24小时论文定制热线
24小时论文定制热线
摘要
汽车覆盖件淬硬钢模具的制造是汽车生产制造中的重要环节,然而,淬硬钢模具精加工时,由于工件硬度较高,加工余量较小,造成刀具与工件之间经常出现“滑刀”现象,使得模具最终的尺寸精度和表面质量很难保证,增加了后期人工修磨时间。除此之外,淬硬钢模具精加工采用硬质合金刀具加工时,切削效率较低,使得汽车模具的整体制造周期较长。因此,改善淬硬钢模具精加工中的“滑刀”现象,开展新型刀具材料在淬硬钢模具精加工中的应用研究,对提高汽车覆盖件模具的加工质量及加工效率,进而提高汽车制造业水平具有重要意义。
切削刀具在制造过程中切削刃存在一定的钝圆,使得切削加工存在最小切削厚度,当精加工余量选择不当导致实际切削厚度小于最小切削厚度时,刀具与工件之间将不能进行正常的切削,而出现“滑刀”现象。
考虑切削刃钝圆半径在淬硬钢模具精加工中的影响,在对铣削加工过程中切削层厚度变化规律及工件表面形貌分析的基础上,通过对表面形貌中切削—犁耕—滑擦区域划分,提出一种基于铣削加工方式确定最小切削厚度的方法,通过切削实验及仿真手段对提出的最小切削厚度确定方法的可行性进行了验证。在此基础上,确定了不同硬度淬硬钢 Cr12MoV 的最小切削厚度。
采用理论推导方法,建立了考虑切削参数、工件曲率及刀具变形等因素的淬硬钢模具凸曲面精加工极限切削深度预测模型,并通过切削实验手段对所建立的模型进行了验证。此研究成果为淬硬钢模具精加工余量的选取提供了一个“最小值”,以避免产生“滑刀”现象。
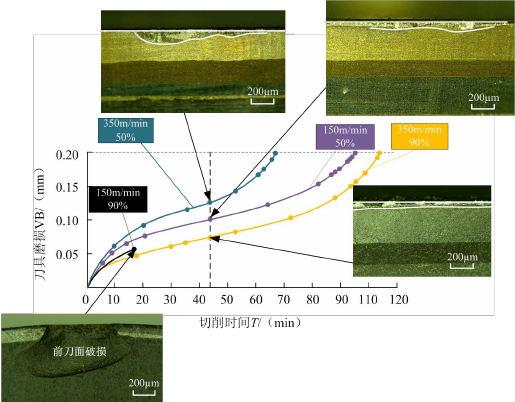
通过实验手段,对比了 PCBN 刀具与硬质合金刀具在铣削加工淬硬钢方面的切削性能。研究了 PCBN 刀具断续加工淬硬钢刀具失效机理,将PCBN 刀具断续加工淬硬钢中的刀具破损分为低速性破损与高速性疲劳破损,在揭示其破损机理的基础上,给出了避免产生低速性破损的临界铣削条件。通过对切削实验中产生疲劳失效刀具的断口形貌进行观察,揭示热—力耦合作用下 PCBN 刀具断续加工淬硬钢疲劳失效机制,并给出预防 PCBN刀具过早出现疲劳破损的措施。
分析了传统球头铣刀在加工淬硬钢模具小曲率型面时的弊端,在此基础上,设计开发了淬硬钢模具小曲率型面精加工专用双圆弧Ⅰ型、双圆弧Ⅱ型、sinⅠ型及 sinⅡ型 PCBN 铣刀,并给出了新型 PCBN 刀具的使用条件。
本文以汽车覆盖件模具常用材料淬硬钢 Cr12MoV 为研究对象,采用理论分析、数值模拟及切削实验相结合的方法,对淬硬钢模具精加工中“滑刀”现象以及 PCBN 刀具断续加工淬硬钢机理等问题进行研究。研究成果为提高淬硬钢模具精加工质量及效率,进一步实现汽车覆盖件淬硬钢模具的高品质加工提供理论依据及技术指导。
关键词 模具精加工;硬态铣削;最小切削厚度;刀具刃口;PCBN 刀具
Abstract
Manufacture of hardened steel molds of automobile panel dies is an important part in automobile manufacturing. However, high hardness, small machining allowance caused the phenomenon of “cutter sliding” in the finish machining of hardened steel molds, which often appears between the cutters and the workpieces. The accuracy of final dimensional and the surface quality are difficult to guarantee, which increase the time of the manual grinding. In addition,when using the cutters of cemented carbide to machine the high hardness in the process of finishing, the cutting efficiency is low and the cycle time of overall manufacturing is long. Therefore, improving the phenomenon of "cutter sliding" and carrying out the research on the applications of new cutter materials in finish machining of hardened steel molds are significant to improve the machining quality and efficiency of automobile panel dies, especially the level of automobile manufacturing industry.
