24小时论文定制热线
24小时论文定制热线
摘 要
随着现代制造技术的不断发展,器件和产品不断地微小型化,其制造过程中毫米级尺度、微米级精度的装配需求越来越多。航空、航天等领域应用的加速度计等精密微小器件的性能和批量要求不断提高,传统的手工及半自动化装配方式已经无法满足生产需求,因此,提高装配的自动化程度,开发高效、稳定、可靠的全自动微装配系统,成为产品质量提高、满足批量生产需求的重要途径。
本文针对某型号微小加速度计的组件,研究实现其组成零件的全自动装配相关技术。
针对装配中多个微小零件的精密操作、装配过程中的自动锁紧、装配前零件自动上料和装配后组件的下料进行了研究,设计了 WXJJ-BZJ-02 型微装配系统设备的结构,开发了装配设备的控制软件,对装配设备进行了标定,并进行了装配实验。
WXJJ-BZJ-02 型自动精密装配系统由自动上下料模块、视觉模块、装配作业模块、作业工作台模块和上料平台模块五个模块组成。自动上下料模块用来实现与生产线物料的交互,保证了装配过程的连续性,同时实现了装配的全自动化。上料平台模块为装配前的零件提供固定平台。视觉模块用于监测装配过程同时采集零件图像,辅助实现装配任务。装配作业模块用来实现对微小零件的稳定拾取和释放功能,设计了一套集成式夹钳,选用基于真空吸附的方式实现对不同微小零件的操作,同时通过在机械臂单元上嵌入微力传感器,实现了对装配过程装配力大小的实时控制,有效的防止了微小零件由于受力过大而被损坏。装配平台模块为零件装配提供作业空间,针对微小零件装配后需要锁紧的要求,设计了一套自动锁紧夹具,可实现微小零件的自动锁紧,避免了人工干预。
基于模块化思想设计了分层软件框架,交互层主要用于显示装配过程信息,同时允许输入指令。任务层实现装配流程的划分,把任务以消息的形式发给逻辑层。逻辑层负责接收任务层分解后的消息,将针对硬件的消息发给行为层,同时接受行为层反馈的信息。行为层是直接控制硬件的程序层。层与层之间通过接口实现通信,上层通过接口控制下层,下层通过接口将信息反馈给上层。针对零件装配精度要求和装配顺序,设计了装配流程,实现了装配任务的细分,最后根据控制软件框架和装配流程编写了控制软件。
最后,对系统误差进行了分析,主要包括视觉测量装置安装误差和各模块运动部件安装误差。以系统硬件为基础建立误差补偿模型,并通过标定实验补偿误差,提高了系统的装配精度。同时进行了装配实验,表明该系统能够实现预定精度的装配任务。
关键词:精密自动装配;微小装配;自动上下料;自动锁紧夹具;装配控制软件
Abstract
With the continuous development of modern manufacturing technology, devices and products are continuously miniaturized, and the assembly requirements of millimeter scale and micron precision are increasing in the manufacturing process. The performance and batch requirements of precision micro-devices such as accelerometers used in aviation, aerospace, and other fields are constantly improving. Traditional manual and semi-automated assembly methods are no longer sufficient for production needs, therefore, improving the automation of assembly and developing an efficient, stable and reliable fully automatic micro-assembly system has become an important way to improve product quality and meet the needs of mass production.
This paper studies the fully automatic assembly technology of micro-accuracy accelerometer components. This research includes the precise operation of multiple small parts in the assembly, the automatic locking during the assembly process, the automatic loading of the parts before assembly and the automatic unloading after the assembly is completed. The structure of the WXJJ-BZJ-02 micro-assembly system equipment was designed, the control software of the assembly equipment was developed, the assembly equipment was calibrated, and the assembly experiment was carried out.
The WXJJ-BZJ-02 automatic precision assembly system consists of five modules:
automatic loading and unloading module, vision module, assembly operation module, work table module and loading platform module. The automatic loading and unloading module is used to realize the interaction with the material of the production line, which ensures the continuity of the assembly process and realizes the full automation of the assembly. The loading platform module provides a fixed platform for the parts before assembly. The vision module is used to monitor the assembly process while acquiring part images to aid in assembly tasks. The assembly operation module is used to realize the stable picking and releasing function for small parts. An integrated clamp is designed, and the operation of different small parts is realized by vacuum adsorption, and the micro force sensor is
embedded on the mechanical arm unit. Real-time control of the assembly force of the assembly process is realized, and the micro-parts are effectively prevented from being damaged due to excessive force. The assembly platform module provides working space for parts assembly. For the requirement of locking and fixing after the assembly of small parts, an automatic locking fixture is developed independently, which can realize automatic locking of small parts and avoid manual intervention.
