24小时论文定制热线
24小时论文定制热线
摘要
对于现代模具制造业来说,数控加工是模具制造过程中的重要一环,也是模具制造周期长短的主要影响因素之一。数控加工的质量和效率在很大程度上依赖于加工方案和加工参数的选取。本文针对模具型腔数控加工的现状,以提高模具型腔数控加工效率为目标,进行了多方面的研究工作。
在模具型腔的数控加工过程中,大童的加工时间被耗于粗加工阶段。本文在分析模具型腔粗加工特点的基础上,应用人工神经网络技术来构建模具型腔数控加工的走刀方式选择模型,根据切削层几何形状的特点,采用BP网络进行走刀方式的优选,设计了BP网络的学习样本,并通过实例验证了方法的可行性和高效性。
切削力模型的建立是数控加工参数优化的关键技术,鉴于球头铣刀广泛应用于模具型腔的数控加工中,针对切削力解析模型的不足,采用人工神经网络建立球头铣刀的切削力模型,设计了切削试验来获得BP网络的学习样本集,最后对模型的正确性进行验证。
提出了基于平均切削力曲面模型的进给速度自动优化策略,基于切削试验建立了一个简易的平均切削力模型,根据刀位点的二维当量载荷对进给速度进行优化,在保证模具型腔加工质量的基础上,使切削力平稳,加工效率大幅度提高。其切削力平稳的特性更适合于模具型腔的高速数控加工,可以克服高速加工用刀具刚性差的不足。
关键词:模具型腔;数控加工;走刀方式;切削力模型;进给速度;
Abstract
In modern die industry, NC machining is an important part of the manufacture of die and mold, and it has great influence on production period of die and mold. The quality and effciency of NC machining mainly depend on the selection of machining strategy and parameters. Dealing with the current situation of die cavity NC machining, this paper focuses on the following aspects with the goal of efficiency improvement in die cavity NC machining.
In NC machining, rough machining costs most of the machining time. Based on the analysis of die cavity roughing, a NC tool path pattern selection model for die cavity is constructed using artificial neural network (ANN) in this paper. A three-layer BP network is adopted,and the training sets are also designed. Experiments demonshate the validity and efficiency of the method.
The construction of cutting foice model is the key technology of the NC machining parameter optimization. Considering the extensive use of ball-end milling cutters and the shortcomings of analytical cutting force model, ANN is used to set up a cutting force model for ball-end milling cutters. Cutting experiments are put in practice to get the training sets. The accuracy of the model is test at last by experiments.
