24小时论文定制热线
24小时论文定制热线
摘 要
轴承广泛地应用于各行各业,其性能的好坏直接关系到整个装备使用寿命的长短。
随着现代工业和科学技术的发展,对于轴承的高可靠性、高精度、承载能力、动态性能、高速高温和轻量化、小型化、组合化等提出了愈来愈高的要求,这对轴承的各个装配件的质量有了更高的要求。作为轴承的重要组成部分轴承套圈的表面质量直接影响到整个轴承件的使用寿命和工作效率。轴承套圈属于淬硬材料,近年来以车削代替磨削作为淬硬材料精加工的最后一道工序的方法被提出和应用。但是,在车削硬度较高的 Gcr15 时会产生大量的热量,较高的切削温度直接影响到被加工件的表面质量和加工效率。为探寻提高硬态车削件表面质量的方法本文研究了氮气冷却环境对被加工件表面质量的影响。
本文首先通过有限元仿真的方法分别建立了氮气冷却和干式切削的仿真模型,求解输出两种切削环境下同参数切削所得工件温度场分布。以刀尖一节点为例输出了温度随时间变化曲线,获得温度稳定所需的切削时间。并且输出了主切削刃上靠近刀尖 1mm 内几点的稳定温度值和工件表层 1mm 内几个节点的温度值。为后续测温试验和表层残余应力分布的研究提供仿真依据。
进而依据仿真结果中节点温度值和温度场的关系设计了利用刀具一点温度结合温度仿真反推温度场的测温方案。设计切削实验并使用该测温方法对比分析氮气冷却相对于干式切削的降温效果和三个切削要素对切削温度的影响规律。
进一步,分别在干式和氮气冷却环境下对轴承套圈进行了切削实验研究了两种环境下切削三要素分别对于粗糙度和硬度的影响规律。并对比了同参数切削所得工件的粗糙度和硬度差异以及随各切削要素变化该差异的变化规律。依据实验结果探寻获得较高表面质量的最佳的加工参数组合。最后,根据实验结果选取车削参数进行切削实验并对该参数组合下两种切削环境中车削所得工件表层分别进行残余应力采集以获得氮气冷却对于工件表层残余应力的影响效果。
关键词:硬态车削;氮气冷却;切削温度;粗糙度;硬度;残余应力
Abstract
Bearing is widely used in all walks of life, and its performance is directly related to the service life of the whole equipment. With the development of modern industry and science and technology, the high reliability, high precision, bearing capacity, dynamic performance, high speed and high temperature and light quantization, miniaturization and combination are put forward more and more high requirements, which have higher requirements for the quality of each bearing assembly. As an important part of the bearing, the surface quality of the bearing ring directly affects the life and efficiency of the bearing. Bearing rings are hardened materials.
In recent years, turning grinding instead of grinding as the last working procedure of finish machining of hardened materials has been put forward and applied. However, when turning high hardness Gcr15, a lot of heat will be generated. The higher cutting temperature will directly affect the surface quality and machining efficiency of the workpiece. In order to explore the way to improve the surface quality of hard turning parts, the effect of nitrogen cooling environment on the surface quality of hardened parts was studied.
In this paper, the simulation model of nitrogen cooling and dry cutting is established by the finite element simulation method, and the temperature distribution of the workpiece in the two cutting environment is solved. Taking the tip of a knife node as an example, the curve of temperature changing with time is output, and the cutting time needed for temperature stabilization is obtained. Moreover, the stable temperature values near the cutting edge 1mm and the temperature values of several nodes in the 1mm of the workpiece surface are output. It provides simulation basis for subsequent temperature measurement and surface residual stress distribution.
According to the relationship between the node temperature and the temperature field in the simulation results, a temperature measurement scheme based on the tool temperature and temperature simulation is designed. The cutting experiment was designed and the temperature measurement method was used to compare the cooling effect of nitrogen cooling to dry cutting and the influence of three cutting factors on the cutting temperature.
Furthermore, the effect of cutting three elements on the roughness and hardness of the bearing rings under two environments was studied in the dry nitrogen cooling environment.
The difference of roughness and hardness of workpiece after cutting with the same parameter and the change rule of the variation with the cutting factor are compared. Based on the experimental results, we explored the best combination of processing parameters for obtaining high surface quality. Finally, the cutting parameters are selected according to the experimental results and the residual stress in the surface surface of the two cutting environment is collected to obtain the effect of nitrogen cooling on the residual stress on the surface of the workpiece.
Key words: hard turning; nitrogen cooling; cutting temperature; roughness; hardness;residual stress.