Based on the modular idea, a layered software framework is designed, which pides the assembly software into interaction layer, task layer, logic layer and behavior layer. The interaction layer is mainly used to display the assembly process information while allowing input of instructions. The task layer pides the assembly process and sends the task to the logical layer in the form of a message. The logic layer is mainly responsible for receiving the message after the task layer is decomposed, and sending the assembly message for the hardware to the behavior layer, and also receiving the information fed back by the behavior layer. The behavior layer is the program layer that directly controls the hardware. Each layer performs its own tasks, and the layers communicate with each other through interfaces. The upper layer controls the lower layer through the interface, and the lower layer feeds information back to the upper layer through the interface. According to the assembly precision requirements and assembly sequence of parts, the assembly process was designed, and the subpision of assembly tasks was realized. Finally, the control software was written according to the control software framework and assembly process.
Finally, the error caused by the system hardware installation is analyzed, including the installation error of the visual measuring device and the installation error of the moving parts of each module. Based on the system hardware, the error compensation model is established, and the calibration error is compensated by the calibration experiment, which improves the assembly precision of the system. The assembly experiment was carried out, and the results show that the system can achieve the assembly task with predetermined precision.
Key Words: Precision automatic assembly; Micro assembly; Automatic loading and unloading; Automatic locking fixture; Assembly control software
目 录
1 绪论
1.1 课题研究背景和来源
