24小时论文定制热线
24小时论文定制热线
摘 要
在快速发展的商用车白车身智能制造行业中,焊装产线作为车身生产的四大工艺的关键环节,主要任务是完成白车身冲压件的装配和焊接工艺,其设计前瞻性、全局性、技术应用自动化和智能化水平对整车的生产质量和数量、可靠性及产品升级换代存在着直接的影响。
本文以一汽集团某商用车驾驶室白车身主拼自动焊装工位为研究对象,主要针对设计焊装产线过程中和产品更新带来的技术难题,运用数字化工厂技术平台提供一套工艺规划、结构设计和虚拟仿真的解决方案。首先,基于产线生产纲领计划和驾驶室车身结构特征,对总成主拼工位进行工艺方案分析与设计;然后,根据生产式样方案和工位结构,选择匹配的生产设备,对关键工装设备进行三维结构设计;其次,对工装关键部件进行力学分析;同时,基于机器人运动学方程和虚拟制造数字化工厂技术,建立主拼工位机器人自动智能焊装工作站,模拟焊接路径、工位时序和生产节拍,验证前期工艺规划方案、工装设备结构的合理性和可靠性;最后,依据工艺仿真数据对现场设备进行调试。
综上,本文对商用车白车身主拼自动焊装工位进行的工艺方案规划和工装结构设计,经过虚拟工艺仿真得到了可执行性方案,并成功应用在商用车白车身焊装产线上,为企业解决了诸多实际技术难题,提高了整车厂焊装智能制造水平。
关键词:焊装产线;数字化工厂;工艺规划;工装夹具;力学分析;工艺仿真
ABSTRACT
In the rapidly development of commercial vehicle body-in-white intelligent manufacturing industry, the welding assembly line is the key part of the four major processes of body production. The main task is that completing the assembly and welding process of the body-in-white stamping parts, the forward-looking and overall situation of its design, the automation and intelligence level of technology application has a direct influence on the quality and quantity, reliability and product upgrading of the whole vehicle.
lding station as the research object, mainly aiming at the technical problems brought by designing the welding line and the product update, and providing a set of solutions of process planning, structural designing and virtual simulating with the digital factory technology platform. Firstly, based on the plan of the production line and the structural characteristics of the cab body, analyzing and designing process plan for main assemble station; Then, according to the production pattern scheme and station structure, selecting matching product devices and designing three-dimensional structure of the key equipments; And doing mechanical analysis of key components of tooling; At the same time ,using and the virtual manufacturing digital factory technology, establishing the robot automatic intelligent welding station of the main assembly station, simulating the welding path, the station timing and the production cycle, and verifying the rationality and reliability of the pre-process planning scheme and the tooling equipment structure; Finally, the field devices are debugged based on the process simulation data.
In this paper, the process planning and tooling structure designing of the main assemble automatic welding station of commercial vehicle body-in-white are carried out, and obtaining the executable solution through virtual process simulation.And successfully applied to a commercial vehicle body-in-white welding line, it solves many practical technical problems for the enterprise, and improves the intelligent manufacturing level of the welding factory.
Keywords: welding assembly line; digital factory; process planning; fixture ;mechanics analysis; process simulation
目 录
第1章绪论
1.1课题的研究背景和意义
汽车产业作为一个国家工业体系中支柱性产业,代表着一个国家的整体工业化水平,汽车产品的广泛应用也能推动经济水平和工业化进一步发展。汽车作为一种灵活的交通运输工具,在交通运输体系中可以作为前端、中端和末端载体,能够发挥大批量客货运输与小批量客货运输模式相结合的优势,在现代化交通运输体系中担任着重要角色。
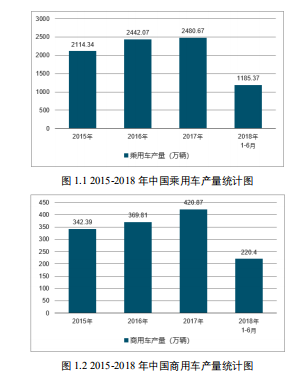
建国以来,尤其是改革开放以来,我国经济步入快速发展时期,同时汽车产业和市场逐步扩大,汽车研发能力也由弱变强[1].近几年,随着社会消费能力增强、交通物流通道快速发展和市场需求持续旺盛,我国乘用车和商用车产量持续增加,如图1.1、1.2所示。
同时,汽车行业内的竞争也愈加激烈,市场对汽车整体性能、制造质量和使用寿命等要求更加严格,另外,面对汽车产品升级换代节奏加快、产品更新周期缩短的市场行情,这就要求各整车厂家在短期内实现快速生产、产品多样、质量可靠的新型产品上市。在商用车领域,我国重型载货汽车产品发展趋势呈现出高端化、数字化、大负载、集约化等特点,重点发展能够提高商用车的经济实惠性、质量安全性、动力稳定性和寿命耐用性等方面的技术。近年,高端化重型商用车在国内销量的逐年增多,就是最好的证明[2].
