 所示。文中利用程序控制带有装配力和力矩检测的 6 自由度的操作机器人和主动柔性夹具来实现轴孔装配实验,实验结果表明通过控制各电磁铁的电流即可控制夹具的柔顺,验证了研究的柔顺夹具能够很好地解决装配中的误差问题。
哈尔滨工业大学荣伟彬等人[39]研制了用于 MEMS 传感器批量制造的微装配系统。
装配系统主要由显微视觉模块、柔性双机械手模块、精密定位模块、加热模块、键和夹具模块以及物流模块等其他模块组成。夹具模块实现气动控制气压缸推杆的往复运动,实现被装配芯片的移动并高精度的定位。Adano F 等[40]研制了一种浮动式柔顺夹具,该夹具在平面上的移动由两个电磁铁驱动,通过调整电磁铁的电流相位来随机地调整轴孔中心的相对位置。Asada[41]、Kong 和 Ceglarek[42]均提出了基于机器人机构的可重构柔性夹具。
1.4 课题背景及来源
随着微型机电产品不断的微型化、复杂化和集成化,以及其在航空航天、医疗、生物工程等领域的普遍应用,现有的微小零件加工技术难以满足其生产需求,因此需要通过不同部件组装的方式来完成加工[43].人工装配作为一种手段,在过去一直应用到微小零件的加工生产中,但其对人工的技能要求较高且装配效率较低。微小型零件自动装配系统采用电机驱动的导轨带动操作装置实现微小零件的拾取和放置,重复定位精度较人工装配高;同时利用机器视觉和力传感等技术监控作业过程,对过程参数进行检测,实现零件的准确拾取并避免零件上的敏感结构在作业过程中损坏,达到理想的装配精度和装配效率。
微型夹钳作为装配系统的末端执行器,用于完成对微小零件的拾取与放置,并完成特定的装配动作。微夹钳在微小零件的精密加工、微装配等领域都有广泛的应用,其性能会直接影响整个装配系统的准确性、可靠性和高效性[44-46].而正确设计并合理使用夹具,是保证生产质量和提高生产效率,从而降低成本的重要环节之一。
本文主要针对微小零件装配系统的零件操作装置和自动锁紧夹具进行设计。由于待操作零件具有轻、薄、脆的特性,因此对零件的操作装置和操作力提出较高的要求。为保证装配过程中和装配后零件的精确位姿,需要设计合理的装配夹具结构,实现零件在装配过程中的准确定位和装配后组件的自动锁紧。
1.5 课题目标和研究内容
本课题针对某加速度计摆片组件装配过程中多个微小零件的精密操作、定位和装配完成后组件自动锁紧的难题,分析待装配零件,并根据其特征设计合理的微小零件操作装置,实现对待装配零件的准确操作;针对零件的装配方案以及零件定位特征,设计合理的装配夹具,保证装配过程零件的准确定位和装配后组件的自动锁紧。
针对以上目标,论文开展如下研究工作:
(1)根据多个待装配零件特征,设计合理的装配方案,完成操作系统的整体框架设计。根据待操作零件形状和特征以及各零件间配合精度要求,对位移驱动平台、力传感器等硬件进行选型。
(2)分析待装配零件特征,针对 4 个不同特征零件操作的需求,设计集成式夹钳,其中包括 3 种末端夹钳,线圈吸附夹钳、垫块吸附夹钳、摆片吸附夹钳和压紧架拾取夹钳。针对三种末端设计驱动气路和控制电路。针对集成式夹钳专一性较高的问题,进行扩展性研究,设计一种可换接式夹钳及用于夹钳换接的电磁式换接装置,利用电磁吸附力的作用完成对末端夹钳的换接任务。
(3)设计零件操作装置结构,实现对集成式夹钳的可靠安装。操作装置中设计刚性单元以减少由夹钳末端受力或装置自身重力导致的结构变形;柔性单元的设计既能够减轻操作装置的重量,又能够在零件的操作过程中利用自身的柔顺性减小夹钳对微小零件的作用力,避免微小零件在拾取时受损。
(4)根据零件定位特征和装配方案,设计合理的自动锁紧夹具。通过夹具中定位单元保证装配过程中零件的准确定位,通过夹具中自动压紧结构实现零件装配后的自动锁紧;并制定夹具的自动锁紧流程。
2 摆组件待装配零件分析与装配系统组成
2.1 待装配零件分析
2.1.1 待装配零件特征
2.1.2 零件装配难点
2.2 自动装配系统主要组成模块
2.2.1 视觉模块
2.2.2 装配作业模块
2.2.3 作业工作台模块
2.2.4 上料平台模块
2.3 本章小结
3 零件操作夹钳
3.1 夹钳选择
3.2 基于真空吸附的零件受力模型
3.3 集成式夹钳
3.3.1 集成式夹钳结构
3.3.2 夹钳驱动原理及控制
3.4 可换接式夹钳
3.4.1 可换接式夹钳结构
3.4.2 夹钳驱动原理及控制