装配是指根据连接要求将零件组装起来,是产品制造过程中的关键部分。通过统计,装配的工作量占产品研制工作量的一半,同时产品的装配质量也影响着产品的性能。长期以来,装配劳动力大、装配效率低使得装配成为产品生产中的薄弱环节之一,因此,提高装配过程的效率和装配后产品的质量具有非常重要的意义。由于工业产品不断发展,其形状越来越复杂,质量越来越轻便且目前产品采用光机电一体化技术的趋势程度越来越高,因此对装配后性能要求越来越高、装调的难度也越来越大。
目前加速度计的装配主要通过人工装配和半自动装配设备装配[1],人工装配是通过显微镜和镊子来实现微小零件的装配,存在装配效率低、装配一致性差等缺点,半自动装配设备是通过装配设备实现微小零件的装配过程,但是装配前的上料任务和装配后组件的锁紧和锁紧后的下料任务仍然需要人工干预,其效率相对于人工装配提高了装配效率和装配的一致性。本课题涉及的加速度计尺寸、形状不一,关键尺寸为几百微米,且装配完成后为保证零件位置不发生偏移需要进行锁紧,增加了装配难度。
针对这一问题,研制了开发自动化装配设备,解决了半自动装配设备和人工装配设备装配带来的一致性差、效率低和需要人工干预的缺点,整个装配过程全自动化,提高装配效率并达到装配精度要求。
本文由国家部委基础科研计划重大项目(编号:JCYK2016205A003)和中国航空工业集团公司西安飞行自动控制研究所委托项目资助完成,特此感谢!
1.2 微小装配研究现状
1.2.1 微小装配研究现状
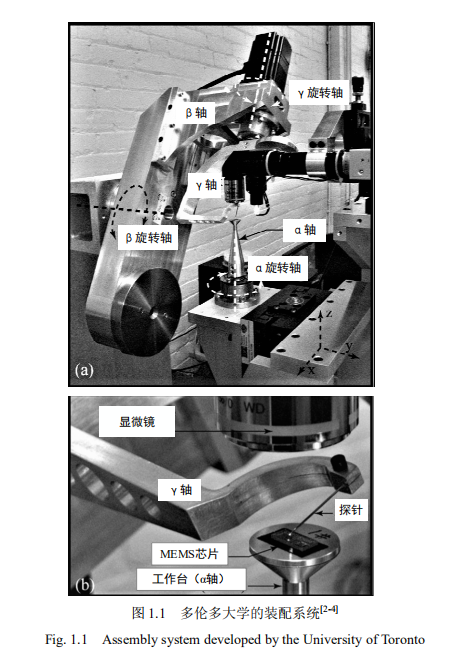
(1)多伦多大学的微装配机器人如图 1.1 所示,针对工件设计的微装配机器人包括两大部分:一个 4 自由度可动平台和两自由度的工作臂,工作平台可以沿 X、Y、Z 三轴移动且能绕 α 轴旋转,工作臂可以绕 β 轴和 γ 轴旋转,平台和工作臂的运动通过 6 个步进电机驱动[2-4].微型工件放在工作台上,微夹钳通过胶粘结固定在工作臂上,由于系统自由度较高因此装配比较灵活能够实现比较复杂的动作,且装配过程中采用视觉检测来反馈装配过程状态。实验证明该装配系统的线性移动装配精度可达 0.2μm,旋转精度可达 0.072°。
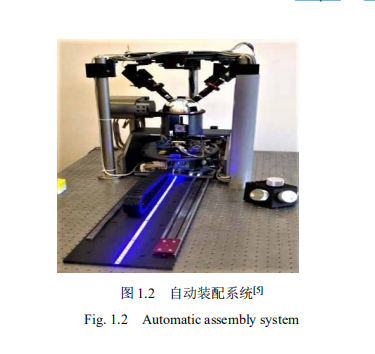
(2) 瑞士联邦理工大学研制的微小装配机器人针对微小装配问题的研究,瑞士联邦理工大学研制了"Micro-assembly ststemV2"系统。如图 1.2 所示,系统包括平台、夹持机械手和三个相机组成。平台和夹持机械手共有 6 个自由度,平台具有四个自由度,能够实现沿 X、Y、Z 三个轴的移动和绕 z 轴的旋转运动,其运动分辨率为 0.04?m.视觉系统含有三个相机同时具有 3 个 LED 光源为其提供不同的照明。夹持机械手具有两个自由度,且有两种形式的夹钳,可以针对不同的场合选择相应的夹钳,两种夹钳分别为镊子式的夹钳和采用静电驱动的集成电容式且包含力反馈感应的 MEMS 夹钳[5].如果被夹持零件的尺寸较小时可以选择静电驱动的微夹钳,该种夹钳最小可以夹持尺寸为 5?m 的零件,如果被夹持零件尺寸较大时可以选择直流电机驱动的机械式夹钳,该种夹钳夹持的零件尺寸为 200μm 到 800μm 之间。
国内对于微小型零件自动化装配的研究起步比较晚,目前国内很多单位已经取得了一些成果[6-7].
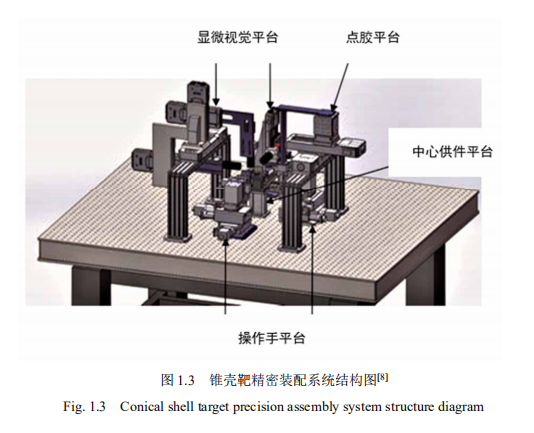
(1)哈尔滨工业大学锥壳靶精密装配系统针对锥壳靶装配这一问题,哈尔滨工业大学研制了一套采用多操作手实现多种零件操作的精密装配系统。如图 1.3 锥壳靶精密装配系统结构图,该装配系统包括辅助装配任务的显微视觉平台、拾取工件的操作手平台、放置工件的中心供件平台和实现工件固定的点胶平台四个模块[8].操作手平台的主要结构为夹持单元,该夹持单元具有三个自由度且能够实现微米级定位精度,该单元由三种零件的操作装置和配套的能实现真空吸附功能的系统组成,末端夹持是根据零件的特征形状设计的。为实现零件装配过程的视觉检测和视觉反馈,该系统的显微视觉测量系统包括两个水平的显微镜和一个竖直的显微镜,两两相交的显微视觉系统能实现零件装配过程中全方位的检测和测量功能。点胶平台是用于零件装配的连接固定。本系统采用 Look-Pick-Look-Placed 的方法实现零件装配,首先显微视觉先对准零件,操作手拾取后运动到装配位置上方,显微视觉对零件的特征进行测量,选取合适的图像处理方法,调整状态后装配,装配完后,点胶平台在零件连接处点胶实现零件的固定连接。实验证明装配的直线误差和角度误差都满足装配要求,与手工装配相对比,在装配精度和装配一致性方面明显提高。该系统具有微小零件装配和微小零件连接两个功能,且针对零件的不同采用不同的末端夹持器,并且将多个末端夹持器采用换接的方式集成在一个机械臂上,集成度较高。装配过程采用两两相交的视觉辅助装配,全方位的视觉监测保障了装配的可靠性,同时机械手操作精度能够达到微米级别,在一定程度上保障了装配精度。但是装配前后没有自动上料功能,没有实现装配的全自动化。
