24小时论文定制热线
24小时论文定制热线
摘 要
大型薄壁结构由于强度高、质量轻等特点广泛应用于航空航天产品的骨架,如火箭贮箱结构。在火箭贮箱装配过程中,零件的连接通常采用搅拌摩擦焊工艺,由于薄壁结构的大柔性和几何非线性的特点,焊接装配过程中不同的装夹约束会引起结构整体刚度的变化,进而影响焊后变形;随着结构尺寸的逐渐增大,夹具约束对结构刚度影响非线性增大,装夹约束与焊接变形之间的关系更加复杂,目前大型薄壁结构焊接装配过程中装夹约束的选取缺乏理论依据,主要通过经验和焊后反复修配来保证精度。因此,建立大型薄壁结构的焊接仿真计算模型,考虑焊接装配过程中装夹约束对结构焊接变形的影响,揭示装夹约束与结构刚度和焊接变形之间的关系,实现装夹方案的优化设计,对提高航天产品的焊接效率和装配质量具有重要意义。
本文同时考虑焊缝区的边缘效应和弹性区的约束作用,基于应力分区映射法建立不同装夹约束下的大型薄壁结构焊接变形精确预测模型;建立焊接变形有限元模型,研究装夹约束对结构刚度及焊接变形的影响规律;以单个零件在装夹状态下的应变能最小为优化目标,结合有限元和离散粒子群优化算法建立装夹方案优化模型,为不同尺寸、不同构型的贮箱关键零件在实际焊接装配过程中装夹约束的选取提供理论指导,实现对焊接变形的控制。主要研究内容如下:
(1) 考虑装夹约束的大型薄壁结构焊接变形预测模型
根据柔性结构装配过程及焊接变形影响因素,定义焊接典型装夹方案,基于弹性力学理论推导薄板结构的刚度分布,分析装夹约束位置和几何尺寸参数对薄板刚度的影响;采用应力分区映射方法,对局部模型施加焊接装夹约束条件,进行热力耦合分析得到焊缝区域的应力分量;建立局部焊缝和整体结构的应力分量映射关系,对整体模型进行一次弹性计算得到最终释放夹具后的焊接变形。
(2) 不同装夹方案的大型薄板结构焊接变形分析
基于应力分区映射法理论,建立大型薄壁结构焊接计算模型,采用ABAQUS 软件进行数值仿真。计算不同装夹约束条件下大型平板释放夹具后的焊接变形变化规律。分别针对点约束和线约束装夹方案,从装夹约束位置和几何尺寸两个方面研究装夹约束对大型薄壁结构的焊接变形变化规律,同时分析搅拌摩擦焊过程中进给速度和旋转速度两个工艺参数对装夹约束效果和焊接变形的影响。针对不同装夹约束下的大型薄壁结构焊接变形进行搅拌摩擦焊实验,进一步验证仿真计算的焊接变形变化规律。
(3) 火箭贮箱大型薄壁结构装夹方案优化设计
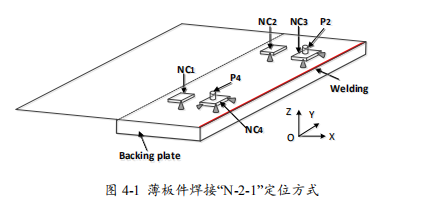
在"N-2-1"定位原理基础上,以单个零件在装夹状态下应变能最小为优化目标,结合 ABAQUS 有限元技术和离散粒子群算法,建立火箭贮箱关键零件的装夹优化模型;采用有限元计算单个零件的整体应变能,MATLAB 编写离散粒子群优化算法,对不同构型的大型薄壁结构的夹具约束位置进行寻优;分别采用优化前后的装夹约束对贮箱壁板和瓜瓣进行焊接数值仿真计算,对比装夹优化前后的焊接变形,验证该优化方案的可行性。
关键词:装夹约束,大型薄壁结构,焊接变形,数值模拟,装夹方案优化
ABSTRACT
Large scale thin-walled structures are widely used in the skeleton of aerospace products due to their high strength and light weight, such as rocket storage tank. In the manufacturing assembly process, the joints of the parts are usually welded. Due to the large flexibility and geometric nonlinearity of the thin-walled structure, different clamping constraints have great influence on its overall stiffness of the structure, which further affect the welding deformation. When the size of structure increases, the influence of the fixture constraint on the stiffness of the structure increases nonlinearly, which makes the relationship between the clamping constraint and the welding deformation more complicated. At present, the selection of clamping constraint lacks the theory, mainly depends on experience and repeated repair after welding to ensure accuracy. Therefore, revealing the relationship between the clamping constraint and welding deformation and realizing the optimization of the clamping scheme are of great significance to improve the welding efficiency and assembly quality of aerospace products.
In this paper, by considering the edge effect of the weld zone and the constraint of the elastic zone, the accurate welding calculation model of large scale thin-walled structure under different clamping constraints is established based on the three-dimensional stress mapping method. The model is used to study the influence of clamping constraints on structural stiffness and welding deformation. Optimization of clamping scheme for structures with various configurations is conducted using FEM method and the BPSO algorithm, which provides theoretical guidance for the selection of the clamping constraints of rocket tank during the actual welding assembly process. It is very important for improving the welding quality. The main research contents are as follows:
(1) Welding model of large-scale thin-walled structure considering the influence of clamping constraints
According to the assembly process and the typical clamping scheme, the stiffness distribution of the thin plate structure is derived based on the theory of elastic mechanics, and the influence of the clamping position and size parameters of the structure on the stiffness of the thin plate are analyzed. The stress partition mapping method is proposed to establish an accurate model on the prediction of welding deformation. Different clamping schemes are applied to local model, and the mapping relationship of stress components between the local model and the global structure is established. Finally, the welding deformation after releasing clamping is obtained.
(2) Analysis of welding deformation of large-scale thin plate under different clamping schemes
Based on the theory of stress partition mapping method, finite element model of large scale thin-walled structure is established, and ABAQUS software is used for numerical simulation. The effects of clamping constraints, welding parameters and part dimension on the welding deformation of large thin-walled structures are investigated by numerical simulation. The influence of constraints in different schemes on welding deformation is different. The impact of different size parameters on deformation is different.
(3) Optimization design of clamping scheme for large thin-wall structure of rocket storage tank
Combined with the characteristics of welding and clamping, based on the "N-2-1" positioning principle, the minimum strain energy of a single part in the state of being clamped is optimal target function. Combined with ABAQUS finite element technology and binary particle swarm optimization, the optimization model of key parts for rocket tank is established. The finite element is used to calculate the overall strain energy of a single part, and the BPSO is programmed by MATLAB to optimize the fixture constraint position of large scale thin-walled structures with different geometries. The welding deformations under clamping restraints before and after optimization for the different geometries of rocket tank are compared to verify the feasibility of the optimization scheme.