There is a blunt round of cutting edge in the manufacturing process of a cutter, which generates the minimum cutting thickness. When the actual cutting thickness, which is caused by the imprecise machining allowance, is less than the minimum cutting thickness, it generates the abnormal cutting between the cutters and workpieces and what’s worse, “cutter sliding” appears.
Considering the effect of blunt radius of cutting edge in the process of finish machining about hardened steel molds, on the basis of analysis about the variations of cutting thickness and the surface topography of workpieces in the milling process, through dividing cutting-ploughing-sliding region of the surface topography, a method of determining the minimum thickness in the milling process was proposed and its feasibility was verified by experiments and simulations of machining. Basing on it, the minimum cutting thickness of different hardness hardened steel, such as Cr12MoV, was determined.
Considering the cutting parameters, the curvature of workpieces, the deformations of cutters and so on, a predicted hardened steel die of limiting cutting depth, which was used in the process of finish machining of curved surface, was established by theoretical derivation. It was verified by the experiments of milling. The result provided a minimum finishing allowance of hardened steel molds in case of the phenomenon of “cutter sliding”.
The machine ability in milling of hardened steel molds with PCBN cutters and cemented carbide cutters were compared by the experiments. Failure mechanism in intermittent machining, which generated in the process of using PCBN cutters to machine hardened steel ones, was studied .During the process of intermittent machining, it generated breakage of cutters, which can be divided into low speed damage and high speed one. The critical milling condition of avoiding low speed damage was given on the basis of disrepair mechanism.