3.4.3 夹钳换接
3.5 本章小结
4 零件操作装置
4.1 零件操作装置设计
4.1.1 装置结构组成
4.1.2 装置有限元分析
4.2 接触力控制单元
4.2.1 接触力控制单元组成
4.2.2 力传感器标定
4.3 零件操作实验
4.4 本章小结
5 自动锁紧夹具
5.1 零件装配方案
5.2 自动锁紧夹具设计
5.2.1 夹具设计基本要求
5.2.2 夹具结构组成
5.2.3 夹具固定
5.3 夹具自动锁紧流程
5.4 本章小结
结 论
本文针对加速度计中摆片组件装配过程中的难点,查阅相关文献,并根据摆片组件中各零件特征设计了装配系统的零件操作装置。针对摆片组件中不同形状、尺寸的零件,研制了集成式夹钳作为零件操作装置的末端执行器,在装配过程中实现对待操作零件的精确拾取和放置。制定装配方案,根据装配方案和零件特征设计了自动锁紧夹具,保证装配过程中零件的准确定位和装配后组件的自动锁紧固定。论文工作主要包含以下几个方面:
(1)分析待装配零件特征,针对 4 个不同特征零件操作的需求,设计了集成式夹钳,其中包括 3 种末端夹钳,线圈吸附夹钳、垫块吸附夹钳、摆片吸附夹钳和压紧架拾取夹钳。针对三种末端设计驱动气路和控制电路。但该集成式夹钳的专一性较高,当待装配零件发生较大改变时就难以继续使用;针对这个问题,进行扩展性研究,设计一种可换接式夹钳,设计了一种用于夹钳换接的电磁式换接装置,利用电磁吸附力的作用完成对末端夹钳的换接任务。 (2)设计零件操作装置的整体结构,结构中既有柔性单元,又具备刚性单元。柔性单元既能减轻零件操作装置的重量,又使操作装置具备一定的柔性。刚性单元减小了零件操作装置的受力变形,提高零件操作装置的系统高度。设计了接触力控制单元,保证零件操作装置对零件施加的接触力控制在合理的范围内,防止零件在装配过程中损坏。
获得力传感器电压示数与夹钳受力之间的对应关系,完成对力传感器的标定。利用零件操作装置完成对线圈和垫块的拾取、搬运和释放操作,验证夹钳的可靠性。
(3)根据待装配零件的外形、尺寸特征,制定了零件装配方案;根据装配方案,提出本文装配系统夹具设计的基本要求,在此基础上设计了自动锁紧夹具的整体结构和夹具的固定结构,并制定夹具自动锁紧流程。
今后的工作展望如下:
(1)装配系统增加自动上下料模块,使整个装配过程完全实现自动化,进一步提高装配质量和精度。
(2)根据装配方案以及装配系统的构成,规划合理的装配路径,提高微小零件的装配效率。
参 考 文 献
[1] 尹周平, 熊有伦。 微装配技术的研究进展及其展望[J]. 半导体技术, 2004, 29(5):6-9.
[2] 王化明。 智能制造中的微操作/微装配系统基础技术研究[D].南京:南京航空航天大学, 2005.
[3] 王晓东, 宋洪侠, J.Hesselbach. 德国微装配技术研究的几个方向[J]. 机械制造, 2002,40(9):13-15.
[4] 张习文。 微小型加速度计的精密装配及影响性能的因素研究[D].大连:大连理工大学, 2013.
[5] Kratochvil B E, Yesin K B, Hess V. Design of a visually guided 6 DOF micromanipulatorsystem for 3D assembly of hybrid MEMS[C]. Proceedings of the 4th International Workshopon Microfactories, Shanghai: INFOSCIENCE, 2004.
[6] Probst M, Flückiger M, Panè S, et al. Manufacturing of a hybrid acoustic transmitterusing an advanced microassembly system[J]. IEEE transactions on industrial electronics,2009, 56(7):2657-2666.
[7] Probst M, Borer R, Nelson B J. A microassembly system for manufacturing hybrid MEMS[C].12th IFTOMM World Congress, Besancon: 4M, 2007.