KEY WORDS: clamping constraint, large thin-walled structure, welding deformation, numerical simulation, fixture scheme optimization
目录
第一章 绪论
1.1 研究背景及意义
21 世纪以来,随着人类科学技术的迅猛发展,"载人航天"与"探测月球"等人类航天活动日益频繁,新一代运载火箭的不断发展和进步大大提高了我国航天科技水平[1]-[4].随着空间资源开发需求的不断增长,市场竞争日益激烈以及火箭运载需求的提高,火箭产品的尺寸不断增大,同时为了减轻产品质量,对轻薄化的要求越来越高,导致结构的刚度变弱,在焊接装配过程中极易产生较大的变形,进而影响焊接装配质量;贮箱装配过程中的主要连接技术为搅拌摩擦焊接工艺,焊接后的结构变形直接影响其制造尺寸精度,因此大型薄壁结构的焊接装配尺寸精度控制面临严峻的技术挑战,需要发展针对大型薄壁结构的焊接精确计算模型来预测焊后变形,以保证产品质量。
由于大型薄壁结构具有大尺度和弱刚性的特性,焊接过程中不同的装夹约束条件会导致结构的整体刚度变化,进一步影响结构的焊接变形;随着结构尺寸的逐渐增大,夹具约束对结构的刚度影响非线性增大,使得装夹约束与焊接变形之间的关系更加复杂。目前对于大型薄壁结构焊接装配过程中的装夹约束方案的选取缺少理论依据,贮箱组件及整体的焊接装配通常通过反复调试和修配来保证精度要求,导致产品生产周期长,效率低。选取适合的装夹约束方案在一定程度上可以降低焊后变形,提高产品装配精度,提高生产效率。因此,考虑大型薄壁结构的焊接装配过程中装夹约束对结构焊接变形的影响,揭示装夹约束与结构刚度和焊接变形之间的关系,实现装夹方案的优化设计,对提高航天产品的焊接装配质量和效率具有重要意义。
针对大型薄壁结构的焊接变形分析及装夹优化设计,主要面临以下几个问题:
结构尺寸大,传统焊接数值仿真计算耗时长,对网格大小极其敏感,运算规模大难以收敛,固有应变法采用实验测得的塑性应变的平均值,沿焊缝施加以计算焊接变形,规避了复杂的焊接过程,提高了计算效率,但是施加在焊缝区域的应变均匀分布,忽视了大型薄壁结构的刚度下降和几何非线性对翘曲变形的影响;随着薄壁结构尺寸的增加,刚度逐渐变弱,结构几何非线性增强,装夹约束对焊接变形的影响更加突出,并且缺少两者之间的理论模型;针对装夹优化设计,由于焊接过程复杂难收敛,目前的研究一般未涉及焊接过程。
因此,针对大型薄壁结构焊接变形计算的高精度和高效率要求及装夹方案优化设计的需要,从以下几个方面解决上述问题:建立考虑约束的大型薄壁结构焊接数值仿真模型,精确高效地预测其焊接变形;考虑不同装夹约束条件和工艺参数的影响,揭示装夹约束对大型薄壁结构的刚度及焊接变形的影响规律;针对大型薄壁结构焊接装夹约束的特点,建立影响焊接变形的装夹方案优化模型,对火箭贮箱壁板和瓜瓣关键零件进行装夹方案的优化设计,得到使焊接变形较小的最优装夹方案。
本论文研究得到以下科研项目的支持:
(1) 国家重点基础发展研究 973 计划课题"新一代超大型运载火箭薄壁结构制造的科学问题"子课题"超大尺度薄壁结构装配偏差控制与制造质量综合评估",(课题编号:2014CB046605)。
(2) 国家自然科学基金"超大薄壁结构装配偏差场传播的精确预测与偏差源诊断",(课题编号:51775345)。
1.2 国内外研究现状
针对大型薄壁结构在不同装夹约束下的焊接变形分析和装夹方案优化设计的研究,主要从大型薄壁结构的焊接仿真建模、装夹方案优化算法、焊接外拘束对焊接变形的影响和搅拌摩擦焊变形机理等四个方面对国内外研究现状进行综述,归纳分析相关研究成果,指出现有研究方法的不足之处,为研究大型薄壁结构焊接变形及装夹优化问题提供依据。
1.2.1 焊接外拘束对焊接变形影响的研究
焊接过程中,焊缝附近存在较大的温度梯度,焊后结构出现不同程度的残余应力和变形,影响焊接结构的制造精度和使用性能。焊接大多放在工作台、支撑架或地面上进行,支撑体和夹具的支撑和夹紧作用可以提高焊缝附近的局部刚度,进而控制焊接变形。然而不同的夹具拘束距离对大型薄壁结构焊缝处刚度的影响程度不同,导致最终焊接变形存在不同。航空航天结构具有尺寸大、厚度薄等特点,结构刚度较弱,尺寸精度直接影响其整机性能。因此,夹具约束位置和装夹方案对被焊工件焊接变形有显著影响,尤其对于大型薄壁结构的焊接变形影响更加明显。针对不同尺寸的薄壁结构,合理选择装夹约束方案能够有效减小焊接变形并提高焊接质量。因此,国内外诸多学者开始研究焊接过程中装夹约束因素对焊接变形的影响。
近年来,国内外很多学者针对焊缝长度较小的结构通过试验和数值模拟方法来研究外部拘束对焊接变形和应力的影响。Sun[5]为了模拟自由焊接情况的外拘束,在对称面上施加对称边界条件,并分别约束一个对称面所有节点的 x 方向自由度,约束另一对称面上所有节点的 y 方向自由度,并固定一个节点的 x,y 和 z 方向自由度。
Ronda 等[6]针对尺寸为 80mm×40mm×12mm 两个平板的对接焊进行研究,考虑夹具夹紧力、重力和摩擦力作用,将焊接件底部所有节点都施加位移约束,限制其三个方向的位移自由度来实现夹紧、重力、摩擦力和工作台支撑力对焊接件的拘束,这种情况下焊接件底部在焊接过程中无任何位移,属于过约束,焊缝区受热膨胀和冷却收缩的变化特征不能较好地反映出来。Pilipenko[7]除了在对称面上施加对称边界条件,还在焊接起始位置焊缝底部一点固定 x 方向自由度,限制远离焊缝平面上的两个节点在 xy 平面上的移动。Cronje[8]进行了一系列焊接实验,表明焊接件的不同夹紧约束方式对最终的焊接变形和塑性应变有较大的影响。Wahab 等[9]的焊接实验表明在焊接过程中焊接件所受的外拘束力是动态变化的,不是一成不变的,并通过位移约束方式确保焊接件在焊接过程中不发生变形。徐文立等[10]针对影响铝合金焊接变形的因素进行了一系列实验,结果表明焊接件的压紧力是影响铝合金焊接挠曲变形的一个十分显著的因素。
刚性夹具会造成对焊接件的过度拘束,引起更大的焊接残余应变。采用柔性夹具能控制焊接变形和保证焊接件在焊接过程中有相对自由的变形,从而避免更大的焊接应力,减小最终焊后变形。张建强等[11]采用热弹塑性方法对 4 种不同夹具拘束情况下 500mm 长的铝合金薄板焊接过程进行了仿真,结果表明,采用合理的夹具布局可以将薄板的纵向挠度控制在 1mm 左右。Liu[12]-[14]等采用表面堆焊对尺寸为200mm×150mm×6mm 的焊接件建立多体耦合模型,研究了外拘束大小、作用位置对焊接变形和残余应力的影响,发现只要拘束弯矩相同,焊接变形基本一致。Guo等[15][16]
采用三维热力耦合模型探究了夹具拘束距离对尺寸为 100mm×25mm×0.5mm 的Hastelloy C-276 薄板脉冲激光焊接变形的影响,该模型为抑制薄板焊接变形提供理论和实验的依据。张增磊等[17]将夹具和垫板作为弹塑性体包含到焊接数值模型中,焊接件尺寸为 100mm×300mm×5 mm,采用 4 种模型模拟夹具、垫板与焊接件之间的相互作用,结果表明夹具拘束作用的不同处理方式对平板焊后残余应力分布与变形有重要影响。Adak[18]等基于热弹塑性大挠度理论的有限元方法研究了三种不同板约束条件对对接焊残余应力和变形的影响,同时考虑了板厚、板宽、网格模型等参数对残余应力的影响。区达铨等[19]采用分段移动温控体热源高效算法针对复杂框架结构研究焊接顺序对焊接应力和变形的影响。Schenk 等[20]分析夹具对薄板焊接变形的影响,研究了夹紧时间、夹具释放时间和夹具预热对焊接失稳变形、弯曲变形和角变形的影响。综上所述,装夹外拘束对焊接变形具有一定的影响,特别是对于大型薄壁结构,其刚度降低,外拘束条件对薄板结构焊接变形的影响更加显著。但是上述对夹具拘束影响因素的研究大多是针对小型平板,而对于长程焊缝的大型薄壁结构以及曲面薄板的研究较少。