伴随汽车工业、军事装备技术、航空航天技术、及很多智能装备的迅速发展,许多重要零部件的加工技术也紧随脚步取得很大突破。中国制造 2025 的提出,中国的加工技术必然会在不久将来在世界占有一席之地,而轴承作为现代机器行业加工的重要零部件,其表面加工技术的发展也起着至关重要的作用[1]。轴承套圈属于淬硬钢具范畴,它有典型的耐磨性和难加工性,经淬火或低温去应力退火后硬度高达 HRC50-HRC65, 故而车削性能很差,主要表现在切削力大、导热性较差导致的切削温度高、加工硬化程度高,工件表面质量难以保等方面[2]。
在传统的制造业中通常采用粗磨和精磨作为淬硬零件的精加工工艺,但是在传统的磨削加工中,砂轮及磨削液消耗量大、成本高、效率低、粉尘和废液污染严重、易产生表面烧伤,而且有些成形表面采用磨削加工很难实现[3,4];热处理变形量大和砂轮线速度低等原因,导致磨削加工占了大型轴承套圈的加工总工时三分之一以上。所以,使用磨削的方式进行加工淬硬件无法满足现代绿色制造发展的要求,这使得大型淬硬钢工件的加工受到很大的限制。近年来超硬刀具材料 PCBN (Polycry stalling Cubic Boron Nitride)逐渐发展及应用,同时数控机床等加工设备的精度也不断提高,以硬态切削代替磨削(即以车代磨)来完成淬硬零件的最终加工已成为一个新的加工方法,使得淬硬钢的精密加工更加经济、高效[5]。但是,由于以 PCBN 刀具 PCBN刀具对机床较高的特定要求以及切削环境的限制,到目前为止硬态切削技术还未被广泛的应用。另外,硬态切削时产生大量的热量极大增加了刀具磨损导致加工效率和加工质量的降低切削过程中产生的大量切削热会使整个切削系统温度升高,高的切削温度环境会使己加工表面产生残余应力、降低加工精度、降低生产效率以及加剧刀具的磨损程度等缺陷问题。这严重阻碍了 PCBN 刀具硬切削技术的进一步发展和应用。为了提高硬态切削质量现在具有代表性的绿色加工技术有:绿色湿式切削(生物稳定型切削液、水蒸汽冷却、绿色切削液)、干式切削(低温冷风切削、气体射流、干切削、低温液氮冷却切削),以及亚干式切削(微量润滑 MQL、微量冷却润滑 Minimum Quantity CoolingLubrication MQCL、低温微量润滑)等[6]。80 年代中期以来,国内外相继开始研究加工效率较高、成本较低的“以车代磨”工艺,但淬硬钢的切削加工性极差,要获得合理的刀具寿命及达到磨削工艺的同等精度仍非易事[7,8]。
硬态切削指的是切削硬度大于 HRC45 的工件。硬态切削已加工表面物理性能指已加工零件表面的微观几何形状误差以及表面以下几十微米范围的物理力学性能的变化。
表面质量包括表面粗糙度、已加工表面显微硬度、已加工表面的金相组织变化以及加工表面的残余应力分布等方面,这些都决定了硬态切削作为精加工手段的可行性[9]。硬态切削过程中切削热的研究,主要是通过理论计算、和有限元仿真以及试验测量等方法得到刀具的温度分布、切削温度随时间的变化规律;切削热和由它产生的切削温度直接影响影响工件的加工精度和表面质量。高速切削中切削热及其所致切削温度的产生和变化规律是高速切削机理、工件加工质量研究的重要内容。
作为高速切削加工的重要参数指标切削温度对加工精度、刀具寿命和表面质量等有很大影响[10]。关于硬态切削温度的研究现状如下:上世纪三十年代德国学者 CarlSalomon提出峰形“切削速度——切削温度” 曲线[11],人们努力达到该曲线的后半段,即:切削速度非常高而切削温度且很低。国内外近二十年来在高速硬态切削中的切削热、切削温度及其对刀具和工件的影响方面进行了一定研究,并由此发展了一些相关的研究方法。
前苏联学者于 1954 年提出车削加工工时,50%~86%切削热量由切屑带走,10%~40%传入车刀,3%~9%传入工件,l%左右通过辐射传入空气[12]。平尾政利和寺岛淳雄等以试验与理论计算相结合方法研究了铣削 45 钢(100m/min~400m/min)和铝(200m/min~800m/min)时切削热的变化规律[13]。