Through the observation of the fracture morphology of fatigue failure cutters in a cutting experiment, it revealed the fatigue failure mechanism in the process of intermittent machining under the effect of thermal-mechanical coupling and the preventive measures of fatigue damage were given.
The shortcomings of using traditional ball end cutters to machine the small curved surface were analyzed. On this basis, types of double arcⅠ, double arcⅡ,sinⅠand sinⅡof PCBN cutting tools were developed for the finish machining of hardened steel molds, which were used for the small curved surface. The applicable conditions of new PCBN tools were provided.
By taking hardened steel Cr12MoV, which is the common material of automobile panel dies as the object in this research, the phenomenon of “cutter sliding” in the finish machining of automobile panel dies and the mechanism of intermittent machining for hardened steel were studied by using the theoretical analysis, numerical simulations and machining experiments. The results can provide theoretical basis and technological instructions for improving finishing quality and efficiency of hardened steels molds of automobile panel dies as well as the high quality.
Keywords Mold finishing; Hard milling; Minimum cutting thickness; cutting tool edge; PCBN tool
21 世纪,汽车已进入寻常百姓家,我国更是汽车制造的大国。据统计,2014 年,我国的汽车产量已超过 2372.29 万辆,稳居世界第一。然而,作为汽车消费生产的大国,我国的汽车生产水平还远远达不到要求。每类汽车在改型换代中,每种覆盖件零件加工均需配套相应冲压模具,其模具数量超过百件以上(如图 1-1 所示)。目前,从我国汽车覆盖件淬硬钢模具的加工状况来看,国内厂家只能生产表面质量要求不高的中低档车外覆盖件模具,并且模具最终尺寸精度与表面质量只能通过后期大量钳工修磨来保证,生产效率较低[1]。因此,提高我国汽车覆盖件模具精加工的质量,对提高我国汽车模具制造水平具有重要意义。
从汽车覆盖件淬硬钢模具加工现场调研发现,由于淬硬钢模具硬度较高、精加工余量较小(一般 0.05~0.2mm),导致模具精加工中,经常出现由于余量选择不当而造成加工过程中刀具“咬不住”工件而打滑的现象(俗称“滑刀”),此现象在汽车模具凸曲面的加工中尤为常见,使得模具精加工后出现多处区域加工不到的现象,而最终采取在精加工后进行一次光整加工或依靠后期大量的人工修磨来保证加工精度,大大降低了加工效率。
出现“滑刀”现象的原因是由于切削刀具在制造过程中存在一定的钝圆半径,切削刃钝圆半径的存在,使得材料在加工中存在最小切削厚度,当加工中切削厚度小于材料的最小切削厚度时,刀具与工件之间不能进行正常的切削,而以犁耕和滑擦为主,造成加工质量及尺寸精度难以保证[2,3]。因此,当精加工中余量选择不当时,将会导致加工中实际有效切削厚度小于最小切削,而出现“滑刀”现象。因此,确定汽车覆盖件模具材料的最小切削厚度,为汽车覆盖件模具精加工余量的选取提供依据,避免“滑刀”现象的产生,对实现汽车覆盖件模具的高品质加工具有重要意义。