1.2.2 薄壁结构装夹约束方案优化算法
装夹优化的思想是确定最优的夹具个数和布局,使得零件装配偏差最小,提高焊接装配精度。由于大型薄壁结构具有尺度大、刚性弱的特性,在装夹应力和焊接应力作用下容易造成较大的变形,因此工装夹具的正确定位和夹紧固定是保证焊接质量、焊接生产率的关键因素。在实际焊接装配过程中,装夹约束的成本占到整个生产的 10%-20%[21],并且目前对于结构装夹方案的选取没有理论依据,每次只能靠经验判定,耗时耗力,更无法保证装配精度。因此对薄壁结构的装夹约束方案的优化设计得到国内外很多学者的重视,并对此进行了深入的研究。
在夹具设计中考虑柔性零件变形特性的研究从二十世纪九十年代,Menassa [22]
采用拟牛顿优化算法,将零件主定位方向关键测点变形平方最小作为优化目标,求得主定位面上定位点的位置。Rearick 等[23]将非线性优化和有限元分析结合在一起,利用代价函数作为夹具定位点的优化目标,进行工装夹具的设计及优化。1996 年,Cai、Hu 等[24]针对薄壁柔性件,首次提出"N-2-1"定位原理,规定第一基准定位点数为 N(N>3),第二基准面定位点数为 2 个,第三基准面定位点数为 1 个,禁止在零件正反两侧同时施加定位点。同时结合非线性优化算法和有限元分析方法寻找第一基准面上 N 个定位点的最优位置,以使薄板柔性件的总变形最小。该定位原理在薄板柔性件的装配分析中得到广泛的应用。Canelio 等[25]针对零件装配过程中的夹具定位点位置优化问题,结合差商法和有限元分析法提出了一种新方法,但是该方法存在一定的限制,在优化过程中需要重复进行有限元计算,并且仅对刚性定位下的夹具对装配偏差影响进行了分析。罗来军[26]建立柔性件的夹具布局优化模型,对 N-2-1定位原理中 N 的数量及对零件装配偏差的影响规律进行了研究。王剑[27]以有限元节点为优化变量,结合有限元软件 Ansys 和遗传算法,对轿车车门三维复杂曲面柔性件夹具定位点的位置进行优化。
近年来,国内外诸多学者将遗传算法、粒子群优化算法、模拟退火算法、人工神经网络算法等诸多智能优化算法应用到工程领域[28].董跃辉等人[29]针对框类零件的装夹方案选取进行了有限元模拟,分析了铣削加工过程中装夹顺序与夹紧点位置对薄壁件的影响。Subramanian 等[30]在仿真过程中采用弹性元件表示工件与夹具之间的接触,并通过结合有限元方法及遗传算法,以最小弹性变形为优化目标函数,获得夹具布局的最优解,同时还对比连续插值与离散插值对夹具布局优化的结果。刘少岗[31]采用迭代方法求解并确定零件与定位元件的边界条件,并研究夹具顺序对加工过程中零件变形误差的影响进行了研究。陈华[32]针对薄壁零件刚性低,容易产生装夹变形问题,采用 ABAQUS 软件计算不同装夹方案下的夹紧力,并以装夹后的形位误差最小为优化目标,选出薄壁件最优的装夹方案。Necmettin[33]针对二维夹具系统的布局采用遗传算法和有限元方法对整个夹具布局进行了优化。石志云等[34]针对柔性薄板件定位装夹过程中主基准面上的定位点数 N 的数量和位置,利用 APDL 语言基于遗传算法提出了一种适合柔性薄板冲压件夹具定位点优化设计的方法,同时考虑了零件的制造误差对定位点布局的影响,分别研究了平面和曲面零件在重力作用下定位点的分布情况。Deng[35]利用二次非线性求解方法解决了夹紧力的优化问题,在保证整个加工过程动态稳定的前提下,以夹紧力最小为目标完成了优化工作。秦国华等[36]提出基于神经网络和遗传算法的装夹变形"分析-预测-控制"方法,将有限元结果作为神经网络的训练样本,借助神经网络的非线性映射能力,以工件最小装夹变形为优化目标,建立多重装夹布局优化模型及遗传算法求解技术。试验结果表明,预测结果、有限元分析结果及试验数据之间的相对误差小于 3%,并且大大提高了装夹变形计算效率。Padmanaban[37]基于蚁群算法对柔性件加工过程中的装夹约束进行优化设计,采用有限元方法对由加工和夹具引起的零件动力学响应进行了分析,并对比了离散插值和连续插值对优化结果的影响。姜潮等[38]基于 N-2-1 定位原理,利用有限元计算零件第一基准面上的变形,采用隔代映射遗传算法建立焊装夹具的定位点优化模型,并与小种群遗传算法的收敛效果进行了对比。王少峰[39][40]提出有限差分方法表征零件加工变形敏感度的新思路,揭示零件变形与定位点布局之间的关联关系,建立解析敏感度表达式,为多点布局优化创新提供理论支持。Rai 等[41]采用有限元方法研究了加工路径、加工顺序以及夹具布局等参数的优化设计。王仲奇等[42]
将飞机薄壁件在自身重力作用下的最大变形量作为优化目标函数,采用萤火虫算法并结合有限元计算,完成对飞机薄壁件夹具定位点布局的迭代优化设计。
综上研究现状,目前国内外学者对薄壁件装夹优化的研究大多侧重于减小由装夹约束直接导致的零件变形,而针对薄壁结构焊接装配过程中的装夹约束对焊后变形影响的研究较少;大部分优化设计是以第一基准面方向的最大变形量为优化目标,而忽略了其它方向上的变形,不能准确地描述零件的变形。此外,随着薄壁结构尺寸的增加,结构几何非线性对其焊接过程中装夹方案选取的影响也鲜有研究。
1.2.3 大型结构焊接变形数值计算方法
焊接应力变形计算是一个复杂、多维和多参数的过程,基于热弹塑性有限元的移动热源法能够有效反映焊接温度与变形演化规律。数值方法摆脱了解析方法的许多束缚,Zhu 等[43]采用移动热源法对 304L不锈钢的搅拌摩擦焊接过程进行仿真计算,研究了不同旋转速度下焊接件内部的温度变化规律和残余应力情况。李晓东等[44]针对铝合金车体端墙顶板的熔化极气体保护焊(MIG)接过程采用移动热源法进行了仿真模拟,得到了焊接熔池形貌和结构的焊后变形。移动热源法虽然可以有效反映焊接过程和预测焊接变形,但是该有限元计算复杂,求解耗时长,计算效率低,不利于针对多种工况进行焊接变形计算的研究。因此,为了提高多种工况下大型结构焊接变形的计算效率,国内外很多学者进行了大量的研究。
在早期研究中,许多学者将三维实体焊接结构简化为二维模型计算,进而大大提高计算效率。Sarkani 等[45]采用平面应变模型计算单道焊缝的焊接残余应力,采用三维模型计算 3 道焊缝的焊接残余应力,结果发现,两者计算结果十分吻合,但是由于二维模型不能很好地表现纵向的约束情况,两个结果在纵向应力存在接近 30%的差异。Dong 等[47][46]采用一种特殊的三维壳单元对环形焊缝的残余应力分布进行计算,虽然大大降低了计算规模,但是所得结果误差较大。Jiang 等[46]通过对平面应变模型、轴对称模型和三维实体模型的焊接过程进行焊接仿真计算,对比分析三种模型下的焊接应力和变形情况,研究结果发现三种模型的应力分布和焊接变形趋势均与实验大致相同,但是三维模型的计算结果最接近实验测量值,计算精度最高。
网格自适应方法是通过细化热源作用区域的网格,热源通过后恢复粗网格的技术,在保证计算精度前提下显著减少了计算时间。Prasad 等[49]采用网格自适应方法计算焊接过程的温度场,计算过程中网格节点数大大减少,计算时间显著减少,并且仿真温度场与实验数据符合较好。Shi 等[50]开发用户子程序实现焊接过程的自适应网格计算,计算结果与非自适应网格方法吻合较好,同时计算时间为原来的 7/10.