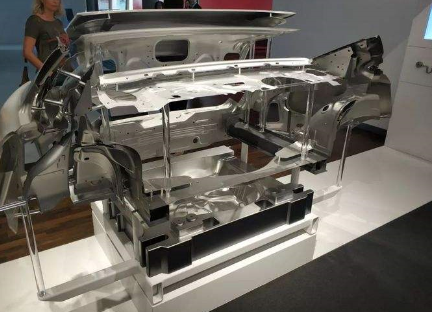
商用车驾驶室作为的驾驶人员的主要承载保护体,具备隔声降噪、减颠吸振、抵御恶劣天气影响等利好功能,甚至在交通事故中能够保护人员安全,降低事故伤害,这与驾驶室白车身的制造质量息息相关。而随着物流经济的发展和人民消费水平的提升,以及汽车行业制造标准和行业竞争力的提高,对商用车驾驶室特性将提出更高的要求。因此,商用车企业必须与时俱进改革白车身制造工艺技术,采用前瞻的设计理念和智能化的制造技术,推出多样化、大批量、高水平的产品来占领市场,才能使企业在行业中处于不败之地。
白车身的制造是整车制造的关键环节,其生产过程由冲压、焊接、涂装和总装工艺四大工艺组成。白车身整体是由不同形状、大小、曲度和厚度的薄体冲压板经点焊、铆接、螺接、胶接等机械工艺方式固连在一起的复杂空间曲面结构刚体[3].在车身连接方式中,由于冲压件焊接质量高、点焊成本低、板件成型快,因此焊接成为车身最常用的固连方式,焊装也成为车身制造中最重要的环节之一。一般来讲,一个车身大约由数百个冲压薄件组成,车身焊点多达数千个,经过大约数十个工位装配、焊接而成[4].焊接工艺作为四大工艺中承上启下的一种重要环节,在车身生产过程作用极其重要,焊接强度、焊接精度、焊接质量、焊接密封性都能影响汽车的总体性能,焊接效率和成本对车身而言也尤为重要。
焊装产线是制造白车身总成的主导平台,从根本上决定着白车身的总体焊接质量,并对后续的涂装和总装质量也存在着重要影响。随着工业机器人、计算机辅助技术、模拟技术和虚拟仿真技术及相关技术的发展,机器人自动焊装模式广泛应用,这种焊装模式不仅制造柔性好、精度高、响应快,而且能够降低工人使用成本,并提高生产效率。由于焊装产线工位结构复杂、工艺流程和工序较多、装备运动路径繁杂,传统上一般先初步粗略规划,再进行焊装设备设计和现场布局,最后进行装备现场运行调试,这种方法有一定的局限性:
(1)产线在现场实际环境下进行工位布置和规划,设备机械设计、电气设计、安全方案设计等并行工程比较滞后,导致工位规划与设计、调试脱节,导致现场返工增多;
(2)产线工位调试时容易遇到设备间工作干涉,机器人应用的柔性大大降低,在机器人示教编程时焊装线必须停止工作;
(3)产线实际现场示教调试节拍与规划生产节拍容易产生不符,导致整条线体生产节拍延长[5].
焊装产线的柔性化、集成化和智能化是目前和未来白车身焊装技术发展的基本趋势。如何快速将产品、资源、工艺操作和制造特征合理有效的整合在一起,如何在工艺规划、机械设计、电气设计、设备选型和程序编写等过程中同时在虚拟环境下并行搭建一条行之有效的焊装产线,提供一套数字化、可视化的工程解决方案,这是众多制造类企业亟需解决的难题,数字化工厂技术应运而生。数字化工厂技术作为产品设计和产品制造之间的一座"桥梁",消除传统意义上的时序界限,二者变成并行工程,有效的减少规划、设计、仿真、编程和虚拟调试等方面的工程资金和时间成本,降低出错风险,减少生产制造周期,并提高企业生产和管理运营效率。目前,国外虚拟数字化工厂技术积累期长、研发水平和应用水平较高,大量企业利用该技术对产线进行重新建立或升级改造,保证产品持续保持市场竞争力,国外汽车产品在中国市场受欢迎程度可见一斑。因此,数字化工厂技术将引领智能制造行业的发展方向,它已成为国内车企和其他制造企业得以生存、发展和突破的迫切技术[6].
由于我国的汽车工业起步晚、技术底子薄弱,核心技术发展期较短和先进技术、创新理念积累还不够,在国内汽车创新技术格局中还存在局限性:一是自主品牌一般是从设计到生产都是照国外模式参考进行仿制,独立创新元素相对较少;二是合资品牌引进国外设计(包括产线),再进行国产化生产,其核心技术仍掌握在外资企业手中。这种格局严重限制了国内许多汽车产业的发展,许多主机厂在产品的开发过程中,仍沿用落后的设计理念、工艺工序、制造技术,最终造成产品在使用功能、安全耐用和整车质量方面存在缺陷,总体市场竞争力不足。我国在开发和应用白车身焊装产线和数字化工厂工艺仿真技术上也存在类似问题,目前,国内白车身焊装产线和数字化工厂技术水平与德国、美国、日本、法国等制造业发达国家相比仍存在较大差距,主要表现在:
(1)本地技术创新能力不足,应用在焊装线的新技术缺少自主研发能力;
(2)产线关键环节设计存在缺陷,设计理念落后,工艺技术更新缓慢,总体劳动生产率和工业附加值较低;
(3)产线总体自动化和智能化程度不高,新产品核心生产制造技术依然国外,关键设备主要依赖进口;
(4)数字化工厂技术在白车身焊装产线应用水平依然停留初级阶段,应用深度和广度有待提高。
当今,以德国和美国为代表的西方发达工业国家分别提出"工业4.0"战略和"工业互联网"战略,旨在利用互联网技术、5G通讯技术、大数据分析、云计算、工业可编程控制器等创新技术提高制造业的智能化水平,建立具有适应性、数字化、服务型的智慧工厂[7].基于现状,对白车身焊装产线的设计和数字化工厂技术的前瞻研究已成为我国当代汽车制造业的重要考量。面对时代机遇和挑战,在"十二五"收官之年,我国政府提出"中国制造2025"战略给实体制造行业制定了工业发展目标和远景,并为最终实现绿色环保生产、智能数字制造奠定基本格调[8],旨在中国制造业从劳动力密集型向技术密集型转变,从"中国制造"模式到"智能制造"模式转变,实现中国无人工厂造车梦[9].
本文以一汽集团某商用车驾驶室白车身焊装产线改造和技术升级为依托,针对驾驶室白车身主拼总成自动焊装工位进行设计,将数字化工厂仿真技术引入实际项目之中,谋求提升我国商用车驾驶室白车身自动化焊装生产线设计及智能制造水平。
1.2白车身焊装产线及数字化工厂技术研究状况
1.2.1白车身焊装线的国外发展历程及现状
国外方面,20世纪初期,美国福特汽车公司设计并制造出世界上首条汽车焊接生产线,随着资金和技术持续投入,该产线先后经历了手工、半手工半自动、半自动柔性生产线三个阶段,使得白车身生产进入了大批量生产阶段,但是这种生产模式只适合生产单一产品[10].