目前,汽车覆盖件模具加工中大多采用硬质合金刀具,由于刀具材料本身性能的限制,模具加工中加工效率低、刀具损耗严重、表面精度不足,导致汽车覆盖件模具最终的加工质量只能依靠后期大量时间的人工抛磨来保证[4,5]。
PCBN 刀具材料以其高硬度、高强度、低摩擦系数、高热稳定性及化学稳定性、优良的耐磨性而在硬态切削加工中已得到了广泛的应用[6-8]。国外早已将 PCBN 刀具应用在了汽车覆盖件模具的精加工中,而国内的起步还较晚。
综上所述,为了实现汽车覆盖件模具的高品质加工,增强国内汽车覆盖件模具企业承接高档汽车模具加工的能力,必须将影响汽车覆盖件模具精加工质量中更细微的影响因素考虑进去,并且探索新型刀具材料在汽车覆盖件模具精加工中的使用,代替目前使用的硬质合金刀具成为了提高汽车覆盖件模具精加工质量的重中之重。因此,考虑刀具钝圆半径在汽车覆盖件模具精加工中的影响,研究汽车覆盖件模具精加工过程中的“滑刀”现象,确定模具材料的最小切削厚度,为模具精加工余量的选取提供依据,并研究PCBN 刀具断续切削淬硬钢材料的铣削机理,开发出汽车模具加工专用PCBN 刀具以代替目前使用的硬质合金刀具加工,对提高汽车模具精加工质量及加工效率具有重要意义。
目前国内的汽车覆盖件制造企业大约 300 家,而绝大部分企业规模较小,技术和装备水平有限,承接的汽车覆盖件模具加工项目大部分是中低档车模具,而高档车模具的加工还依赖于进口。例如,国内的骨干企业如:天汽模具、一汽模具、东风汽模等汽车模具企业,主要为通用、大众、武汉神龙等中低档品牌汽车提供一些一般难度的外覆盖件模具,而高档车(如奔驰)等只能间接供货其内部支撑件模具,且价格较国外低很多。国内汽车覆盖件模具的加工水平及技术指标与国外具有很大差距。
刀具刃口结构包括:切削刃刃口形貌及切削刃形状。切削刃形状是指切削部分前刀面及后刀面的几何形状。切削刃刃口形貌主要包括:刃口形状、刃口锋利度、刃口表面粗糙度等。其中刃口锋利度即指切削刃刃口钝圆半径rn,刃口形状及刀具刃口钝圆半径是刃口特征的主要表征。
国内外学者对不同刀具刃口形式对加工过程的影响进行了较多研究,Fang[9]等进行了淬硬钢 4120 高速铣削实验,通过对测得的切削力比能进行计算,发现当刀具切削刃刃口钝圆半径大于或者等于切削深度时,切削加工过程将产生犁耕效应。Jiang Hua[10]等人对多种刀具刃口形状对车削过程中残余应力的影响规律进行了研究,研究结果表明:圆弧刃及倒棱刀具造成表面的残余应力情况变得复杂,应力影响区域变大。文献[11]对 PCBN 刀具切削高温合金条件下不同刀具刃口形状(不同倒棱宽度、倒棱角度)对切削力、切削温度及切屑形成过程的影响进行研究,研究结果表明:不同的刀具刃口形状对加工过程中切削力、切削温度及切屑的形成过程具有重要影响,对于 PCBN 刀具切削高温合金来说,倒棱角度应不超过 30°,倒棱宽度应不超过 0.15~0.25mm。
任何刀具在制造过程中都会存在一定的钝圆半径,刀具刃口钝圆半径对加工过程的影响渐渐得到了国内外学者的重视。Z.C.Lin[12]针对低速条件下铣削低碳钢及超精密车削 Ni-P 合金下的残余应力进行研究,刀具选用有钝圆和无钝圆两种情况,建立了正交及斜角切削热弹塑性有限元模型,考虑了切削加工过程中的热-力耦合效应,但该研究是针对低速下低碳钢和超精密车削 Ni-P 合金时的残余应力分布情况。文献[13,14]中学者证明,由于刀具刃口钝圆半径的存在,使得加工过程中产生负前角切削,会造成加工表面粗糙度增大,毛刺现象产生。B.H.Kim[15]对刀具刃口钝圆半径对粗糙度的影响进行了模拟与仿真。William J.Endres[16]刀具切削刃钝圆半径及刀尖半径对刀具磨损的影响,研究结果表明:对于倒圆刀具来说,由于刀具磨损的存在,实际将刀尖半径增大了。
国内学者吴永孝[17]很早就在微细切削过程的研究中考虑了刀具刃口钝圆半径的影响,开创了国内在刀具刃口钝圆半径对加工过程中的影响研究的先河。哈尔滨理工大学杨树财老师[18]考虑刀具刃口钝圆半径的影响,建立了考虑刀具变形条件下的精密切削钛合金的最小切削厚度预测模型,并用实验验证了模型的准确性。南京航空航天大学曹自洋[19]采用有限元分析软件ABAQUS,对刀具刃口钝圆半径在微细切削加工过程中的尺寸效应的影响进行了仿真研究,并对其引起尺寸效应的内在原因进行了阐述,研究结果表明:当切削深度较小情况下,切削刃钝圆半径增强了犁耕效应,并影响着材料的变形过程,使刀-屑的接触长度增加,产生了较高的能量消耗。
改善淬硬钢模具精加工中的“滑刀”现象:
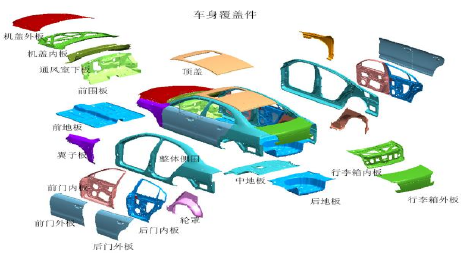
汽车覆盖件分解图