Lindgren 等[51]采用自适应网格方法对大型结构三维模型进行有限元计算,计算时间缩短了 60%,计算精度影响较小。Duranton 等[52][53]针对激光焊接数值模拟,采用自适应网格方法对其进行三维热力耦合仿真计算,温度场及应力与移动热源法所得结果吻合度较高。子结构法是另一类焊接高效计算方法。在焊接过程中,只有焊缝及附近较小的热影响区域属于非线性的热弹塑性过程,而其余大部分区域仅经历弹性过程,子结构法将焊接结构的热弹塑性区和弹性区分开计算,提高计算效率。Brown[54]
采用动态子结构法并结合网格自适应方法对平板焊接过程进行分析,计算效率提高了 70%.Zhang 等[55]采用迭代子结构法对多道焊缝的结构的焊接残余变形进行了计算,大大节约了计算时间。刘川等[56]采用三维动态子结构法将整个模型的三维模型简化为计算窄小焊缝和热影响区的非线性弹塑性问题,并且保证残余应力分布与全模型计算结果十分接近。网格自适应法和子结构法本质比较相似,热源作用局部区域网格比较细密,远离焊缝附近的广大弹性区域网格尺寸比较大,进而提高计算效率,但是效果比较受限。
Michaleris 等[57]最早提出局部-全局法的思想,局部模型仅为整个焊接结构的一小部分,对局部三维热弹塑性模型进行焊接残余应变计算,将得到的残余应变通过一定的映射关系映射到整体模型中,进行一次弹性计算,最终得到整体结构的焊接变形和残余应力分布。Tsirkas 等[58]采用局部-全局法,对不同的焊缝建立局部模型,同时考虑激光焊接的小孔效应,焊接变形仿真结果与实验结果吻合较好,并采用该方法研究了不同焊接顺序下的焊接变形。Andersen 等[59]针对 L 形和 T 形的多条焊缝的薄板,采用局部-全局法进行了焊接变形仿真计算。李娅娜等[60]基于局部-整体映射法,提取焊缝接头局部残余塑性应变,并映射到整体薄壳模型,实现动车组铝合金侧墙的焊接变形数值模拟,仿真计算结果与试验测试结果基本吻合,验证该方法及仿真模型的合理性,解决了实际工程中大型或多条焊缝结构的变形计算问题。
大板大学 Ueda 等人[61][62]首先提出固有应变法计算焊接变形和应力,并得到广泛应用。该方法将固有应变作为初始应变施加到整体结构上,避免了有限元计算中瞬态和高温的影响,只需进行简单的静载弹性分析,即可得到焊接残余应力和变形,大幅度地缩短了计算时间。Deng 等[63]基于上述思想,通过计算不同焊接接头的固有变形,建立固有变形数据库,再利用得到的数据库采用固有应变法计算大型结构的焊接变形。汪建华等[64]深入研究了固有应变的理论,通过实验和热塑性分析,探究固有应变与焊接输入和板厚等因素的关系,并将固有应变法在很多实际工程中得以应用。徐济进等[65]采用了基于固有应变理论预测筒体对接多道焊的焊接变形,与实验测量值进行比较,验证了固有应变法的精确性,为阀体焊接工艺参数优化提供重要参考依据。
综合以上研究,国内外很多学者对大型薄壁结构的焊接数值计算进行了大量研究,也提出很多高效的计算方法,并基于此研究不同工艺参数对焊接变形影响规律。
但是以上数值计算方法,对于远离焊缝的广大弹性区的约束作用和焊缝起始端和结束端的边缘效应等几何非线性没有加以考虑,对焊接变形的预测精度较低,但对于火箭贮箱这类大型薄壁结构,几何尺寸精度要求比较高,因此需要采用高精度和高效的数值计算方法预测大型薄壁结构的焊接变形,为提高大型火箭贮箱制造精度提供理论指导。
1.2.4 搅拌摩擦焊焊接变形及焊接工艺研究
搅拌摩擦焊(FSW)是 1991 年由英国焊接研究所发明的一种用于低熔点合金板材焊接的固态连接技术。与传统熔焊相比,搅拌摩擦焊无烟尘、无污染,不需要添加焊丝和保护气体,机械化程度高,接头无气孔和裂纹,常适用于异种材料连接[66][67].
搅拌摩擦焊目前应用最多的是铝合金材料,铝合金材料由于强度高,质量轻,易成形的特性,在航空航天、汽车、飞机、船舶等工业领域中得到广泛应用。搅拌摩擦焊改变了铝合金铆接或机械连接的方式,自问世以来就得到广泛重视,很多大学、公司、研究所及诸多学者都对搅拌摩擦焊工艺进行了深入研究。
搅拌摩擦焊的焊后变形通常比普通熔焊相比要小很多,因此属于一种低应力小变形的焊接技术,但是随着搅拌摩擦焊在航空航天等对尺寸精度要求较高的工业领域越来越广泛的应用,尤其对大型薄壁结构来说,焊后较大的变形不可忽视[68],国内外很多学者对新型焊接应力状态和焊接变形进行了一系列的研究。Terasaki[69]等人针对 6063 铝合金材料,探究搅拌摩擦焊接接头残余应力产生的原因。李光[70]等针对铝合金薄板探究了搅拌摩擦焊的残余应力分布规律,提出控制焊接变形的方法,并在动态低应力无变形焊接技术基础上开发一套热沉系统,完成 FSW 实验。孙涛[71]
等针对 4mm 薄板 7075 铝合金搅拌摩擦焊,同时考虑搅拌头的机械载荷及装夹后的压力,结合古典摩擦理论用 ANSYS 软件对铝合金焊接过程中的温度场和应力应变进行了模拟仿真分析,并对其分布规律加以解释。杜岩峰[72]采用三维实体耦合模型对2219 铝合金的搅拌摩擦焊接过程进行热分析。Zhao[73]等基于流体力学建立搅拌摩擦焊三维模型,对焊接过程中材料的状态进行分析,同时结合粘度场和速度场,给出焊缝区域划分的基本准则。邢丽[74][75]等针对航空航天常用结构件 LD10 铝合金的搅拌摩擦焊进行了试验研究,结果表明,当参数最优时,可获得比较完美的平板对接接头,此外,还分析了焊缝接头的组织形态及接头力学性能。傅志红、贺地求[76]等针对 7A52 铝合金进行了大量的搅拌摩擦焊接实验,并对焊缝的宏观、微观组织以及焊缝横截面的显微硬度进行了深入分析。Price[77]等针对 2014 铝合金薄板进行搅拌摩擦焊时发现,薄板焊后出现明显的面外变形,宽度方向发生下凹的横向角变形,长度方向出现上凸的纵向变形。并研究机械张紧力对减小焊接残余应力和消除屈曲变形的影响。柴鹏、栾国红[78]等对搅拌摩擦焊宏观焊接变形进行测量,并分析了不同搅拌头、不同工艺参数条件下的变形规律。Woo[79]等采用中子衍射法,通过摩擦搅拌处理(FSP)测量 061-T6 铝合金板的厚度方向的残余应力,研究板厚残余应力的分布与角变形之间的关系。
除了上述对搅拌摩擦焊的焊接应力和焊接变形机理的研究外,国内外学者还对搅拌摩擦焊工艺进行了大量的研究。Tang 等[80]针对搅拌摩擦焊,研究不同焊接轴向力和转速对热输入和温度分布的影响规律,结果显示搅拌头轴肩在焊接过程中起非常重要的作用。Nishihara 等[81]等研究不同进给速度及搅拌头旋转速度对搅拌摩擦焊的搅拌头和垫板温度的影响。Jandric 等[82]结合实验和数值仿真计算结果,探究进给速度和旋转速度对搅拌摩擦焊的焊接质量及焊接试样的温度的影响。Lienert 等[83]对搅拌摩擦焊接过程中的搅拌头的温度和受力情况进行了分析,结果显示,焊接过程中搅拌头受力是动态变化的,起始阶段受力较大,随着焊接的进行,搅拌头受力逐渐减小并最终趋于稳定状态。Khandkar 等[84]等基于连续介质力学理论建立搅拌摩擦焊接残余应力和变形的预测模型,但是模型只考虑了热载荷的作用,忽略了搅拌头对焊接件的下压力的作用。李宝华,柯黎明[85]等针对铝箔材料进行搅拌摩擦焊,分析不同焊接速度、旋转速度及下压量等工艺参数条件下焊缝附近的金属流动形态。
高兵等[86]采用搅拌摩擦焊分析了不同焊接参数对5083铝合金的性能和组织形态的影响。Shi 等[87][88]同时考虑搅拌摩擦焊过程中的热作用和机械力作用,建立焊接仿真模型,对比不考虑轴肩下压力和摩擦力作用的结果,该模型可以更好地反映焊接变形和应力的特性。
综上研究所述,针对搅拌摩擦焊新型焊接技术,国内外学者不仅从机理上研究产生焊接应力和变形的原因,还分析了不同工艺参数对焊接应力及变形的影响。但是对于搅拌摩擦焊的装夹约束对焊接应力及变形影响的研究较少。
1.3 本文研究内容
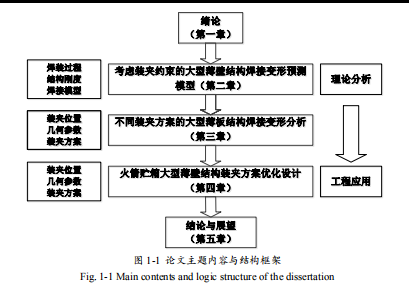