20世纪中期后,工业机器人率先在通用汽车焊装车间得到应用,至此汽车车间开启机器人时代,通用汽车将二十余台工业机器人投入到汽车白车身总成焊装线上,效率和质量大大提高[11].
20世纪70年代,日本丰田汽车产业异军崛起,丰田公司在吸收福特汽车生产模式的基础之上,对焊装线进行了大量改进和创新,研发出世界上第一条具有柔性生产功能的车身焊装集成线,该产线打破了单线制造单一车型的瓶颈,获得单一产线生产多种车型的新突破。
20世纪80年代,美国通用汽车公司利用全自动化生产线生产FISHER车身,其车身生产效率为75台/h,其中焊点总数的86%为自动点焊;福特公司在1984年对产线技术升级,福特Sierra轿车与Escort轿车合用一种焊装生产线柔性焊接,并具有相同工作节拍为7.14min[12].宝马公司20世纪80年代初建成的年产21.9万辆3系列轿车的焊装车间,上下料为自动输送机和机器人,车身物流采用滑撬运送,车身全部是机器人焊接[13].
20世纪90年代以来,人们对车身制造精度和质量提出更高要求,美籍华人美国密歇根大学教授吴贤民先生提出了车身焊装"2mm工程"的概念,要求白车身设计尺寸与从板材到焊接成型的实际尺寸误差低于2mm.这就要求制造整车过程中严格把控各个环节,从材料选型、模具制造、工艺规划、焊装技术等方面都要有严格量化指标[14].
21世纪初期以来,焊装行业呈现出高自动化、高智能化的发展趋势,汽车工业强国将大量高科技技术如在线监测、智能控制、可编程多关节机器人应用于焊装生产中,加之高集成的快换盘装置和抓手,能够实现搬运、上下料和焊接模式的快速切换[15].德国KUKA公司为奔驰、宝马、大众、福特等汽车企业研制的应用在白车身焊接生产线上的机器人占有率高达95%甚至98%以上。意大利的柯马设计开发的柔性焊装线,甚至同时加工制造八种车型,在车身焊装线的柔性化方面占据巨大技术优势[16].
1.2.2白车身焊装线的国内发展历程及现状
国内方面,由于我国自主汽车工业起步较晚,白车身焊装生产线也是在一穷二白的基础上慢慢发展起来的,从技术应用层面,可分为四个发展阶段:
20世纪50-60年代中期,由于新中国严重缺乏技术经验积累和设备支持,只能建立简单的手工焊装生产线,该阶段生产线机械化水平较低,装配和焊接工艺比较落后,焊装线上分配大量工人进行手动操作,车身焊接质量问题较多,焊接过程不易把控,总体生产效率较低,仅满足试生产或小批量生产要求。
20世纪60中后期-70年代末期,随着我国逐步建立起独立完整的工业体系和国民经济体系,汽车工业也有了一定的制造基础,我国的汽车白车身制造进入刚性焊装生产线阶段,焊装线上开始使用自动焊接设备、运输设备等重要生产工具,生产效率有所提高,但这类焊装线上的设备功能单一,结构集成度和柔性度较低,无法适应多车型或者混流生产,前期投资成本巨大,回收周期长,适合单一产品中小批量生产[17].
20世纪80年代-90年代,随着我国改革开放深入推行,国外先进的汽车制造技术和设计理念逐渐被引进中国,国内的少数汽车制造企业进入柔性化焊装线生产阶段,在该阶段工业机器人开始应用在焊装产线上,加之计算机辅助技术的成长和普及,在1984年,一汽集团从德国率先引进3台KUKA点焊机器人,开启了中国制造业应用工业机器人的先河[11].这种产线作业模式颠覆了中国传统焊装方式,但由于前期投资大、维护成本高,机器人产线只是应用在少数企业。
20世纪90年代以来,随着中国汽车市场进一步扩大,国外先进的车企涌入中国,同时将自动化、柔性化焊装生产线技术和经验带入中国,众多合资品牌开始崛起[18].一汽与德国大众在长春合资建立了现代化的轿车生产基地,机器人大量应用在整条焊装线上[13].随后,东风集团在商用车领域引进了焊接机器人,机器人焊接技术不仅仅改善了工作环境,降低了人工成本,而且将新的生产理念注入人心,产品质量和生产效率更是得到了质的提高。此阶段新型产线设计理念、高端设备技术对我国汽车焊接行业实现规模化生产起到重要推动作用,同时也对产品质量、稳定生产起到了重要作用[19].
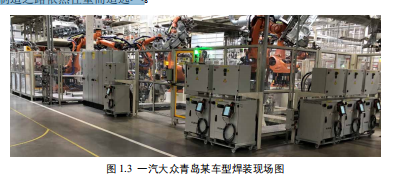
进去21世纪,随着合资项目业务的不断拓展和加深,中国技术人员不断学习和积累国外先进技术和理念,国产化的产线得以快速升级改造,焊装生产线自动化水平逐渐提高,焊接机器人广泛应用在车身焊接产线上,并逐步掌握机器人焊接集成系统的能力。目前,一批合资企业和自主品牌企业自主开发设计出柔性较高的焊装产线[20],如图1.4所示,我国一汽大众青岛某车型柔性焊装线。但由于国内焊装线核心设备的研发和制造水平存在不足,例如大负载的工业机器人及核心零部件仍需要从国外制造商进口,使得中国汽车制造业受到技术约束。同时随着计算机图像处理技术、焊接路径的视觉识别和轨迹规划技术、焊缝焊点自动追踪技术在焊接领域的发展和应用,工业机器人通过高清摄像机、视觉引导和图形处理器自动对车身制造特征进行路径规划、避障和焊装作业,未来,焊装产线会变得更加智能,我国的智能制造之路依然任重而道远[21].