A method for the automatic feedrate optimization based on the mean cutting force surface model is introduced to optimize the feedrate according to the 2D chip-load at different cutter location points. A simplified mean cutting force model is also constructed based on the cutting force experiments data. Through this way, the machining efficiency can be improved, and the cutting force can be kept nearly constant. The cutters used in high speed machining(HSM) have poor rigidity, therefore the method fits to HSM of die cavity due to the unfluctuating cutting force characteristic.
Key Words: Die cavity;NC machining;Tool path pattern;Cutting force model;Feedrate
在微电子、计算机技术、信息工程和材料工程等高新技术的推动下,数控加工技术的迅速发展开创了现代制造技术的新时代,并对人类社会进步和经济发展产生了巨大的推动作用。金属切削技术进入了以高速、高效、高精度为标志的高速切削新阶段川。
数控加工技术是计算机集成制造系统(CIMS )、柔性制造系统(FMS)、敏捷制造(AM)等先进制造系统中的核心技术,它可以大幅度地缩短产品的制造周期,提高产品的加工质量,加速了产品的更新换代,适合于加工形状复杂,加工精度要求高的零件,它已经成为衡量一个国家机械制造工业水平的重要标志。
对于现代模具制造业来说,模具数控加工是模具制造过程中的重要一环,也是模具制造周期长短的主要影响因素之一随着市场竞争的日益激烈,促使工业产品越来越向多品种、小批量、高质量、低成本的方向发展,于是对制造产品的关键工艺装备—模具的要求越来越苛刻,用户总是希望加工出来的产品外表光洁美观,成型精度和表面质量高,交货周期短。另外,飞机、汽车和轮船上的主要零件以及大量的塑料制品,由于功能或者美学的要求,通常包含有很多自由曲面(这类零件称为曲面类零件),其模具工作部分或相关电极一般是数控铣削加工完成的,加工时间(包括数控编程、切削加工和抛光时间)占整个制造周期60%以上,其中切削加工时间是最主要的,约占整个制造周期的30%-50%。因此,如何提高模具的数控加工效率就成了一个堕待解决的问题。
模具数控加工过程一般分为粗加工、半精加工、精加工三个阶段。粗加工作为数控加工第一阶段,其目的在于迅速切除工件毛坯的大部分余量以提高生产效率,同时为后续加工创造条件.据统计,目前在注射成型模具的加工中,有50%左右的时间花费在粗加工上。因此,从保证产品精度、提高加工效率、缩短交货期等方面考虑,粗加工是一道非常重要的工序。
随着高性能数控机床的普及,在现代模具制造中,如果能对数控加工进行优化规划,使得切削时间大大减低,就可以显着提高加工生产率。在数控加工过程中,数控加工工艺参数的变化,必将影响到切削过程的变化,因而影响到刀具使用寿命、工件的加工精度和数控机床效能的发挥。由于切削过程的不稳定性、复杂性和模糊性,虽然在世界范围内已进行了大量的研究工作,但还不能完整地定量描述和预测切削加工过程。目前,数控加工工艺参数只能由工艺人员根据经验判断或是参考手册规范确定,这些规范都是在特定条件下的试验结果,因此所选择的参数在一定条件下使用效果好,换一个条件往往就不适用了,或者虽然适用但是效率很低。可见,为了缩短模具制造周期,提高加工效率、降低模具成本,着眼于寻找一个优化的模具数控加工工艺方案不失为一种有效的办法。
本文主要针对模具型腔的高效数控加工进行理论和应用研究,通过对数控加工过程中的各个关键环节进行研究,论文涉及到计算几何、数控技术、CAD/CAM、人工神经网络(Artificial Neural Netwo氏ANN)技术等多方面的内容,从优化加工方案和加工参数选取出发,探讨了提高数控加工效率的多种有效措施,具有重要的现实意义和实用价值。
数控(Numerical Control, NC)技术是CAD/CAM中最核心的技术之一,代表了先进的现代制造技术和机械制造的发展方向。数控加工精度高,加工质量稳定,自动化程度高,能大大减轻工人的劳动强度,提高劳动生产效率。