针对大型薄壁结构的焊接变形仿真计算目前存在的问题,考虑焊缝的边缘效应和广大弹性区的约束作用,采用应力分区映射法,建立大型薄壁结构的焊接有限元模型,计算得到焊后变形;建立不同装夹约束下的大型薄壁结构的焊接变形计算模型,研究装夹约束对大型薄壁结构焊接变形的影响规律,分析几何尺寸、工艺参数对焊接变形的影响;基于 N-2-1 定位原理,以零件的初始应变能最小为优化目标,结合有限元模型和离散粒子群优化算法建立大型薄壁结构的装夹方案优化模型,实现不同几何尺寸、不同构型的大型薄壁结构的装夹方案优化设计。本论文的主要内容如图 1-1 所示。各章节具体内容如下:
第一章首先阐述课题研究背景及意义,说明装夹约束对大型薄壁结构的刚度及焊接变形具有重要影响,对选取最优的装夹定位方案具有重要意义;从焊接外拘束对焊接变形的影响、薄壁结构装夹方案优化算法、大型结构焊接数值仿真方法、搅拌摩擦焊的变形研究四个方面对国内外研究现状进行了详细介绍,最后对论文各章节的具体研究内容进行了介绍。
第二章建立考虑装夹约束的大型薄壁结构焊接模型。分析薄板结构的装配过程,从确定性原理和实际工程出发确定薄板结构的典型装夹方案;基于弹性力学理论对薄板的刚度进行了理论推导,分析不同装夹位置和几何尺寸对结构刚度的影响,为建立装夹约束与刚度及焊接变形之间的关联关系奠定基础;针对大型薄壁结构,引入装夹约束参数,采用应力分区映射法,实现不同装夹约束下的大型薄壁结构焊接变形的精确预测。
第三章建立大型薄壁结构焊接变形有限元计算模型,采用 ABAQUS 软件进行数值仿真,探究了平板搅拌摩擦焊变形机理,并与实验对比验证了方法的正确性。研究不同装夹约束条件下大型平板焊接变形的变化规律。分别针对点约束和线约束装夹方案,从装夹约束位置和几何尺寸两个方面研究装夹约束对大型薄壁结构的焊接变形变化规律,同时分析搅拌摩擦焊过程中进给速度和旋转速度两个工艺参数对装夹约束效果的影响。针对不同装夹约束下的大型薄壁结构焊接变形进行搅拌摩擦焊实验,进一步验证仿真计算的焊接变形变化规律。
第四章在"N-2-1"薄壁结构定位原理的基础上,以结构整体的最小应变能为优化目标,结合离散粒子群优化算法和 ABAQUS 有限元技术,建立基于火箭贮箱关键零件的大型薄壁结构的装夹优化模型;采用有限元计算单个零件的整体应变能,采用MATLAB 编写离散离散粒子群优化算法,对大型薄壁结构的夹具约束位置进行寻优,最后对比贮箱壁板和瓜瓣装夹约束方案优化前后的焊接变形,验证该优化方案的可行性。
第五章对本文的研究内容和成果进行总结,提出对后续工作的展望。

第二章 考虑装夹约束的大型薄壁结构焊接变形预测模型
2.1 薄壁结构装配过程与典型装夹方案
2.1.1 薄壁结构装配过程及焊接变形影响因素
2.1.2 薄壁结构典型装夹方案
2.2 基于弹性力学理论的薄板结构刚度分析
2.2.1 基于弹性力学的薄板结构刚度
2.2.2 薄板结构刚度的影响因素
2.3 基于应力分区映射法的焊接变形计算模型
2.3.1 局部模型焊缝区域划分
2.3.2 弹性子结构的建立
2.3.3 整体模型应力分量映射
2.4 本章小节
第三章 不同装夹方案的大型薄板结构焊接变形分析
3.1 薄板结构焊接变形数值仿真模型的建立
3.1.1 焊接模拟几何模型
3.1.2 焊接模拟热源模型
3.1.3 焊接材料热力学参数
3.1.4 焊接结构约束条件
3.1.5 标准板件焊接变形及机理分析
3.2 线装夹约束方案的焊接变形分析
3.2.1 不同约束位置的平板结构焊接变形分析
3.2.2 不同几何参数的平板结构焊接变形分析
3.2.3 不同工艺参数下装夹位置对焊接变形影响
3.3 点装夹约束方案的焊接变形分析
3.3.1 不同工艺参数下装夹位置对焊接变形影响
3.3.2 不同几何参数的平板结构焊接变形分析
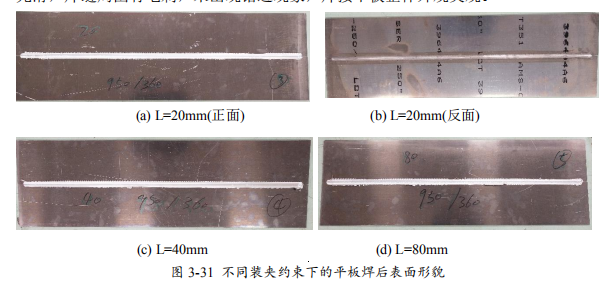
3.4 不同装夹约束下的搅拌摩擦焊接实验
3.3.1 薄板搅拌摩擦焊实验设计
3.3.2 薄板搅拌摩擦焊焊接变形测量
3.3.3 薄板搅拌摩擦焊焊接变形分析
3.4 本章小结
第四章 火箭贮箱大型薄壁结构装夹方案优化设计
4.1 基于 N-2-1 定位原理的薄壁结构焊接定位分析
4.2 大型薄壁结构装夹方案优化设计
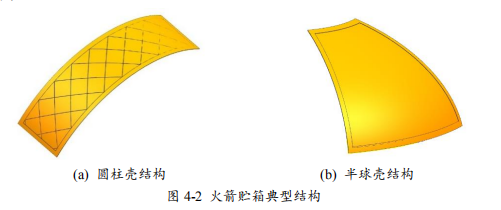
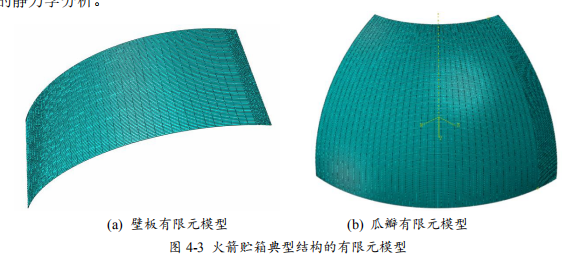
4.2.1 火箭贮箱典型结构及有限元模型
4.2.2 优化参数和优化目标函数
4.2.3 基于离散二进制粒子群算法的装夹定位优化
4.3 贮箱关键零件焊接的装夹定位优化方案
4.3.1 壁板装夹定位点数量的确定
4.3.2 壁板夹具点位置的优化结果分析
4.3.3 瓜瓣装夹定位点数量的确定
4.3.4 瓜瓣夹具点位置的优化结果分析
4.4 本章小结
第五章 结论与展望
5.1 主要结论
针对大型薄壁结构焊接过程,采用应力分区映射法建立焊接变形仿真计算模型,同时考虑焊缝区域边缘效应和广大弹性区的约束作用,实现大型薄壁结构焊接变形的高效和精确计算;研究装夹约束对大型薄壁结构焊接变形的影响规律,分析装夹约束位置、工艺参数、几何构型和尺寸对焊接变形的影响;结合有限元分析及离散粒子群优化算法建立大型薄壁结构装夹方案优化模型,对 3.35m 的贮箱壁板和瓜瓣的装夹定位方案进行优化,并采用优化前后的装夹方案进行焊接分析,为大型薄壁结构焊接装配中的装夹方案设计提供指导。主要得到以下结论:
(1) 考虑装夹约束影响建立大型薄壁结构焊接变形预测模型。基于弹性力学理论对薄板的结构刚度分布进行理论推导,并分析不同约束位置和几何参数对薄板结构刚度的影响规律;采用应力分区映射方法,同时考虑焊缝区的边缘效应和弹性区对焊缝的约束作用,建立大型结构焊接变形数值仿真预测模型,对焊接变形进行精确且高效地预测,并通过与实验结果对比,验证了该方法的正确性。
(2) 针对大型薄板结构的两种典型装夹方案进行焊接变形数值仿真分析,采用应力分区映射法,研究不同约束位置和几何尺寸对大型薄板结构焊接变形的影响规律。
同等条件下大型薄壁结构采用线装夹约束方案的焊接变形大于采用点装夹约束方案,且不同的装夹方案会导致夹具最佳约束位置的改变。随着薄壁结构尺寸的增加,结构的整体刚度下降,几何非线性增强,不同的装夹约束位置对结构刚度的影响更为突出,进而使得对焊接变形的影响更加明显。针对不同装夹约束下铝合金搅拌摩擦焊接结构的焊后变形进行实验分析,进一步验证了仿真结果的有效性。
(3) 针对进给速度和旋转速度两个工艺参数,研究不同工艺参数下装夹位置对焊接变形的影响规律。焊接工艺参数对焊接变形具有一定的影响,随着进给速度及旋转速度的增加,对装夹约束位置选取的影响减弱。装夹方案条件下,焊接变形随进给速度的增加而逐渐减小,这是因为进给速度的增加导致搅拌头总机械功输入增加,但是停留时间减小,沿焊缝的单位热输入量减小;焊接变形随旋转速度的增加而逐渐增加,这是因为旋转速度的增加导致焊接输入的机械功增加,热输入量进而相应提高。
(4) 采用 BPSO 算法对装夹约束点优化后的结构整体应变能与优化前均布方案的值显著减小,初始变形减小,并且使得焊接后的变形减小,优化效果明显;针对壁板和瓜瓣两种零件,瓜瓣在装夹状态下的应变能和初始变形均远小于壁板,说明瓜瓣结构的整体刚性比壁板强;并且对于直径均为 3.35m 的两种结构,装夹约束点的个数 N 均取 4,但是约束点的优化位置不同。装夹方案优化前后,壁板焊接最大变形数值减小 19.83%,瓜瓣焊接最大变形数值减小 11.3%,并且壁板和瓜瓣的焊接变形均优于压条装夹方案的焊接结果,验证了优化模型的正确性。
5.2 研究展望
本文针对大型薄壁结构焊接装配过程中装夹约束对焊接变形的影响及装夹方案的优化进行全面研究,同时考虑焊缝区域边缘效应和广大弹性区的约束作用建立大型薄壁结构焊接变形精确计算模型及装夹约束优化方法为实际应用中提高大型薄壁结构的焊接质量提供理论依据。但是本文也存在一些不足之处,可从以下几个方面进行进一步探究:
(1) 零件在加工制造过程中不可避免地存在几何偏差,在装夹过程中需要将零件校形到标准位置,并且再进行焊接过程。因此零件的初始制造偏差及夹具偏差会影响结构最终的焊接变形,本文重点考虑焊接作用的影响,后续可综合考虑零件制造偏差、夹具偏差和焊接作用的影响。
(2) 本文研究的平板、壁板及瓜瓣的焊接计算主要基于两个零件的焊接,而对于火箭贮箱这类封闭结构,箱底和筒段均是由多条焊缝焊接而成,因此焊接变形的传递及最终完成封闭结构的封闭焊对最终的焊接变形均有一定的影响,后续可进一步研究多条焊缝的封闭薄壁结构的焊接。
(3) 焊接过程本身比较复杂,优化算法以单个零件在装夹状态下的应变能最小为优化目标,得到最优的装夹约束位置后,作为焊接过程的装夹约束条件,未来可针对焊接过程对焊接变形的影响,对优化目标加以改进。
参考文献
[1] 李东, 程堂明。 中国新一代运载火箭发展展望[J]. 中国航天, 2008, 8(2):33-38.
[2] 龙乐豪, 王小军, 容易。 我国一次性运载火箭的发展展望[J]. 中国科学:技术科学, 2009(3):460-463.
[3] 刘欣, 王国庆, 李曙光等。 重型运载火箭关键制造技术发展展望[J]. 航天制造技术, 2013(1) :1-5.
[4] 范瑞祥, 王小军, 程堂明等。 中国新一代中型运载火箭总体方案及发展展望[J].导弹与航天运载技术, 2016(4):1-4.
[5] Sun J. Modeling and finite element analysis of welding distortions and residualstresses in large and complex structures[D]. University Park: The Pennsylvania StateUniversity, 2005.
[6] Ronda J, Oliver G J. Comparison of applicability of various thermo-viscoplasticconstitutive models in modeling of welding [J]. Computer Methods in AppliedMechanics and Engineering, 1998, 153(3-4):195-221.
[7] Pilipenko A. Computer simulation of residual stress and distortion of thick plates inmulti-electrode submerged arc welding. Their mitigation techniques[D]. Trondheim:Norwegian University of Science and Technology, 2001.
[8] Cronje M. Finite element modeling of shielded metal arc welding[D]. Stellenbasch :University of Stellenbasch, 2005.
[9] Wahab M A, ALAM M S, PAINTER M J, et al. Experimental and numericalsimulation of restraining forces in gas metal arc welded joints[J]. Welding Journal,2006, 85(2): 35-43.
[10] 徐文立, 刘雪松, 方洪渊,等。 薄板高强铝合金 LY12CZ 焊接工艺参数的优化[J].焊接学报, 2004, 25(2):39-42.1[11] 张建强, 赵海燕, 鹿安理等。 夹具约束对铝合金薄板焊接变形的影响[J]. 稀有金属材料与工程。 2009, 38(3): 165-169.
[12] 刘川, 张建勋。 外拘束力对堆焊焊接残余应力的影响[J]. 中国机械工程, 2009,20 (10): 1234-1239.
[13] 刘川, 张建勋。 焊接动态拘束变形三维多体耦合数值模拟[J]. 机械工程学报,2010, 46 (6): 83-86.
[14] Liu C, Zhang J X. Numerical simulation of transient welding angular distortion wexternal restraints[J]. Science & Technology of Welding & Joining, 2009,14(1):26-31.
[15] 郭玉全, 吴东江, 马广义等。 夹具拘束距离对 Hastelloy C-276 薄板脉冲激光焊接变形的影响[J]. 光学精密工程, 2012, 20(11): 2465-2471.
[16] Guo Y, Wu D, Ma G, et al. Numerical Simulation and Experimental Investigation ofResidual Stresses and Distortions in Pulsed Laser Welding of Hastelloy C-276 ThinSheets[J]. Rare Metal Materials & Engineering, 2014, 43 (11): 2663-2668.
[17] 张增磊, 史清宇, 鄢东洋, 蔡志鹏。 夹具拘束模型在焊接过程有限元分析中的建立及应用[J]. 金属学报。 2010, 46 (2): 189-194.
[18] Adak M, Soares C G. Effects of different restraints on the weld-induced residualdeformations and stresses in a steel plate[J]. International Journal of AdvancedManufacturing Technology, 2014, 71(1-4):699-710.
[19] 区达铨, 王发展, 赵申等。 大型复杂框架结构焊接变形与应力控制仿真[J]. 中国机械工程, 2018, 29 (5): 616-622.
[20] Schenk T, Richardson I M, Kraska M, et al. A study on the influence of clamping onwelding distortion [J]. Computational Materials Science, 2009, 45(4): 999-1005.
[21] 韩 义 , 李清潮 . 焊 接 工 装 夹 具 的 应 用 与 研 究 [J]. 科 技 创 新 与 应 用 ,2015(20):124-124.
[22] Menassa R J, Devries W R. Optimization Methods Applied to Selecting SupportPositions in Fixture Design[J]. Journal of Manufacturing Science & Engineering,1991, 113(4):412-418.
[23] Rearick M. R., Hu S. J., Wu S. M., Optimal fixture desing for deformable sheet metalworkpieces[C]. Transactions of NAMRI/SME, 1993, XXL: 407-412.
[24] Cai W, Hu S J, Yuan J X. Deformable Sheet Metal Fixturing: Principles, Algorithms,and Simulations[J]. Journal of Manufacturing Science and Engineering, 1996, 118(3):318-324.