1.2.3数字化工厂技术发展背景及现状
20世纪末期以来,制造业之间的竞争伴随着经济全球化逐步由局部发达地区转为全球范围内的竞争,以制造为核心的先进技术手段层出不穷。新世纪以来,随着虚拟现实技术和计算机图形处理技术的日渐成熟,推动了虚拟制造技术进一步发展,数字化工厂技术在此背景下逐步完善成熟,并在制造业中的应用也越来越广泛[22].
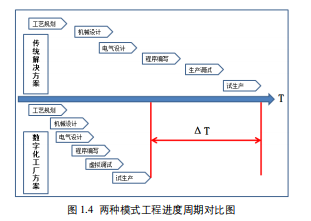
数字化工厂技术狭义概念是以产品、资源、操作过程为核心,建立全程监视产品设计、制造、资源配置、物流信息的数字化平台,在虚拟环境中对制造过程进行制造仿真与优化,能够实现产品生命周期中的数字化设计、加工制造、联合生产、资源集成、信息监测等各个阶段的功能[23].数字化工厂技术可以对资源分配、布局规划、结构建模、工艺仿真、逻辑仿真等生产环节信息进行检测和分析,对前期规划和后期调试可以即时反馈,不仅能够降低前期设计方案的不确定风险,而且可为联调联试阶段提供可运行安全保证[24-25].与传统意义上的的规划设计模式相比,数字化技术具有先进的前瞻性,传统规划设计是基本上基于规划人员的经验总结,受主观或人为因素影响较大,前期规划与实际机械设计、产线工艺验证时间和空间上的产生断续,而数字化工厂则是基于计算机数据快速处理技术、集成仿真技术、虚拟现实技术和网络技术,集管理、规划、设计、仿真、编程和虚拟调试于一体。将产品的设计数据数字化,在实际制造系统的虚拟现实环境中,对生产过程进行计算机仿真和优化的虚拟制造方式,能够实现产品生命周期中的设计、制造、装配、检测和质量控制等各个阶段的功能,达到生产高效益的目的[26-28].如图1.4所示,两种模式工程进度周期。
目前,国内外众多高端制造类企业将数字化工厂建设纳入企业现代化技术发展战略,数字化工程解决方案为工厂精益生产提供了一种新思路和实施方式,这种模式得到广泛认可并创造了巨大的经济效益。
欧美传统汽车制造企业已将数字化工厂技术应用到工艺规划及生产管理中,如德国的奥迪公司在2004年已有60%的规划人员应用数字化工厂软件来进行日常的设计规划工作;大众汽车公司更是在2002年就开始使用Tecnomatix解决方案来支持产品分析、工厂建模和设备规划[29-30].Ford和克莱斯勒公司与IBM合作开发虚拟制造环境用于其新型车的研制,共同研发了一个虚拟制造环境,新车型的设计周期由原来3年缩到2年[31].在国内一汽集团、长安汽车和上汽集团等主机厂将德国西门子公司开发的SiemensPLMSoftwareTecnomatix数字化制造解决方案应用在焊装产线上,北京奔驰、一汽轿车、江淮汽车等主机厂将法国达索公司开发的DELMIA、SIMULIA、ENOVIA等数字化3D制造系统应用在喷涂、焊装、物流产线上,这些平台具有强大的三维仿真功能,广泛运用于数字化工厂仿真领域[32].
在航天航天领域,数字化工厂技术也得到广泛应用,例如波音777的设计制造,该飞机的研发设计都是在计算机的虚拟环境中完成的,设计时间从过去的8年缩减为5年,制造流程效率大大提高。美国国家标准局NIST创建虚拟制造环境,波音公司与麦道公司共同创立机械设计自动化所,对虚拟制造技术进行研究[33-35].
1.2.4数字化工厂技术优势
数字化工厂平台为焊装产线提供规划设计、生产过程监视、管理运行和成本核算等服务模块,极大简化了生产条框,给企业的生产和管理带来便利化服务,同时在生产模式上发生革命性的变化[6].企业基于这种技术变革进行提升自身竞争力的重要方法,在此过程中体现出众多优点:
(1)优化前期规划效果。数字化工厂平台可以对产品、资源、制造特征和操作工艺设计具有分析功能,可以迅速处理它们之间的关联关系,预见产品工艺性的不足或生产中将出现的问题,大大提高前期规划方案的有效性;(2)提升产线设计质量。为设计者提供从工位布局规划到产品试生产的全套数据虚拟解决方案,可以在线完善设计方案、提高工艺成熟度;(3)实现产线生产过程可视化。能够将生产线生产过程和物流情况以动态的形式展现出来,监视全厂的运行情况,对作业计划、生产调度进行优化,大大地提高生产率。
最近几年,虚拟制造技术在我国也得到了广泛的发展,例如"制造系统的可视化、虚拟建模与仿真"被确认成为国家863/CIMS主题组重点研究项目。国内关于虚拟制造技术的研究主要集中在虚拟制造基础研究、产品虚拟设计、产品虚拟加工和虚拟制造系统等方面[36].