(2) 华中科技大学的微装配机器人系统微装配机器人系统通过分析装配要求设计系统组成,如图 1.4 所示系统主要包括用于拾取零件的微型操作机械手、微夹持器和用于视觉检测的显微视觉三部分。

该系统上位机为工控机,主要用于协调控制、采集并处理图像信息、给下位机传输信号和指令、显示交互界面等,下位机由多轴运动控制器和单片机两部分组成,多轴运动控制器通过 PCI 接口与主机相连,用于控制微型操作手,单片机系统通过 RS232 接口与主机相连实现通信,用于控制微夹持器[9].微型操作手系统包括 3 个操作机械手,左、中、右三个微操作机械手共同协作对零件进行操作,其中左手和右手包括 3 轴微动平台和 3 自由度手腕关节。微夹持器主要用于拾取和释放微零件,本系统微夹持器包括真空吸附式微夹持器和压电双晶片微夹持器两种,微夹持器的控制命令由上位机发出,电磁开关阀通过电信号控制真空吸附式微夹持器的开关,它是通过控制真空气路的通过和截断来控制的[12].压电双晶片微夹持器是给压电双晶片提供合适的驱动电压实现微夹持器的夹取和释放。显微视觉是由正交的显微视觉构成,用于实现装配过程的监控和装配零件的实时测量。该系统集成了不同类型的微型夹持器,针对不同零件采用不同的微型夹持器操作,实现了零件的基本操作,操作过程借助视觉测量完成,在一定程度上实现了自动装配,但是该系统的摆放空间比较杂乱且系统集成度不高。
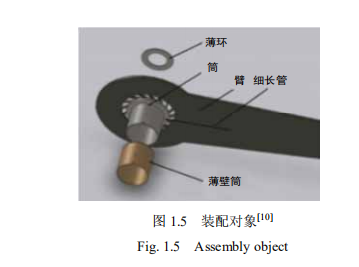
(3) 中国科学院自动化研究所微装配机器人系统为实现如图 1.5 所示装配对象达到微米级别装配精度,研发一套微装配机器人。该微装配系统要实现将薄环套进臂筒中筒的颈部中,薄壁筒按要求的姿态插入臂筒中的筒内,细长管插入到臂筒中的筒壁上的小孔中[10].为实现装配对象的装配,需要解决以下难点,第一个是完成多种形状零件的拾取,图中待装配零件的尺寸数量级不一样,且材料不同;第二个是装配过程要求过盈装配,薄壁筒装配到臂筒组件中的筒内,但是壁筒的外径大于臂筒中筒的内径,因此装配完后不允许发生相对转动。
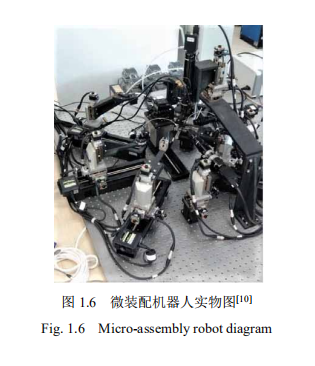
该机器人系统是通过显微视觉控制多个机械手实现装配的微装配机器人系统。如图1.6 所示该系统包括 6 个机械手,机械手都具有大行程的粗动模块和小行程的高精度精调平台,且末端有异型的零件夹持器。且系统具有 3 个显微视觉镜头,相互垂直放置。
由于装配过程中两个零件是过盈装配,因此为防止装配过程中零件受力过大变形,设计上采用了视觉和力相结合的反馈方式。微装配机器人系统在显微视觉和力反馈结合的方法下实现了过盈装配组件±9?m 的装配精度,基本实现了装配要求。系统针对不同的零件设计了不同的机械手,保障了零件的基本操作,但是机械手数量较多,占用空间比较大,集成性低,同时各个模块的空间布置比较杂乱,不适合批量化生产和使用。
1.2.2 微小装配系统
典型结构通过查阅国内外关于微小零件装配系统的实例分析可得,目前微小零件装配系统一般包含以下部分:视觉测量系统、微小零件操作装置、装配控制系统等。
(1)视觉测量系统视觉测量技术是目前装配系统中最常用的辅助装配的方法,视觉装置采集装配过程零件的图像,通过图像处理算法提取图像中零件的特征信息,从而得到理念的位置信息,为下一步的装配提供数据[11].典型的视觉装置包括工业相机、镜头和光源,在进行测量时不直接接触零件,是一种非接触测量手段,不会对零件造成破坏。具有采集速度快、精度高、噪音小、稳定性和适应性好等优点。
随着装配任务的多样化、复杂化发展,视觉测量系统也有了一定发展,许多装配设备采用了立体视觉、视觉引导[12]以及视觉伺服控制系统。
(2)微小零件操作系统微小零件操作系统主要完成微小零件的拾取、移动、调整和装配等工作,作为装配的直接执行机构,其性能直接关系装配质量。零件操作系统一般由微夹持器、精密运动模块、装配状态控制模块三部分组成。
微型夹持器是微小装配系统中操作模块的末端执行机构,保证零件的稳定拾取和释放是装配的基础。目前的微小型零件质量更轻、质地更脆、黏附力更大,因此为实现零件的稳定拾取和释放且不损坏零件,微夹持器的研究对于微装配系统来说具有重要的意义[13].