[25] Camelio, J., Hu, S. J., Ceglarek, D. Impact of fixture design on sheet metal assemblyvariation. Journal of Manufacturing Systems. 2004, 23(3): 182-193.
[26] 罗来军。 基于焊装特征和偏差控制的车身柔性件焊装夹具设计方法研究[D]. 上海交通大学, 2002.
[27] 王剑。 复杂曲面柔性件测量夹具设计方法研究[D]. 上海交通大学, 2004.
[28] Vasundara M, Padmanaban K P. Recent Developments on Machining Fixture LayoutDesign, Analysis, and Optimization Using Finite Element Method and EvolutionaryTechniques[J]. The International Journal of Advanced Manufacturing Technology,2014, 70(1-4): 79-96.
[29] 董辉跃, 柯映林。 铣削加工中薄壁件装夹方案优选的有限元模拟[J]. 浙江大学学报(工学版), 2004, 38(1): 17-21.
[30] Subramanian V, DeMeter E C, Choudhuri S, et al. An investigation into the use ofspatial coordinates for the genetic algorithm based solution of the fixture layoutoptimization problem[J]. International Journal of Machine Tool & Manufacture,2002, 42(2): 265-275.
[31] 刘少岗, 郑力。 夹紧顺序对夹紧误差的影响[C]. 全国生产工程第九届年会暨第四届青年科技工作者学术会议论文集(二), 北京:清华大学, 2004, 6:411-415.
[32] 陈华, 陈蔚芳, 郑会龙。 薄壁件装夹方案优选的有限元模拟[J]. 组合机床与自动化加工技术, 2008, 3: 63-67.
[33] Kaya N. Machining Fixture Locating and Clamping Position Optimization UsingGenetic Algorithms[J]. Computers in Industry, 2006, 57(2): 112-120.
[34] 石志云, 刘渝, 余时建。 基于遗传算法的柔性薄板冲压件定位位置优化设计[J].机械科学与技术, 2012, 31(7): 1145-1149.
[35] Deng H, Melkote S N. Determination of minimum clamping forces for dynamicallystable fixturing[J]. International Journal of Machine Tools & Manufacture, 2006,46(7): 847-857.
[36] 秦国华, 赵旭亮, 吴竹溪。 基于神经网络与遗传算法的薄壁件多重装夹布局优化[J]. 机械工程学报, 2015, 51(1): 203-212.
[37] Padmanaban K P, Arulshri K P, Prabhakaran G. Machining Fixture Layout DesignUsing Ant Colony Algorithm Based Continuous Optimization Method[J]. TheInternational Journal of Advanced Manufacturing Technology, 2009, 45(9): 922-934.
[38] 姜潮, 韩旭, 钟志华。 电阻点焊焊装夹具定位点的优化设计[J]. 机械工程学报,2009, 45(4): 192-196.
[39] 王少锋, 洪军, 王建国, 等。 大型薄壁件的多点支承/定位方法研究[J]. 西安交通大学学报, 2016, 50(6): 122-129.
[40] 王少锋, 洪军, 王建国, 等。 大型薄壁件多点定位的初始布局优化算法研究[J].西安交通大学学报, 2016, 50(5): 38-44.
[41] Rai J K, Xirouchakis P. Finite Element Method Based Machining SimulationEnvironment for Analyzing Part Errors Induced During Milling of Thin-WalledComponents[J]. International Journal of Machine Tools and Manufacture, 2008,48(6): 629-643.
[42] 王仲奇, 黄杰, 康永刚, 等。 基于萤火虫算法的飞机弱刚性件装配定位策略优化[J]. 机械科学与技术, 2016, 35(4): 626-629.
[43] Zhu X K, Chao Y J. Numerical simulation of transient temperature and residualstresses in friction stir welding of 304L stainless steel[J]. Journal of materialsprocessing technology, 2004, 146(2): 263-272.
[44] 李晓东, 李春广, 朱志民, 等。 铝合金薄板MIG焊焊接变形仿真预测的工程应用[J]. 焊接学报, 2014, 2:104-108.
[45] Sarkani S, Tritchkov V, Michaelov G. An efficient approach for computing residualstresses in welded joints[J]. Finite Elements in Analysis and Design, 2000,35(3):247-268.
[46] Dong P, Zhang J, Bouchard P J. Effects of repair weld length on residual stressdistribution[J]. Journal of Pressure Vessel Technology, 2002, 124(1):74-80.
[47] Dong P. Residual stress analyses of a multi-pass girth weld: 3-D special shell versusaxisymmetric models[J]. Journal of Pressure Vessel Technology, 2001,123(2):207-213.
[48] Jiang W, Yahiaoui K, Hall F R, et al. Finite element simulation of multipass welding:
full three-dimensional versus generalized plane strain or axisymmetric models[J].
The Journal of Strain Analysis for Engineering Design, 2005, 40(6):587-597.
[49] Prasad N S, Narayanan T K S. Finite element analysis of temperature distributionduring arc welding using adaptive grid technique[J]. Welding Journal, 1996,75(4):123s-128s.
[50] Shi Q Y, Lu A L, Zhao H Y, et al. Development and application of the adaptive meshtechnique in the three-dimensional numerical simulation of the welding process[J].
Journal of Materials Processing Technology, 2002, 121(2-3): 167-172.
[51] Lindgren L E, H?ggblad H, McDill J M J, et al .Automatic remeshing forthree-dimensional finite element simulation of welding[J]. Computer Methods inApplied Mechanics and Engineering, 1997, 147(3-4): 401-409.
[52] Runnemalm H, Hyun S. Three-dimensional welding analysis using anadaptive meshscheme[J]. Computer Methods in Applied Mechanicsand Engineering, 2000, 189(2):515-523.
[53] Duranton P, Devaux J, Robin V, et al. 3D modelling of multipass welding of a 316Lstainless steel pipe[J]. Journal of Materials Processing Technology, 2004(153-154):457-463.
[54] Brown S B, Song H. Rezoning and dynamic substructuring techniques in FEMsimulations of welding processes[J]. Journal of Engineering for Industry, 1993,115(4): 415-423.
[55] Zhang L J, Zhang J X, Serizawa H, et al. Parametric studies of welding distortion infillet welded structure based on FEA using iterative substructure method[J]. Scienceand Technology of Welding and Joining, 2007, 12(8): 703-707.
[56] 刘川, 张建勋。 基于动态子结构的三维焊接残余应力变形数值模拟[J]. 焊接学报, 2008, 29(4): 21-24.
[57] Michaleris P, Debiccari A. Prediction of welding distortion[J]. Welding Journal, 1997,76(4): 173-181.
[58] Tsirkas S A, Papanikos P, Pericleous K, et al. Evaluation of distortions in laserwelded shipbuilding parts using local-global finite element approach[J]. Science andTechnology of Welding and Joining, 2003, 8(2): 79-88.
[59] Andersen L F. Residual stresses and deformations in steel structures[D]. Lyngby:Technical University of Denmark, 2000.
[60] 李娅娜, 谢素明, 兆文忠。 基于"局部-整体"映射有限元的大型焊接结构变形仿真研究[J]. 机械工程学报, 2014, 50(8): 40-44.
[61] Ueda Y, Yuan M G. The characteristics of the source of welding residual stressinherent strain and its application to measurement and prediction[J]. Transactions ofJapan Welding Reasearch Institute, 1991, 20(2): 119-127.
[62] Ueda Y, Yuan M G, Mochizuki M, et al. A prediction method of welding residualstress using source of residual stress (report IV)-experimental verification forprediction method of welding residual stresses in T-joints using inherent strains[J].Transactions of Japan Welding Reasearch Institute, 1993, 22(1): 169-176.
[63] Deng D, Murakawa H, Liang W. Numerical simulation of welding distortion in largestructures[J]. Computer Methods in Applied Mechanics and Engineering, 2007,196(45-48): 4613-4627.
[64] 汪建华, 陆皓, 魏良武。 固有应变有限元法预测焊接变形理论及其应用[J]. 焊接学报, 2002, 23(6): 36-40.
[65] 徐济进, 陈立功, 汪建华, 等。 基于固有应变法筒体对接多道焊焊接变形的预测[J]. 焊接学报, 2007, 28(1): 77-80.