1.3论文主要研究内容
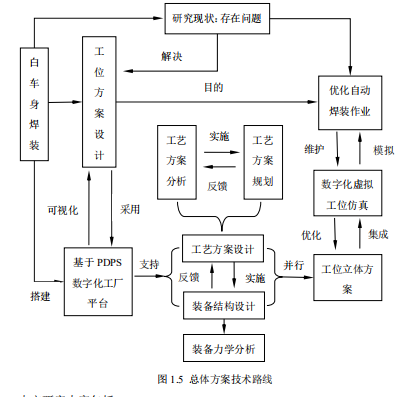
由于本文属于工程性领域课题,产线工位涉及内容比较广泛,以前期焊装工艺方案规划、工装结构设计和工艺虚拟仿真等内容为研究重点,对工具力学分析等研究内容作为补充,旨在对主拼自动焊装工位进行立体方案设计和仿真验证。本文研究路线以及各个研究内容之间的关系,如图1.5所示。
本文研究内容包括:
第1章,阐述国内外白车身焊装产线和数字化工厂技术发展现状,提出当下我国商用车白车身焊装产线在设计理念和技术应用方面存在的问题,结合当今国外焊装产线先进的设计理念和高端技术应用趋势,提出了新的解决措施,旨在提高我国的焊装产线智能制造水平,并针对自动焊装产线突出技术难题,提出了论文的主要研究内容。
第2章,白车身主拼自动焊装工位工艺分析与规划。以一汽某商用车驾驶室白车身焊装项目M60主拼工位生产方案实际需要为出发点,对驾驶室白车身的结构特点、车身制造的工艺路线进行阐述,为主拼总成工位设计提供理论和经验支持;结合焊装产线设计需要,对主拼工位进行车身产品分析、实施方案分析和焊接工艺分析。
第3章,白车身主拼自动焊装工位关键装备设计与选型。根据主拼工位对焊接工装设计的要求,对工装设计理论和方案设计进行详细阐述,并结合工装方案设计、白车身结构、工艺规划、工位结构和焊点分配情况,主拼工位典型工装进行三维结构设计;根据上下工件顺序,对主拼框架夹具进行动作顺序设计;最后,根据机器人负载选择匹配型号,并测试各轴负载率。
第4章,白车身主拼自动焊装工位典型工装力学分析。根据力学理论,对主拼总成关键支撑部件进行分析和计算,并对其进行静力学仿真分析,验证结构强度和变形参数。
第5章,白车身主拼自动焊装工位工艺仿真。建立机器人焊点可达模型和运动学方程,并用MATLAB软件进行焊点可达仿真。利用数字化工厂技术,建立虚拟工位,运用SIEMENSProcessDesigner&ProcessSimulate仿真软件进行机器人工艺仿真,模拟焊接路径和工位时序,对动态焊装工艺进行干涉分析,验证前期工艺规划方案、工装设备结构的合理性和可靠性,最后对工艺仿真数据进行现场设备安装与调试。
第 2 章 主拼自动焊装工位工艺分析与规划
2.1 商用车驾驶室白车身概述
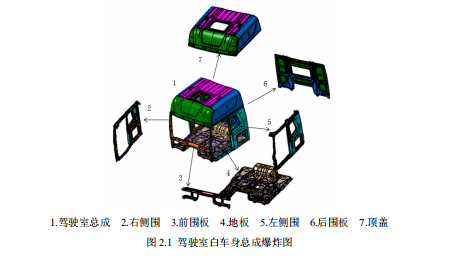
2.1.1 商用车驾驶室白车身定义及结构
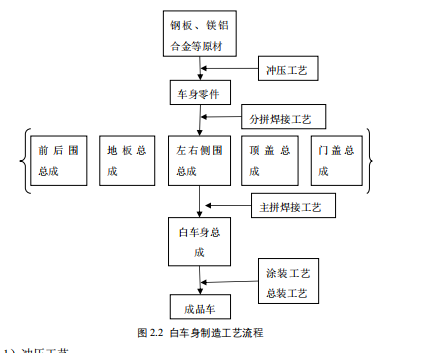
2.1.2 商用车驾驶室白车身制造工艺
2.2 主拼工位焊装工艺方案分析
2.2.1 主拼工位焊装工艺方案规划流程
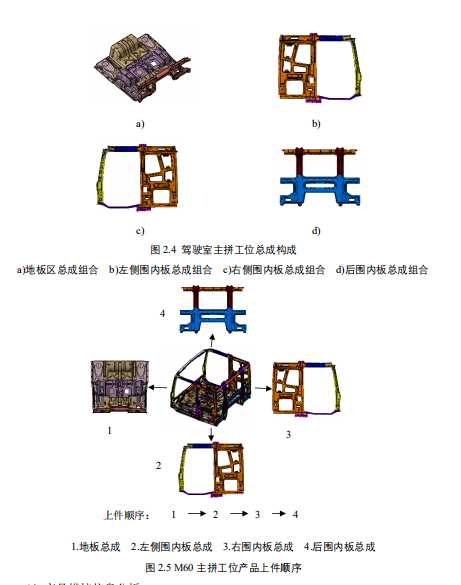
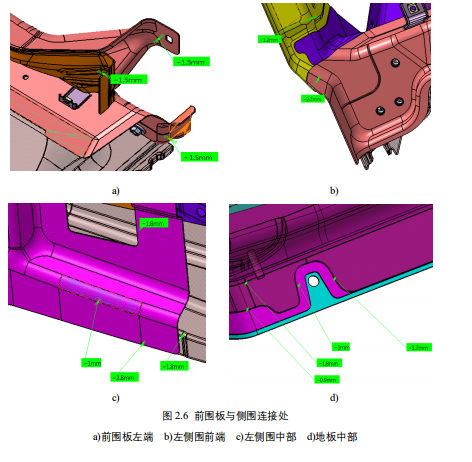
2.2.2 主拼工位产品分析
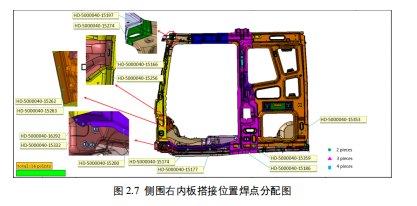
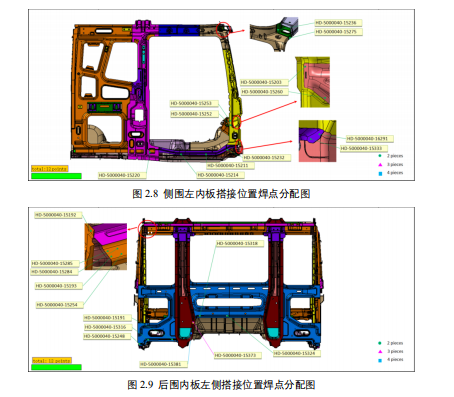
2.2.3 主拼工位点焊工艺分析
2.3 主拼工位焊装工艺方案规划
2.3.1 节拍规划
2.3.2 布局规划
2.3.3 工位结构和工艺流程规划
2.4 本章小结
第 3 章 主拼自动焊装工位关键装备设计与选型
3.1 主拼自动焊装工位关键工装方案设计·
3.1.1 焊接工装夹具的定位夹紧理论
3.1.2 焊装工装夹具概念设计
3.1.3 焊装工装夹具方案设计
3.2 主拼自动焊装工位关键工装结构设计
3.2.1 立柱式支撑固定夹具设计
3.2.2 搬运抓手夹具设计
3.2.3 工装夹具动作顺序设计
3.3 主拼自动焊装工位关键装备选型
3.4 本章小结
第 4 章 主拼自动焊装工位关键装备力学分析
4.1 主拼工位工装静力学分析
4.1.1 四立柱静力学分析
4.1.2 精定位机构支撑板静力学分析
4.2 关键部件静力模拟仿真
4.2.1 有限元分析理论
4.2.1 基板部件受力模拟仿真
4.2.2 精定位机构支撑板受力模拟仿真
4.3 本章小结
第 5 章 主拼自动焊装工位工艺仿真
5.1 SIEMENS PLM 数字化工艺仿真平台
5.2 机器人焊点可达性分析