目前微夹持器根据原理不同主要分为压电式、静电式、形状记忆合金式、电磁式和真空吸附式。由于其原理不同因此适用于不同的零件的和场合。
压电式微夹持器主要是利用压电陶瓷的逆压电效应。逆压电效应是通过对晶体施加电场会使其发生机械变形,撤去电场后变形会随之消失,微夹持器选用该材料就可以通过控制电场产生电场从而使夹持器产生张开和闭合的动作最终实现对零件的夹取[14].
电极间的电荷在电场作用下相互之间会产生吸引力或者排斥力,吸引力和排斥力可以驱动电极发生平移或者旋转运动,静电式微夹持器是利用这一原理对零件实现夹取。
单位质量的静电力和微夹持器尺寸成反比,也就是说微夹持器尺寸越小产生的静电力越大。
利用形状记忆合金的形状记忆效应研制的微夹持器称为形状记忆合金式微夹持器。
通过改变形状记忆合金的温度会使得形状记忆合金产生变形从而产生夹持力。用形状记忆合金制成的微夹持器可以产生很大的变形,但是形状记忆合金受环境温度变化比较大响应的速度比较慢[15].
电磁式微夹持器利用电磁力驱动微夹持器使其产生张开和闭合的动作,产生的位移比较大且响应速度也比较快速,但是零件体积大难以实现微型化。
真空吸附式微夹持器是利用真空吸附原理产生气压实现微小零件拾取和释放。真空吸附式的微夹持器结构紧凑且吸附力易于控制,但是对于零件的要求较高,零件的表面需要比较光滑这样易于真空的形成,且零件的重量比较轻,这样能够提高零件吸附的可靠性,主要适用于表面光滑质量较轻且材料易碎的微小零件的拾取。
微夹钳在执行装配任务的同时,也具有监测零件受力的模块,实现对装配过程装配的控制以保护微小零件,常用的检测方法为微力传感器。当装配力到达设定的阈值后,停止零件操作系统,防止零件变形或破坏[16].
(3)装配控制系统装配控制系统是微小零件装配设备的控制中心,控制设备中运动部件的移动、视觉测量、数据采集等。系统通过人机交互界面实现与操作者的交流,操作者通过控制系统实现对操作过程的控制,同时向操作人员显示当前的装配状态。装配控制系统一般采用工业控制计算机作为主控单元,小型的装配系统也采用 PLC 作为主控单元。
1.2.3 微小装配目前存在的问题
目前微小零件的装配设备已经广泛应用于微装配工作中,在一定程度上解放了人力,且相对于人工装配提高了效率和装配的一致性。随着微制造技术的发展,目前微小零件朝着尺寸更小,结构更复杂更精密的方向发展,因此对于微小装配技术的要求也越来越高,目前主要存在以下几个问题:
(1)交互性差,一个产品的多个零件是不同形状甚至不同材料的,产品在装配过程中还涉及涂胶、焊接等实现零件连接的工序,但是目前的装配设备只能实现几个装配工序,有些还需要人工辅助完成,一个产品的整个装配流程除了采用一个设备完成,有时还需要几个设备协作完成,但是目前装配设备之间的交互和数据共享还未成熟[17]. (2)自动化程序低,目前多数微小零件设备处于半自动化阶段,在装配过程中需要人工干预完成一些任务,如装配前的上料任务和装配后的下料任务。
针对目前微小装配存在的问题,未来系统将朝向更智能化、更小型化、更模块化、实现流水线操作和无人员干涉的方向发展。未来的微小零件自动装配设备具备以下特点:
(1)微装配中心取代单功能的微装配设备,为实现一整套产品的微装配,包括零件装配、胶粘接、微焊接一体化工作,微装配中心集成一系列工艺,实现流水线操作[18].