[8] Robert B. Assembly of 3D micro-components: a review of recent research[J]. AssemblyAutomation, 2011, 31(4):309-314.
[9] Probst M, Hürzeler C, Borer R, et al. A microassembly system for the flexible assemblyof hybrid robotic mems devices[J]. International Journal of Optomechatronics, 2009,3:69-90.
[10]Anis Y H, Mills J K, and Cleghorn W L, "Automated Micro-assembly Task Execution usingVision-based Feedback Control". 2007 IEEE International Conference on InformationAcquisition[C], Seogwipo-si, South Korea, pp 476-481, 2007.
[11]Wang L.D., Lu R., Mills J. K., and Cleghorn W. L., "Automatic 3D joining inMicro-assembly" [A]. Proceedings of the 2007 International Conference on InformationAcquisition, Seogwipo-si, South Korea, Papers 292-297 (2007)。
[12]Chu H K, Mills J K, Cleghorn W L. Parallel microassembly with a robotic manipulationsystem[J]. Journal of Micromechanics & Microengineering, 2010, 20(12): 125027 - 125039(13)。
[13]赵玮。 面向生物工程的微操作机器人系统的控制[D].北京:北京航空航天大学, 2001.
[14]曹长江。 基于毫米级微型机器人的微装配系统研究[D].上海:上海交通大学, 2001.
[15]卢桂章, 张建勋, 赵新。 面向生物工程实验的微操作机器人[J]. 南开大学学报(自然科学版),1999, 32(3):42-46.
[16]王立鼎, 刘冲。 微机电系统科学与技术发展趋势[J]. 大连理工大学学报, 2000, 40(5): 505-508.
[17]李海鹏,邢登鹏,张正涛,等。 宏微结合的多机械手微装配机器人系统[J]. 机器人。 2015(01):35-42.
[18]王坚宁。 激光陀螺腔体抖动轮自动装配系统关键技术研究[D].哈尔滨:哈尔滨工业大学, 2016.
[19]郝彪。 微小型加速度计磁钢组件自动装配设备研制[D].大连:大连理工大学, 2016.
[20]Kim C J, Pisano A P, Muller R S. Silicon-processed overhanging microgripper[J].Microelectromechanical Systems Journal of, 1992, 1(1):31-36.
[21]张培玉, 武国英, 郝一龙,等。 微夹钳研究的进展与展望[J]. 光学精密工程, 2000,8(3):292-296.
[22]张然。 电热驱动 SU-8 微夹钳的相关问题研究[D].大连:大连理工大学, 2013.
[23]沈飞, 徐德, 唐永建,等。 微操作/微装配中微力觉的测量与控制技术研究现状综述[J]. 自动化学报, 2014, 40(5):785-797.
[24]Duc T C, Lau G, Creemer J F, Sarro P M. Electrothermal microgripper with large jawdisplacement and integrated force sensors. Journal of MicroelectromechanicalSystems,2008, 17(6): 1546?1555.
[25]张文博。 基于压电叠堆的微动扫描平台控制器研制[D].大连:大连理工大学, 2016.
[26]崔艳梅,刘向锋,高志。大位移压电陶瓷驱动器的设计与试验[J]. 功能材料与器件学报, 2007,13(6):507-511.
[27]Nah S K, Zhong Z W. A microgripper using piezoelectric actuation for micro-objectmanipulation[J]. Sensors & Actuators A Physical, 2007, 133(1):218-224.
[28]李勇。 微夹持理论与系统的研究[D].北京:清华大学, 2002.
[29]Houston K, Eder C, Sieber A, et al. Polymer sensorised microgrippers using SMAactuation[C]// IEEE International Conference on Robotics and Automation. IEEE,2007:820-825.
[30]Duc T C, Lau G K, Creemer J F, et al. Electrothermal Microgripper With Large JawDisplacement and Integrated Force Sensors[J]. Journal of MicroelectromechanicalSystems, 2008, 17(6):1546-1555.
[31]蔡建华。 新型微夹钳技术研究[D].武汉:华中科技大学, 2006.
[32]Huang X, Chang L, Wang M. An automatic vacuum microgripper[C]// Intelligent Controland Automation. IEEE, 2010:5528-5532.
[33]Rong W, Fan Z, Wang L, et al. A vacuum microgripping tool with integrated vibrationreleasing capability[J]. Review of Scientific Instruments, 2014, 85(8):085002-217.
[34]张勤, 刘俊, 黄维军,等。 液滴机械手的数值仿真与试验研究[J]. 哈尔滨工业大学学报, 2014,46(1):97-103.