5.2.1 建立机器人焊点可达性模型
5.2.2 建立机器人运动学模型
5.3 基于 PDPS 主拼自动焊装工位工艺仿真
5.3.1 装配树及 3D 工位构建
5.3.2 运动机构定义
5.3.3 工具坐标系设置及安装
5.3.4 设备运动路径规划
5.4 工艺虚拟仿真结论
5.5 现场调试
5.6 本章小结
第 6 章 总结与展望
6.1 总结
本文以商用车驾驶室白车身焊装产线设计项目为依托,利用数字化工厂的设计和仿真技术对主拼自动焊装工位进行了方案设计、工装结构设计、关键工装力学分析、关键装备选型和虚拟工艺仿真,在规划区域内高效快速的搭建出一套机器人焊装工作站,并对机器人自动焊接过程进行可视化、动态性模拟仿真,得出所设计的工艺方案和框架式主拼焊装夹具完全满足工位工序作业和性能使用要求,模拟出的生产节拍比前期规划节拍缩短 2S 时间,证明本焊接生产方案具备现实可靠性和可行性,.本文认为虚拟制造的数字化工厂技术可以在一定程度上解决工程性项目设计过程中的系列难题,在一定层次上代表着中国智能制造的发展趋势,对于国内同类项目的规划和设计具有鲜明的借鉴作用,对于提高我国白车身焊装生产线的智能制造水平,也具有重要的现实意义。
本论文主要完成的工作有如下几点:
(1)白车身主拼自动焊装工位工艺分析与规划。文章结合了商用车驾驶室白车身的结构特点、焊装工艺、车身焊装线的发展路线,为主拼总成工位设计出一整套详细的工艺规划方案,解决了白车身焊装自动线的线体粗规划问题。
(2)白车身主拼自动焊装工位关键装备设计与选型。根据驾驶室白车身结构和焊点分配情况运用 CATIA 平台对非标工装结构进行了三维建模,确定了核心装备和零部件的型号选择,同时根据上下工件顺序和气缸工作状态,设计出了夹具和抓手的动作顺序图。
(3)白车身主拼自动焊装工位典型工装力学分析。根据力学理论,对主拼总成关键支撑部件进行了分析和计算,根据有限元分析理论,利用 ANSYS 对支撑部件进行了静力学仿真分析,验证了结构强度和变形参数满足设计要求。
(4)白车身主拼自动焊装工位工艺仿真。基于机器人运动学和虚拟仿真的数字化工厂技术,运用 Process Designer&Process Simulate 仿真软件,对主拼工位机器人自动智能焊装工作站进行了工艺仿真,证明了前期工艺规划方案、工装设备结构的合理性和可靠性,并对现场设备安装及调试,从工艺仿真结果和现场调试效果证明了本论文方案的可行性。
本论文创新之处:
(1)本文将数字化工厂技术贯穿于焊装工位设计、组建和调试的始终,实现了规划与设计之间实时反馈、动态评估,并将虚拟制造效果可视化,使得到的立体方案更加优化、成熟和可靠,降低了现场工位组建、设备安装与调试的时间成本。
(2)本文主拼总成焊装夹具的设计方案采用四立柱框架式结构,该方案结构紧凑、占地面积和干涉区较小,制造成本低。可实现四面机器人同时上件和焊接,生产工时降低,比原来规划时间节约 2S.
6.2 展望
鉴于专业水平有限和焊装自动线涉及的工艺、设计和现场调试的复杂性,本文仍存在不足之处:
(1)虚拟路径精度问题虚拟环境下的产线工位建模坐标精度较高,而现场由于加工、安装、测量等误差设备实际坐标与仿真坐标不一致,造成仿真路径精度降低,对现场机器人调试时仍需要人工进行示教性操作校正。解决此类问题,可以引进的机器人视觉识别技术,该技术可以自动识别制造特征,自动规划路径,并自动规避障碍物,并彻底解决仿真路径精度有误差的问题,并且调试效率大大提高。
(2)虚拟调试技术问题本文对主拼焊装线仿真主要是对焊装线进行的工艺仿真,并没有编写离线程序,也没有对其进行信号逻辑仿真,对机器人焊装线虚拟调试需要 PDPS 结合 PLC 相关控制技术,这一块需要进一步深入研究。
(3)由于机器人固有频率很难通过理论计算或软件仿真模拟得出真实数据,一般采用现场实验法,用相关仪器测量得出的数据比较可靠、真实。限于实际条件,本文对工装力学分析时,仅对固定夹具关键零部件进行了静力学分析,没有对搬运抓手做结构静力、模态分析,导致搬运抓手存在与机器人发生共振的风险。
参考文献
[1] 姜越。 浅谈虚拟制造技术与白车身工艺发展[J]. 轻型汽车技术,2004(08): 13-15.
[2] 丁志强。 某重型卡车白车身的模态研究[D]. 长沙: 湖南大学, 2011.