(2)装配设备全自动化,装配设备在装配之前的上料过程已经按照装配顺序把零件放好,因此上料夹具为零件提供固定位置,之后系统的相机模块可以自动识别当前零件的型号,驱动操作装置拾取并实现装配[18],整个装配的过程不需要人工干预,提高了效率。
1.3 本文的研究目的及主要内容
本文针对装配中多个微小零件的精密无损坏操作问题、装配前后的自动上料和下料问题、装配完成后的自动锁紧问题,进行了研究。分析零件装配特征,针对零件特征选择合适的拾取方式和合理的操作结构,集成式夹钳能稳定拾取和释放微小零件,集成柔性单元保证在操作过程中不会对零件产生损坏;分析装配前后零件上下料的要求,设计能实现自动上下料的结构;根据零件装配后的位置和姿态设计合理的自动锁紧夹具,保证装配后的自动锁紧;根据零件特征制定合理的装配流程并编写装配控制软件。
针对以上内容,本文将展开以下工作内容:
(1)针对装配零件的特征和要求设计自动装配设备的方案,按照需要的功能将设备整体分为几个模块,各个模块之间功能相互独立,但又相互配合共同实现微小零件的自动装配任务。
(2)针对设计的方案,研制一台自动装配设备,实现零件的自动上下料任务、自动装配任务和装配后的自动锁紧任务。针对设计好的方案设计各个模块的结构。根据上下料的作业空间选取合适的运动部件,并根据夹具设计合理的拾取方式实现与生产线的交互。为实现零件操作的稳定性,设计集成式夹钳解决多零件的拾取与释放,保证零件在装配过程中不被损坏,且使其具备装配力检测功能。根据零件大小选择合适的工业数字相机,实现装配过程中图像采集。根据装配后零件的摆放位置和姿态设计自动锁紧夹具,实现零件装配完后的自动锁紧且在锁紧过程中保证零件不会损坏和零件位置姿态不发生偏移。
(3)针对零件装配要求设计软件框架并制定合理的装配策略,采用 C++语言作为编程语言进行软件编写。
(4)为保证装配精度,分析系统存在的误差,建立合理的误差补偿模型进行误差补偿,保证装配精度,并进行装配实验。
2 系统方案设计
2.1 装配任务分析
2.2 设备总体设计
2.2.1 模块功能分析
2.2.2 方案设计
2.3 本章小结
3 自动装配系统设计
3.1 自动上下料模块
3.2 上料平台模块
3.3 视觉模块
3.3.1 精密运动平台
3.3.2 工业数字相机
3.3.3 光源
3.3.4 光学镜头
3.4 装配作业模块
3.4.1 三轴精密运动平台
3.4.2 机械臂结构设计
3.5 作业工作台模块
3.6 系统硬件连接
3.7 本章小结
4 装配控制软件
4.1 装配软件架构
4.2 装配流程
4.3 装配控制软件
4.4 本章小结
5 误差标定及装配实验
5.1 误差标定实验
5.1.1 误差分析与模型建立
5.1.2 误差补偿实验
5.2 装配实验
5.3 本章小结
结 论
本文针对微小型加速度计摆组件自动装配过程中的难点问题,设计了集成式夹钳完成了对多个零件的拾取和释放,设计了自动锁紧夹具实现了装配后组件的自动锁紧,设计了自动上下料模块实现了与生产线之间的交互。并且制定了合理的装配策略及流程,基于模块化的系统架构,设计并编写了具有良好交互界面的自动装配控制程序。经过调试,该设备已交付投入使用。
主要完成了以下工作:
1 根据零件特征和装配要求,研发了 WXJJ-BZJ-02 型自动装配设备。为实现与生产线的物料交互,装配系统中集成了自动上下料模块。该模块主要包括两轴精密位移平台和机械手,机械手与生产线机器人相互配合,实现上料夹具和装配夹具有序交互。夹具拾取与放置基于真空吸附的方式实现,真空气路配置了真空开关用于确保吸附的安全性。
设计了一种柔性机械臂结构,可对不同形状、尺寸的微小零件进行操作。柔性机械臂单元包括集成式夹钳、柔性单元和力传感器。集成式夹钳能够操作多个微小零件,针对零件的特征选取合适的拾取方式。机械臂的柔性单元,由四个弹簧片组成的平行四边形结构,保证机械臂末端执行器与微小零件的柔性接触。机械臂中嵌入力传感器,能够在拾取及释放微小零件时实时检测作用力,从而判断是否接触,防止装配力过大导致零件损坏。
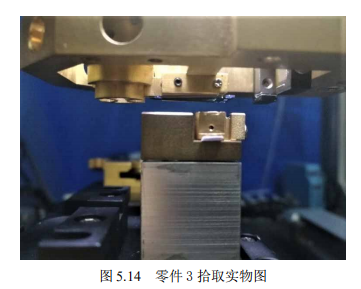
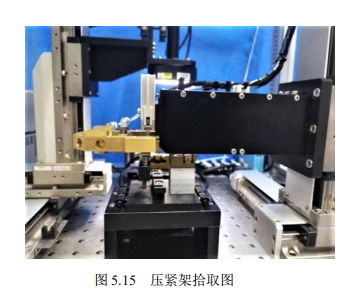
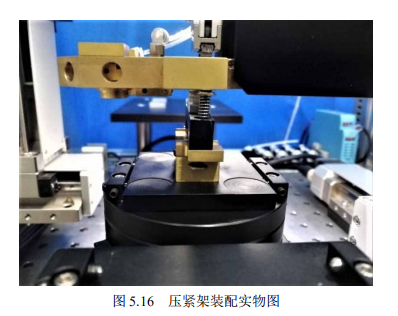
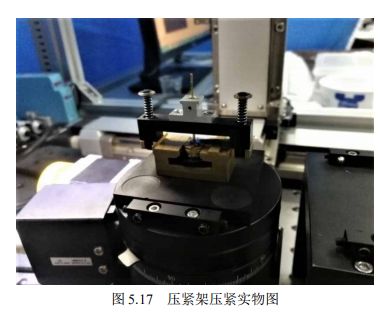
为解决微小零件装配过程中的自动锁紧问题,研发了一套自动锁紧夹具,能够实现零件的柔性装配和装配后的自动锁紧,有效的避免了人干预对装配精度的干扰。零件 1和零件 2 为圆环状零件,夹具中心为定位圆柱,零件 1 和零件 2 装配是通过该定位圆柱实现同心装配。定位圆柱外侧的弹簧结构,在装配过程中能够起到缓冲装配力的作用,保证柔性装配。压紧架上探针及弹簧结构可实现微小零件装配过程中的自动锁紧。