[35]Hoeb M, R?dler J O, Klein S, et al. Light-Induced Dielectrophoretic Manipulation ofDNA[J]. Biophysical Journal, 2007, 93(3):1032-1038.
[36]Juan M L, Righini M, Quidant R. Plasmon nano-optical tweezers[J]. Nature Photonics,2011, 5(6):349.
[37]杨志甫, 杨辉, 杨银刚,等。 精密止口自动装配的设计与实现[J]. 组合机床与自动化加工技术,2005(9):90-92.
[38]张铁, 谢存禧, 邵明。 磁悬浮伺服的机器人装配夹具柔顺性分析[J]. 机械科学与技术, 2001,20(3):410-412.
[39]荣伟彬, 谢晖, 孙立宁。 用于 MEMS 传感器批量制造的微装配系统[C]// 中国微米/纳米技术学术年会。 2006.
[40]Badano F, Betemps M, Jutard T R A. Robotic Assembly by Slight Random Movements[J].Robotica, 1991, 9(1):23-29.
[41]Asada H, By A. Kinematic analysis of workpart fixturing for flexible assembly withautomatically reconfigurable fixtures[J]. Robotics & Automation IEEE Journal of, 1985,1(2):86-94.
[42]Kong Z, Ceglarek D. Fixture workspace synthesis for reconfigurable assembly usingprocrustes-based pairwise configuration optimization[J]. Journal of ManufacturingSystems, 2006, 25(1):25-38.
[43]Xie H, Régnier S. Three-dimensional automated micromanipulation using a nanotip gripperwith multi-feedback[J]. Journal of Micromechanics & Microengineering, 2009,19(7):75009-75009.
[44]Tsui K, Geisberger A A, Matt Ellis, and Skidmore G D. Micromachined end-effector andtechniques for directed MEMS assembly [J]. Journal of Micromechanics andMicroengineering,April 2004, 14(4): 542-549.
[45]刘静。操纵微小世界的工具-微/纳米镊的研究与应用 [J].微纳电子技术,2005,42(3):
97-122. [46]Gursel Alici and Nam N Huynh. Performance quantification of conducting polymeractuators for real applications: a microgripping system [J]. Transactions onMechatronics, February 2007,12(1)。
[47]王晓东,刘冲,王立鼎。微型夹钳的最新研究[J].功能材料与器件学报,2004(01):1-8.
[48]付国义。 面向亚毫米器件操作的真空吸附式作业工具的研制[D].哈尔滨:哈尔滨工业大学,2007.
[49]冯耀国。一体化应变式测压器设计与校准技术研究[D].太原: 中北大学,2008.
致 谢
三年的研究生学习即将结束,在这由衷感谢我的导师王晓东教授对我栽培和指导,王老师在课题上了给我了大量的指导与建议。为我完成论文指明了方向。老师严谨的学风、博学的知识、谦虚的态度,对我的个人思想和课题都带来的很深刻的影响,我不仅仅从王老师身上学到知识,更学会做事的态度,这都是我宝贵的财富,我坚信王老师在今后科研事业中会为国家制造业做出更大的贡献。
同时感谢教研室的罗怡教授在我研究生阶段对我科研上的指导和生活中的关心,罗老师在教授我们知识的同时又给了我们许多生活上的帮助,亦师亦友,教学相长。在此祝罗老师工作顺利,家庭幸福!
同时感谢教研室博士生师兄李聪明、阮冶、王兴远和朱平对我的帮助,帮助我解决科研工作中的难题,让我受益匪浅。特别感谢李聪明师兄在程序对我的帮助,祝你顺利取得博士学位。感谢教研室已经毕业的师兄师姐张青青、郭彩、李志欣、李思迪,在平时学习和生活上对我的帮助。感谢教研室同级的黄奕欣、李凯、王伟、于子程、张梦迪、乔晓旭、管亮是你们陪我度过了研究生美好的三年。感谢师弟师妹牛文婷、于小丽、陈晓艺、金仕亚、孙升升、甲宸,你们的陪伴使我的研究生生活更加丰富多彩!
更要感谢我的父母,对我养育之恩和谆谆教诲,是你们不辞辛苦,任劳任怨和以身作则,让我有幸求学至此,你们的付出是我今后生活和工作不竭动力!感谢我的女朋友,正因为有你的陪伴,才让我懂得生活的美好和快乐。
感谢在百忙之中评阅论文和参加答辩的各位专家、教授!
(如您需要查看本篇毕业设计全文,请您联系客服索取)