[3] 李兵。 汽车车身装焊夹具设计技术[M].北京: 科学出版社, 2014:2-3.
[4] 赵振杰。 基于虚拟样机的白车身装焊夹具系统研究[D]. 沈阳: 东北大学, 2008.
[5] 柴仁民。 白车身侧围外板总成机器人工位的建模、规划及仿真[D]. 成都: 电子科技大学,2008.
[6] 宁宇。 基于数字化工厂的轿车地板焊装线的混流设计与规划[D]. 长春: 吉林大学, 2011.
[7] 张曙。 工业 4.0 和智能制造[J]. 机械设计与制造工程, 2014(8): 1-5.
[8] 刘宏斌。 基于数字化工厂的一汽模具制造公司发展战略研究[D]. 长春: 吉林大学, 2016.
[9] 董扬。 汽车强国与中国梦[J]. 汽车纵横, 2013(06): 1-3.
[10] 陈建明。 车白车身激光焊接生产线控制系统设计[D]. 长沙: 湖南大学, 2010.
[11] 贾峰。 车身焊装线工业机器人的集成技术[D]. 长沙: 湖南大学, 2014.
[12] 卢抗美, 王小宝。 国外汽车工业焊接技术与设备的现状及当代的发展趋势[J]. 电焊机。1995(02): 1-5.
[13] 孙雅晶。 HF10 车焊装线工艺方案研究[D]. 长春: 吉林大学, 2012.
[14] 李丽霞。 LG-1 汽车车身焊装系统夹具的开发[D]. 天津: 天津大学, 2007.
[15] 郭孔斌。 汽车后门内板总成焊装夹具的设计与分析[D]. 上海: 东华大学, 2015.
[16] 董万。 轿车白车身焊接生产线设计及虚拟设计技术应用研究[D]. 成都: 电子科技大学,2008.
[17] 崔颖。 载货车车身焊接工艺的现状与展望[J]. 汽车工艺与材料, 2005,5: 7-9.
[18] 潘锋。 汽车焊装生产线的柔性化[J]. 汽车研究与开发, 2004(08)。
[19] 刘月。 汽车后桥用焊接专机的研制[D]. 沈阳: 沈阳工业大学, 2007.
[20] 姜越, 李险峰。 浅谈 VMT 与白车身工艺发展[J]. 汽车制造业, 2004: 20-25.
[21] 林明盛。焊接路径的视觉识别与机器人轨迹规划[D].广州:广东工业大学,2016.
[22] Bernard A, Dutta D. Digital Factory Assitant:Conceptual Framwork and Research Proposition[C].International Federation for Information Processing 2013, Nantes,France. 2013: 500-507.
[23] Bracht,U. Masurat.T. The Digital Factory between vision and reality[J]. Computers in Industry,2005,56(15): 325-333.
[24] Yumin Ma, Liuqun Fan, Zhihao Zhu, et al. Framework of Digital Machining Precess PlaningPlatfrom for Cylinder Body Part[J]. Journal of Donghua Universiry (English Edition)。 2007,10:627-632.
[25] Zailin Guan, Luguang Cao, Chuangjian Wang, et al. Simulation of Logistics System with Aspectof Pallet Requirements Optimization Based on Digitial Factory[A]. Intelligent InformationTechnology Application Assocition.Proceedings of the 2011 International Conference onAutomational and Robotics(ICAR2011V1)[C]. Intelligent Informatioa Technolngy ApplicationAssociation: 52011:10.
[26] Gunter Wohlke, Emmerich Schiller. Digital Planning Validation in automotive industry[J].Computers in Industry, 2005,56(4): 325-333.
[27] Danny S K Chan, Albert CK Choi. Digital Factory-a Technology Show Case for Teaching andResearch in Digital Manufacturing[J]. Electromechanical Engineering Technology, 2002,31(6):109-111.
[28] Worn,H. Frey,D. Keitel.J. Digital factory-planning and running enterprises of the future[C].Industrial Eleetronics society, IEeoN2000.26,Annualeon ferenee of the IEEE, 2000,2: 1286-1291.
[29] 赵荣永, 张浩, 樊留群, 等。 数字化工厂与虚拟制造的关系研究[J]. 计算机集成制造系统,2004,10(12): 46-50.
[30] 张浩, 樊留群, 朱志浩, 等。数字化工厂技术发展与展望[J]. 世界仪表与自动化, 2003.
[31] 刘战强, 艾兴。 虚拟制造技术及其应用的现状与发展展望[J]. 山东大学学报, 2002,32(3):211-217.
[32] 林巨广, 樊晓光, 李体振。 基于 DELMIA 焊装线工艺规划与仿真验证[J]. 组合机床与自动化加工技术, 52013.04: 106-109.
[33] Wiens.GJ. An overview of virtual manufacturing[A].Virtual manufacturing proceeding of 2ndafile manufacturing conference(AMC'95)[C]. Albuquerque,NewMexico,USA,ERIPress, 1995:233-237.
[34] Jim Lindholm, Kerstin Johansen. Is Design Automation a Feasible Tool for Improving Efficiencyin Production Planning and Manufacturing Processes?[J]. Procedia Manufacturing, 2018.
[35] Fumihiko Kimura. Product and process modeling as a kernel for virtual manufacturingenvironment[J]. Annual of the CIRP, 1993,42(1): 82-90.
[36] 王爱云。 虚拟制造技术研究现状及展望[J]. 矿山机械, 2007,35(12): 148-150.
[37] 赵祥。 轿车下部车身主焊点自动焊装线设计与虚拟仿真[D]. 长春: 长春理工大学, 2018.
[38] 黄天泽, 黄金陵。 汽车车身结构与设计[M]. 机械工业出版社, 2002: 5-7.
[39] 惠有利, 沈沉。 汽车构造[M]. 北京理工大学出版社, 2016: 6.
[40] 刘勇, 邱兆美, 张伏。热冲压成形技术在白车身上的应用[J]. 拖拉机与农用运输车, 2013. [41] 于燕, 宋丽丽, 杨海瑞, 等。 中重型卡车桥壳用 390Q 高强度钢的焊接性能[J]. 机械工程材料, 2008.