2 基于模块化思想设计了分层软件框架,将装配软件划分为交互层、任务层、逻辑层和行为层,简化了装配程序的编写并提高了程序的二次开发。根据软件框架和装配流程编写了自动装配软件,并对软件的功能进行了简要阐述。
3 根据设计方案搭建完成自动装配设备,并对影响装配精度的误差进行了标定及补偿,通过进行装配实验,验证了系统能够实现某型号加速度计的组件的装配任务,满足装配精度要求。
参 考 文 献
[1] 刘检华,孙清超,程晖,等。产品装配技术的研究现状、技术内涵及发展趋势。机械工程学报,2018(11):2-28.
[2] Henry K Chu, James K Mills and William L Cleghorn. Parallel microassembly with a roboticmanipulation system[J]. Micromechanics and Microengineering,2010,20(12):125027-1-125027-13.
[3] Dechev N., Mills J. K.,Cleghorn W. L. Mechanical fastener designs for use in themicroassembly of 3D microstructures [C]. American Society of Mechanical Engineers,Micro-Electro Mechanical Systems Division. New York: American Society of MechanicalEngineers, 2004: 447-456.
[4] Dechev N., Mills J. K., Cleghorn W. L.,et al. Development of a 6 Degree of Freedom RoboticMicromanipulator for Use in 3D MEMS Microassembly [C]. Proceedings 2006 IEEEInternational Conference on Robotics and Automation. Orlando: IEEE, 2006: 281-288.
[5] Robert B. Assembly of 3D micro-components: a review of recent research[J]. AssemblyAutomation, 2011, 31(4):309-314[6] 杨坤。微装配机器人的无标定视觉伺服研究[D].武汉:华中科技大学,2015.
[7] 张兰芳。WXJJ_型精密装配系统研制及精度分析[D].大连:大连理工大学,2015.
[8] 栾飞,蒋柏斌,荣伟彬,等。锥壳靶自动精密微装配系统[J].机器人,2016,38(5):563-568.
[9] 黄心汉。微装配机器人系统研究与实现[J].华中科技大学学报(自然科学版),2011,39(S2):418-422.
[10] 李海鹏,邢登鹏,张正涛等。宏微结合的多机械手微装配机器人系统[J].机器人,2015,37(01):35-42.
[11] 朱铮涛,黎绍发。 视觉测量技术及其在现代制造业中的应用[J]. 仪器仪表与检测,2004,04:59-61.
[12] 郑魁敬,潘春莹,许斐。机器人装配中的视觉引导定位技术研究[J]. 制造技术与机床,2016,03:84-90.
[13] 叶鑫,张之敬,孙媛等。集成微力检测与反馈的双晶片微夹持器[J].兵工学报,2009,30(9):1242-1247.
[14] Nah S K, Zhong Z W. A micro-gripper using piezoelectric actuation for micro-objectmanipulation[J]. Sensors & Actuators A Physical, 2007, 133(1):218-224.
[15] 刘畅。微装配机器人关键技术研究[D].华中科技大学,2012.
[16] 沈飞,徐德,唐永建等。微操作/微装配中微力觉的测量与控制技术研究现状综述[J].自动化学报, 2014,40(05):785-797.
[17] 段瑞玲,李玉和,李庆祥。国内微型器件装配技术的现状与应用[J].光机电信息,2005,07:13-18.
[18] 尹周平,熊有伦。微装配技术的研究进展及其展望[J].半导体技术,2004,5(9):6-15.
[19] 陈国良,黄心汉,周祖德。微装配机器人系统[J].机械工程学报,2009,45(2):289-293.
[20] 郝彪。 微小型加速度计磁钢组件自动装配设备研制[D]. 大连:大连理工大学,2016.
[21] 辛明哲,罗怡,陈勇,等。一种微小挠性零件的自动化精密装配系统[J].机电工程,2013,12(30):
1462-1466[22] 吴朝明。自动微装配系统的关键技术研究[D].重庆:重庆大学,2013.