数控技术的发展带动了各种先进制造模式的发展。1967年,英国首先把几台数控机床连接成具有柔性的加工系统。20世纪80年代,国际上出现了柔性制造单元(FMC ),这种单元投资少,既可单独长时间少人看管运行,也可集成到柔性制造系统或更高级的集成制造系统中使用。随后进一步出现了CIMS制造模式、敏捷制造模式等。可以说,数控技术是各种先进制造模式的低层支持技术,是将信息物化为产品的关键技术。
对复杂曲面的数控加工的研究主要集中在数控编程、机床数控技术等方面。数控编程的核心工作是生成刀具轨迹,然后将其离散成刀位点,经后置处理产生数控加工程序。目前中很多大型CAM系统都可以生成多种走刀方式,为用户加工复杂曲面提供了很多可供选择的余地。另外,基于特征的刀具轨迹生成方法的研究才刚刚开始,特征加工使数控编程人员不在对那瞥氏层次的几何信息(如:点、线、面、实体)进行操作,而转变为直接对符合工程技术人员习惯的特征进行数控编程,大大提高了编程效率。高速加工逐渐流行,而适应高速加工的数控编程技术还处于进一步发展中,特别是NURBS插补的逐步使用,如何生成有效的NURBS刀轨还有待研究。
模具型腔数控加工技术研究:
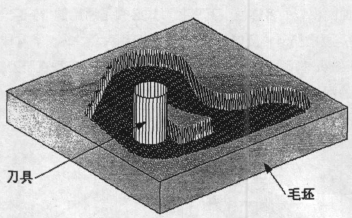
铣削宽度的定义图
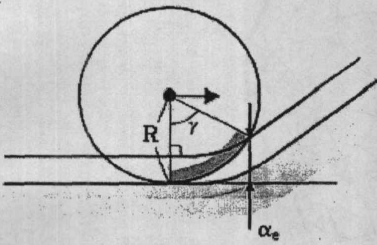
二维当量载荷的定义
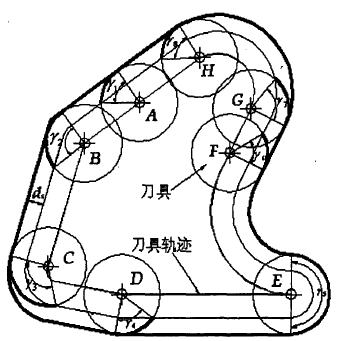
数控加工中刀位轨迹上不同位置的二维当盆载荷
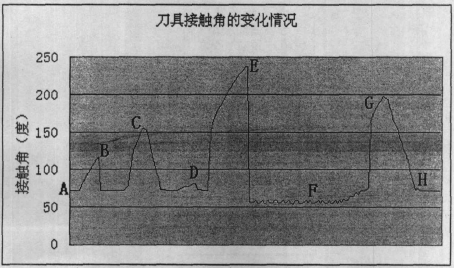
加工过程的刀具接触角变化情况
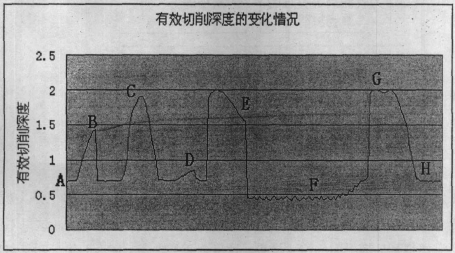
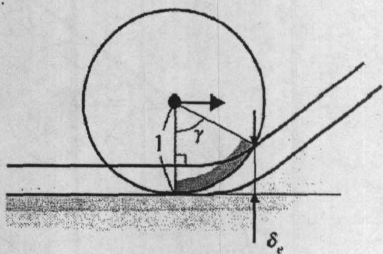
加工过程的有效切削深度的变化情况
数括咖工模拟仿真
目录
摘要
Abstract
1 绪论
1.1 课题背景与意义
1.2 国内外研究概况
1.2.1 数控加工技术发展概况
1.2.2 数控加工工艺参数优化的研究概况
1.2.3 存在的问题
1.3 本文的研究内容
2 模具型腔数控粗加工走刀方式的优选
2.1 模具型腔的粗加工
2.1.1 粗加工中的层切法介绍
2.1.2 粗加工中的走刀方式二
2.2 基于BP网络的走刀方式选择模型
2.2.1 理论背景
2.2.2 基于BP网络的走刀方式选择的模型
2.3 BP网络的学习样本向量的确定
2.3.1 输入模式的确定
2.3.2 输出模式的确定
2.4 刀位文件的数控加工时间的获得
2.4.1 数控代码的预处理
2.4.2 加工时间的计算及其准确性验证
2.5 BP网络学习样本集的获得
2.5.1 输入向量的获得
2.5.2 输出向量的获得
2.5.3 学习样本集的产生
2.6 BP网络参数的确定
2.6.1 隐层的确定
2.6.2 其他参数的确定方法
2.6.3 BP网络的最终确定
2.7 神经网络的训练
2.8 实例验证
2.8.1 走刀方式优选及其验证
2.8.2 实际加工验证
2.9 本章小节
3 基于人工神经网络的球头铣刀切削力模型的建立
3.1 切削力模型及人工神经网络技术在切削加工中的应用
3.1.1 切削力模型简介
3.1.2 人工神经网络在切削加工中的应用现状
3.2 球头铣刀切削力的ANN建模
3.2.1 基本思想
3.2.2 学习样本向量的确定
3.3 学习样本集的获得
3.3.1 试验条件
3.3.2 试验步骤
3.4 神经网络的训练和测试
3.5 基于BP网络的切削力模型验证
3.6 本章小节
4 基于平均切削力曲面模型的粗加工进给速度优化
4.1 进给速度优化概述
4.2 二维当量载荷
4.2.1 二维当量载荷的概念
4.2.2 加工过程二维当量载荷的变化
4.3 基于刀位文件的数控加工模拟
4.4 简易的平均切削力模型
4.4.1 切削力数据的获得
4.4.2 模型的建立
4.5 自动的进给速度优化过程
4.5.1 等切削力曲线的生成
4.5.2 有效切削深度的计算
4.5.3 进给速度的优化
4.6 优化实例
4.7 本章小节
结论
参考文献
附录A基于BP网络的切削力模型验证数据表
攻读硕士学位期间发表学术论文情况
致谢
大连理工大学学位论文版权使用授权书
(如您需要查看本篇毕业设计全文,请您联系客服索取)