[66] 柯黎明, 邢丽, 刘鸽平。 搅拌摩擦焊工艺及其应用[J]. 焊接技术, 2000, 29(2):7-8.
[67] 廖艳。 搅拌摩擦焊的研究现状及前景展望[J]. 山东工业技术, 2018(5): 9-9.
[68] 鄢东洋。 铝合金薄壁结构搅拌摩擦焊热-力学过程的研究及模拟[D]. 清华大学,2010.
[69] Terasaki T, Akiyama T. Mechanical Behaviour of Joints in FSW: Residual Stress,Inherent Strain and Heat Input Generated by Friction Stir Welding[J]. Welding in theWorld, 2003, 47(11-12): 24-31.
[70] 李光, 李从卿, 栾国红,等。 薄壁铝合金搅拌摩擦焊焊接应力变形与控制[J]. 焊接, 2009(1): 29-32.
[71] 孙涛, 王玉, 高大路, 等。薄板 7075 铝合金搅拌摩擦焊三维有限元数值模拟[J].热加工工艺, 2010, 39(3): 158-161.
[72] 杜岩峰, 白景彬, 田志杰, 等。 2219 铝合金搅拌摩擦焊温度场的三维实体耦合数值模拟[J]. 焊接学报, 2014, 35(8): 57-60.
[73] Zhao Y, Lin S, He Z, et al. Numerical simulation of 2014 aluminum alloy friction stirwelding process[J]. Chinese Journal of Mechanical Engineering, 2006, 42(7): 92-97.
[74] 邢丽, 柯黎明。 铝合金 LD10 的搅拌摩擦焊组织及性能分析[J]. 焊接学报, 2002,23(6): 55-58.
[75] 邢丽, 柯黎明, 黄春平。 铝合金与钢的搅拌摩擦焊焊缝成形及接头性能[J]. 焊接学报, 2007, 28(1): 29-32.
[76] 傅志红, 贺地求, 周鹏展, 等。 7A52 铝合金搅拌摩擦焊焊缝的组织分析[J]. 焊接学报, 2006, 27(5): 65-68.
[77] Price D A, Williams S W, Wescott A, et al. Distortion control in welding bymechanical tensioning[J]. Science & Technology of Welding & Joining, 2013, 12(7):620-633.
[78] 柴鹏, 栾国红, 郭德伦,等。 FSW 接头残余应力分布及控制技术[J]. 焊接学报,2005, 26(11): 79-82.
[79] Woo W, Choo H, Brown D W, et al. Angular distortion and through-thicknessresidual stress distribution in the friction-stir processed 6061-T6 aluminum alloy[J].Materials Science & Engineering A, 2006, 437(1): 64-69.
[80] Tang W, Guo X, Mcclure J C, et al. Heat Input and Temperature Distribution inFriction Stir Welding[J]. Journal of Materials Processing & Manufacturing Science,1998, 7(2): 163-172.
[81] Nishihara T, Nagasaka Y. Measurement of tool temperature during friction stirwelding[C]. Proceedings of 4th International Symposium on Friction Stir Welding.Park City, 2003.
[82] Jandric D, Ouyang J H, Valant M, et al. On-line weld quality diagnostics in FSW[C].Proceedings of 11th International Conference on Computer Technology in Welding.Columbus, OH, 2001: 173?181.
[83] Lienert T J, Jr W L S, Grimmett B B, et al. Friction stir welding studies on mildsteel[J]. Welding Journal, 2003, 29(7): 27-40.
[84] Khandkar M Z H, Khan J A, Reynolds A P, et al. Predicting residual thermal stressesin friction stir welded metals[J]. Journal of Materials Processing Technology, 2006,174(1–3): 195-203.
[85] 李宝华, 柯黎明, 邢丽, 等。 搅拌摩擦焊工艺参数对 LY12 铝合金焊缝金属流动形态的影响[J]. 机械工程材料, 2009, 33(1): 55-58.
[86] 高兵, 陈雨, 丁桦。 搅拌摩擦加工参数对 5083 铝合金组织性能的影响[J]. 材料与冶金学报, 2015, 14(2): 139-143.
[87] Shi Q Y, Dickerson T, Shercliff H. Thermo-mechanical analyses of weldingaluminium alloy with TIG and friction stir welding[C]. International Trends inWelding Research Conference Proceedings. Pine Mountain, USA, 2003.
[88] Shi Q Y, Silvanus J, Liu Y, et al. Experimental study on distortion of Al-6013 plateafter friction stir welding[J]. Science & Technology of Welding & Joining, 2013,13(5): 472-478.
[89] 郑斌。 火箭贮箱超大薄壁结构焊接变形预测与机理研究[D]. 上海交通大学,2018.
[90] 姜帆, 余海东, 来新民, 等。 不同初始偏差下超大薄壁结构焊接变形分析[J]. 机械设计与研究, 2018(3)。
[91] Shi Y. Particle Swarm Optimization: Developments, Applications andResources[C]//Evolutionary Computation, 2001. Proceedings of the 2001 Congresson. IEEE, 2001, 1: 81-86.
[92] 杨维, 李歧强。 粒子群优化算法综述[J]. 中国工程科学, 2004, 6(5): 87-94.
致 谢
时光如梭,转眼间研究生的学习生活即将画上句号。在上海交通大学读完本科又继续攻读硕士学位,在交大六年半的时光给我留下了太多珍贵的回忆。在这段求学的路上,我不仅学到了扎实的专业知识,掌握了专业技能,还从导师和师兄师姐身上学到了很多宝贵的工作经验。一路走来,包括论文的顺利完成,离不开身边所有人的帮助和支持,在即将毕业之际,心中感慨万千。
经过两个多月的努力,最终完成了本论文的撰写。首先我要对我的导师余海东老师表示深深的感谢,从论文的选题、研究到最后的撰写,余老师始终细心指导,给予了作者很多宝贵的建议。感谢导师余海东老师在我研究生期间给予的所有指导和关怀。本科三年级曾上过余老师的材料机械性能这门课,余老师的课堂不仅可以学到专业知识,还可以听到很多人生哲理,让我受益匪浅;并且关心班级的每一位同学,让我在大学中还能感受到温暖。于是决定跟余老师读研究生,继续接受余老师的教导。在两年半的研究生学习和生活中,余老师用他严谨的学术作风,一丝不苟的工作态度,精益求精的工作习惯给我树立了一个榜样,潜移默化中培养我良好的科研工作和学习生活习惯。在平时的日常生活中,余老师风趣幽默,平易近人,对学生给予无微不至的关怀,从生活中的小事上教会了我们很多生活的道理,我将始终牢记心中并在今后的学习工作中努力践行。
感谢实验室的王皓老师、赵勇老师和陈根良老师对我的指导和帮助。他们治学严谨,学识渊博,具有创新思维,每次组会都让我开阔了视野,了解了最前沿的科学。在科研工作中,几位老师都给予了我许多宝贵的建议,为我的研究提供了新思路,完善了我的研究成果。并且几位老师协同合作,对学术和项目的工作热情,为整个课题组营造了浓厚的学术氛围,再次表达感谢之情!
感谢上海交通大学机械与动力工程学院车身所装备组实验室的所有兄弟姐妹们,感谢赵春璋、郑斌、徐勋、姜帆、钱彦懿等师兄师姐们对我科研论文上的帮助和指导;感谢李琳、李云勇、余觉、陈坤勇、姚震、邓向阳、易灿明、张健、陈奥林、葛世玉、朱贺轩、赵梓杰、邹剑锋、任书锋、郭磊、杨丹、林张鹏等所有组内的师兄师姐师弟师妹们对我学习和生活上的帮助,虽然与他们相处短短两年半,但是这份情谊、这段经历是我人生中最宝贵的财富;感谢郭隽侠、杨珂、唐嘉钰、王萌等同届同学的陪伴与鼓励,他们的优秀与努力也让我自己变得更加优秀!
最后,感谢我的男朋友闫棣,在我遇到困难时给予我帮助和鼓励,在我委屈难过时给予我温暖和安慰,让我坚强地面对挫折,走向希望;感谢我的母亲和家人,感谢母亲含辛茹苦的把我养大成人,一直默默地支持和鼓励我。家是温暖的港湾,更是我求学路上前进的动力。
(如您需要查看本篇毕业设计全文,请您联系客服索取)