[23] 张伟。微小型零件精密装配及三维误差测量研究[D].大连:大连理工大学,2013.
[24] 蔡建华。新型微夹钳技术研究[D].武汉:华中科技大学, 2006.
[25] Juan M L, Righini M, Quidant R. Plasmon nano-optical tweezers[J]. Nature Photonics,2011, 5(6):349.
[26] Rong W, Fan Z, Wang L, et al. A vacuum microgripping tool with integrated vibrationreleasing capability[J]. Review of Scientific Instruments, 2014, 85(8):085002-217.
[27] 刘超。基于机器视觉的微小型零件自动测量与装配[D].大连:大连理工大学,2009.
[28] 王晓东,黄奕欣,罗怡等。影响微小零件可靠操作的粘附力及其影响因素[J].电子器件,2019,42(1):46-50.
[29] 王乐锋。微构件粘着接触模型和基于粘着力的微操作方法研究[D].哈尔滨:哈尔滨工业大学,2008,26-27.
[30] 陈航。微装配系统关键技术的研究[D].沈阳:沈阳理工大学,2012.
[31] 陈鹏宇。面向高性能微小零件装配的组装夹具技术研究[D].大连:大连理工大学,2013.
[32] 郇岩强。微小零件操作装置与自动锁紧夹具设计[D].大连:大连理工大学,2018.
[33] 黄翔。微装配机器人控制系统设计[D].武汉:华中科技大学,2011.
[34] 马立,赵志杰,周辅君,等。微小光学器件装配系统与实验研究[J].光学精密工程,2018,26(6):1462-1469.
[35] 杨叔子,杨克冲。机械工程控制基础(第四版)[M].武汉:华中科技大学出版社,2002.
[36] 徐征,王晓东,程新宇,等。 基于机器视觉的微装配控制策略及软件架构[J].光学精密工程,2009, 17(04): 819-824.
[37] 黄翔,黄心汉,王敏。微装配机器人的控制软件设计[J].计算机与数字工程,2011,39(02):64-67+85.
[38] 赵敏。 装配机器人作业过程控制系统应用与软件开发[D].南京:东南大学,2016.
[39] 袁慧。微小型零件自动装配的软件设计与实现[J].信息技术与信息化,2018,(5):108-110.
[40] 郝永平,王永杰,董福禄,等。平板类微小零件装配控制策略与软件架构研究[J].机械工程学报,2015,51(04):193-198+205.
[41] 石征锦,朱欢欢,朱本庆,等。微小型零件自动装配的软件设计与实现[J].成组技术与生产现代化,2017,34(1):1-5,38.
[42] 王思琪,杨晓京。基于显微机器视觉的微小零件装配系统研究[J].机械制造,2016,54(3):53-55.
[43] 雷玉堂,罗辉,马娟。CCD 相机的误差及其检校[J].光学与光电技术,2004(04):48-50.
[45] 池福俊,陈敏。图像测量系统及关键技术研究[J].世界制造技术与装备场,2011(04):100-102.
[46] 王强,张之敬,叶鑫。宏微结合 12 自由度微装配系统精度分析[J].北京理工大学学报, 2011,31(1):15-18.
致 谢
在学校就读研究生的三年时间里,我学到了很多专业知识,相比较于本科的学习将机械原理机械设计等理论知识运用到实际的工程中,提高了动手能力和时间能力,这要感谢我的指导教师王晓东教授,王老师对待科学研究的严谨和认真使我钦佩,也感谢王老师在我的课题研究方面给我的指导和意见,在我的学习上交给我对待学习不能只满足于完成任务,而是要把每一步都做到完美。
同时还要感谢罗怡教授,罗老师在我生活和科研方面的引导,罗老师对待学生和蔼亲切,在生活上也很关心,让我的三年求学生活变得更加温暖。
感谢我的父母和身边的亲人,是求学路上最大的精神支柱,在我遇上挫折的时候悉心的开导我。
感谢张志勇师兄、阮冶师兄、郇岩强师兄、王伟师兄、黄奕欣师兄、金天伦师弟、杜甫师弟、王乾州师弟在我课题研究过程中给我的指导和帮助,当我遇到问题时,他们会和我一起讨论研究帮我找出问题,给我提供科研中的建议。
感谢金仕亚同学在科研无进展时帮我查阅资料提供想法,且在我遇到困难和挫折时给我鼓励和安慰,教会我如何面对科研上的难题和生活上的挫折。
感谢同窗的兄弟姐妹、师兄师姐和师弟师妹们,让我的每一天都充满了欢笑。
最后感谢审阅论文的老师和答辩的老师。
(如您需要查看本篇毕业设计全文,请您联系客服索取)