得出高速切削时切屑带走了大部分切削热;切削 45 钢和切削铝时尽管总切削热和切屑、工件与刀具所占总切削热比率在具体数值上表现不一,但变化规律类似。E.G Loewen 和 M.C.Shaw 于 1954 年提出正交自由切削时切削温度解析法,并进一步指出了基于切削温度解析法的切削热分配理论计算方法[14]。2005 年,山东大学的赵军等人通过模拟淬硬 45 钢切削加工,分析了切屑的形成机理,观察了切屑的形态,并研究了硬态切削过程中温度场的变化与分布,在切削参数选取方面为实际生产加工该材料提供了理论参考[15]。
车削加工轴承套圈表面物理性能实验相关图:
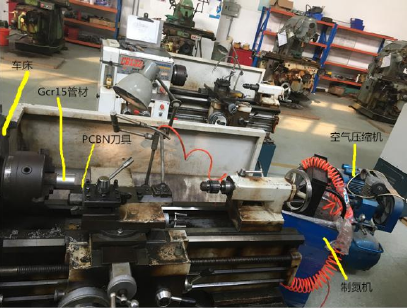
车削系统实物图

加工车床(C6132A)

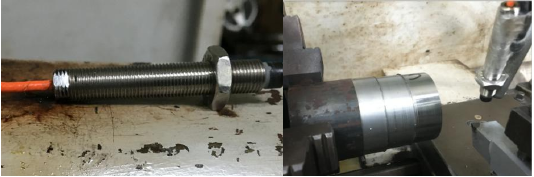
刀具、工件实物图

湖南通用空气压缩机、滨华 D-988 移动式轮胎氮气机
PT-50B2 红外测温探头
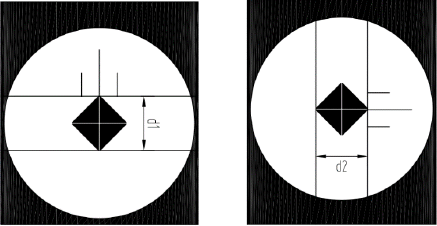
压痕图
目 录
摘 要
Abstract
目 录
Contents
第一章 绪论
1.1 课题研究背景
1.2 国内外研究现状
1.2.1 切削热和切削温度研究现状
1.2.2 切削残余应力研究现状
1.2.3 硬态切削切削环境研究现状
1.2.4 高速硬态切削工件表面粗糙度、表面硬度研究现状
1.3 课题研究目的及意义
1.4 课题主要研究内容
1.4.1 课题来源
1.4.2 课题研究内容
第二章 氮气冷却环境切削的建模和仿真
2.1 已有仿真软件对比分析
2.2 硬态切削有限元模拟的关键技术
2.2.1 材料的本构模型
2.2.2 切屑与工件的分离准则
2.2.3 对流换热系数计算
2.2.4 仿真中热传导模型
2.2.5 刀、屑摩擦模型
2.3 仿真建模
2.3.1 几何建模及网格划分
2.3.2 确定模型参数以及材料参数
2.3.3 定义输出节点及分析步
2.3.4 定义接触和边界条件
2.3.5 边界条件和约束条件的设置
2.4 温度仿真结果与分析
2.4.1 温度仿真云图分析
2.4.2 刀具温度节点输出与分析
2.4.3 被切削件节点温度输出
2.5 本章小结
第三章 氮气冷却环境下切削温度研究
3.1 实验目的
3.2 实验系统组成
3.3 切削实验测温系统设计
3.3.1 测温方式
3.3.2 刀具一点温度结合温度仿真反推温度场的测温方案设计
3.3.3 基于 ABAQUS 热仿真和红外测温反求温度场
3.3.4 探寻不同切削参数下氮气冷却下切削温度变化规律及降温效果
3.4 本章小结
第四章 切削实验
4.1 切削实验目的
4.2 实验设计
4.2.1 实验内容
4.2.2 实验方法
4.3 表面显微硬度实验研究
4.3.1 表面显微硬度测定原理与检测仪器
4.3.2 正交试验设计
4.3.3 正交试验表面硬度结果及分析
4.3.4 氮气冷却环境和干式切削环境先车削所得工件表面硬度对比实验与分析
4.3.5 显微硬度结果分析
4.4 表面粗糙度实验研究
4.4.1 粗糙度检测仪器与测量原理
4.4.2 氮气冷却环境切削和干式切削工件表面粗糙度对比分析
4.4.3 粗糙度实验结果对比分析
4.5 表层残余应力实验研究
4.5.1 残余应力产生机理
4.5.1 检测方法总结
4.5.3 检测设备及检测理论
4.5.4 残余应力试验设计及结果分析
4.6 本章小结
第五章 结论与展望
5.1 结论
5.2 创新点
5.3 展望
参考文献
本人在硕士期间的研究成果
致谢
(如您需要查看本篇毕业设计全文,请您联系客服索取)