[42] 胡敏。 车身点焊装配偏差分析的建模方法研究[D]. 上海: 上海交通大学, 2000.
[43] Oscar Mart'm, ManuelL'opez, FernandoMart'm. Artificial neural networks for quality control byultrasonic testing in resistance spot welding[J]. Journal of Materials ProcessingTechnology, 2007:226-233.
[44] J.D.Cullen, N. Athi,M. AI-Jader, P.Johnson, et al. Multisensor fusion for online monitoring of thequality of spot welding in automotive industry[J].Measurement, 2008,4l: 412-423.
[45] 田向阳 . 焊接电流对 Q235 钢焊接头组织和性能的影响[J]. 铸造技术 , 2014,35(8):1822-1824.
[46] Thakur A.G, Nandedkar V.M. Optimization of the Resistance Spot welding process of GalvanizedSteel Sheet using the taguchi method[J]. Arabian Journal for Science and Engineering,2013,39(3): 1171-1176.
[47] 潘振华。 白车身生产线规划系统 C/S 结构的设计与实现[D]. 上海: 同济大学, 2007.
[48] 蔡磊。 基于遗传算法的汽车焊装线平衡研究及仿真验证[D]. 安徽: 合肥工业大学, 2016.
[49] Z.M.Bi, W.J.Zhang. Flexible fixture design and automation:Review,issues and futuredirections[M]. International Journal of Production Reseach, 2001(39): 2867-2894.
[50] 张媛媛。 柔性薄板件装配偏差建模分析及应用研究[D]. 上海: 上海交通大学, 2009.
[51] Dean Denga, Wei Liang, Hidekazu Murakawa. Determination of welding deformation infillet-welded joint by means of numerical simulation and comparison with experimentalmeasurements[J]. Journal of Materials Processing Technology, 2007(183): 219-225.
[52] 刘建坤。 重卡驾驶舱多车型柔性夹具设计与研究[D]. 长春: 长春理工大学, 2018.
[53] Rong Y M, Bai Y. Modular Fixture Element Modeling and Assembly Relationship Analysis forAutomated Fixture Configuration Design[J].Journal of Engineering Automation, 1998,4(2):147-162.
[54] 陈萍, 张明。 商用车白车身试制总焊柔性夹具设计[J]. 装备维修技术, 2014,3: 75-77.
[55] 李帅, 李成明。 柔性焊装夹具设计[J]. 工程技术, 2017,4: 65-66.
[56] 刘玮。 空间机械手电联试系统的设计与研究[D]. 北京: 北京邮电大学, 2008.
[57] 邢广成, 张洛花。 基于 MATLAB 的 PUMA 机器人运动仿真研究[J]. 科技资讯, 2011,30: 5-7.
[58] 陈沛志,自动搬运夹具设计与优化[D].上海:上海交通大学,2012.
[59] 阮玉瑭。 基于 ANSYS 的某机枪有限元结构分析[D]. 南京:南京理工大学, 2007.
[60] Bruno S, Oussama K. Springer Handbook of Robotics[M]. Springer, 2008.[61] Craig,J.Craig. 机器人学导论[M].3.负超, 等。 北京: 机械工业出版社, 2006: 48-57.
[62] 李传龙。 基于虚拟样机技术的 4-DOF 混联搬运码垛机器人运动学和动力学研究及参数化优化[D]. 南京: 南京理学, 2012.
[63] Huo P C, Liu G W. Application in welding production preparation process of digital factory[J].Electric Welding Machine. 2013, 204(7): 1509-1517.
[64] Yongkang Ma, Hui Li, Zeming Wang7. Simulation and Optimizing of Work-station ofBody-in-white Welding Based on RobCAD[C]. International Conference on Mechatronics andAutomation, 2007, 8: 2276-2281.
致 谢
时光飞逝,研究生生涯转眼即逝,在这三年的学习深造过程中,无论是专业素养还是实践操作能力都得到了极大的锻炼和提升,为以后的工作打下了坚实的基础,也为整个学生生涯画上一个圆满的句号,为此,我衷心感谢三年来每一位帮助过我的人。
首先,由衷的感谢导师刘悦教授对我毕业论文的悉心指导,刘悦导师治学态度严谨,学风求真务实,让我在学习生活和科研方面受益匪浅。同时,感谢宋林森教授在实验室工作上的关心,在学习汽车焊装技术、数字化工厂仿真方面给予我的全面支持,为我提供一汽集团的学习和实践机会,能够及时的帮助我解答实验室生活中遇到的难题和困惑。感谢王兴开师兄在研一学习 CATIA 软件进行结构设计时的全面教导,感谢谭洪强、赵祥等师兄在一汽红旗 EV 项目期间对我的技术指导和现场培训。感谢仿真工程师岳守刚、侯彦亮你在一汽项目期间对我工作上的技术支持。感谢同学张大鹏等人在做红旗 HS7 项目期间的理解和支持。
在实验室期间,感谢师兄的技术指导和培训,让我能够快速的掌握使用 CATIA进行车身焊接夹具以及搬运抓具的设计与制造工艺,充分认识了焊装线的规划及工艺流程。感谢张乂文老师在学习机器人仿真与应用方面对我帮助和指点,张乂文老师在工厂仿真知识渊博,实践经验丰富,并为我讲解了很多机器人仿真的实际应用手段,使我在 2018 年"西门子杯"中国智能制造挑战赛上获得优异成绩,并提供了大量的参考资料,来辅助我顺利完成论文。
除此之外,非常感激父母二十几年来对我无私奉献的养育、教导之恩!感谢刘翠平女士多年来对我的陪伴和默默支持,感谢室友刘响、熊恒、张星舒在不同研究领域给予我的帮助。
最后,特别向审阅本论文以及参加论文答辩的专家、老师们致以崇高的谢意!
(如您需要查看本篇毕业设计全文,请您联系客服索取)