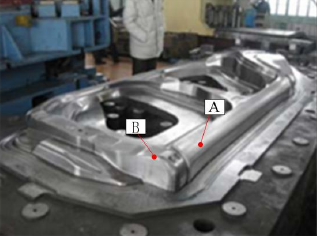
汽车覆盖件模具

硬质合金刀具的损耗
模具型面的人工修磨
不同 CBN 含量时刀具磨损过程
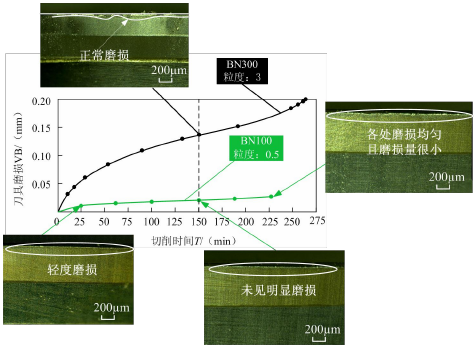
不同 CBN 粒度时刀具磨损过程
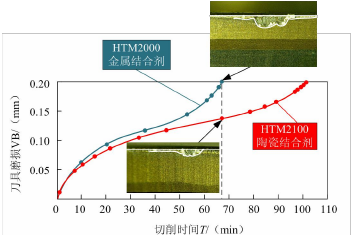
结合剂种类对 CBN 刀具寿命的影响
传统的 PCBN 球头铣刀结构
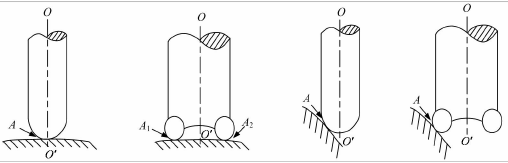
球头铣刀与环形铣刀带宽对比
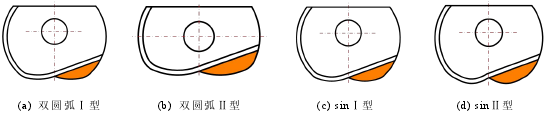
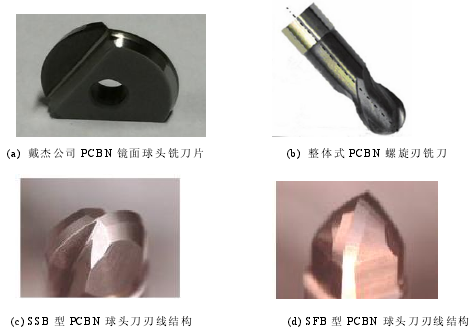
四种汽车覆盖件模具加工用新型 PCBN 刀具刃形结构
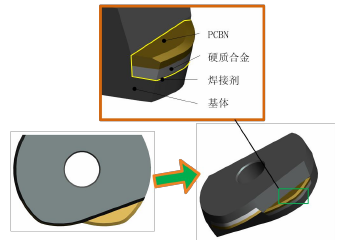
PCBN 刀具三维结构
目录
摘要
Abstract
第 1 章 绪论
1.1 本课题的研究背景及意义
1.2 国内外研究现状
1.2.1 汽车覆盖件淬硬钢模具加工现状分析
1.2.2 刀具刃口结构对加工过程的影响研究
1.2.3 最小切削厚度的研究
1.2.4 PCBN 刀具在淬硬钢加工中的应用研究
1.3 目前存在的主要问题
1.4 本课题来源和论文的主要研究内容
1.4.1 本课题来源
1.4.2 论文的主要研究内容
第 2 章 淬硬钢 Cr12MoV 最小切削厚度研究
2.1 最小切削厚度概念
2.2 最小切削厚度理论预测
2.2.1 基于最小能耗原理的最小切削厚度预测
2.2.2 基于剪切应变理论的最小切削厚度预测
2.3 基于球头铣削方式的最小切削厚度确定方法
2.3.1 铣削试验方案
2.3.2 切削—犁耕—滑擦区域划分
2.3.3 最小切削厚度理论模型建立
2.4 最小切削厚度确定方法验证
2.4.1 正交切削试验确定最小切削厚度
2.4.2 有限元仿真方法确定最小切削厚度
2.4.3 基于球头铣削方式确定最小切削厚度
2.4.4 三种方法对比
2.5 淬硬钢 Cr12MoV 最小切削厚度的确定
2.5.1 试验方案
2.5.2 工件硬度对最小切削厚度的影响
2.5.3 切削速度对最小切削厚度的影响
2.6 本章小结
第 3 章 淬硬钢模具凸曲面精加工极限切削深度预测
3.1 淬硬钢模具精加工中的“滑刀
3.2 极限切削深度定义
3.3 极限切削深度预测模型建立
3.3.1 球头铣刀铣削力建模
3.3.2 刀具变形模型
3.4 考虑刀具变形条件下的淬硬钢铣削极限切削深度预测
3.4.1 平面铣削极限切削深度预测
3.4.2 凸曲面铣削极限切削深度预测
3.4.3 极限切削深度理论值
3.5 实验验证
3.5.1 实验条件及实验方案
3.5.2 极限切削深度值的确定
3.5.3 不同条件下淬硬钢铣削极限切削深度
3.6 本章小结
第 4 章 PCBN 刀具断续加工淬硬钢机理研究
4.1 试验条件及试验方案
4.1.1 试验条件
4.1.2 试验方案
4.2 PCBN 刀具与硬质合金刀具切削性能对比
4.2.1 切削力对比
4.2.2 工件表面质量对比
4.2.3 刀具寿命对比
4.3 PCBN 刀具铣削淬硬钢的切屑形成
4.3.1 切屑的宏观形态
4.3.2 切屑的微观特征
4.4 PCBN 刀具断续加工淬硬钢的刀具失效
4.4.1 刀具失效形式
4.4.2 刀具破损形式
4.4.3 PCBN 刀具断续加工淬硬钢刀具失效宏观形貌分析
4.4.4 PCBN 刀具断续加工淬硬钢刀具失效机理分析
4.5 PCBN 刀具断续加工淬硬钢低速性破损研究
4.5.1 PCBN 刀具低速性破损分析
4.5.2 PCBN 刀具低速性破损临界条件计算模型
4.5.3 低速性破损的极限铣削速度
4.6 PCBN 刀具断续加工淬硬钢刀具的疲劳失效
4.6.1 PCBN 刀具热—力耦合作用下的疲劳失效形式
4.6.2 热—力耦合作用下的疲劳失效机理分析
4.7 PCBN 刀具断续加工淬硬钢刀具破损控制
4.7.1 低速性破损控制
4.7.2 高速性破损控制
4.8 本章小结
第 5 章 汽车覆盖件模具精加工专用 PCBN 刀具开发
5.1 PCBN 刀具断续加工淬硬钢刀具材料优选
5.1.1 试验条件
5.1.2 试验方案
5.1.3 CBN 含量优选结果讨论
5.1.4 CBN 粒度优选结果讨论
5.1.5 结合剂种类优选结果讨论
5.2 汽车模具精加工专用 PCBN 刀具开发
5.2.1 传统 PCBN 刀具结构分析
5.2.2 新型 PCBN 刀具几何结构设计
5.3 新型 PCBN 刀具切削性能理论分析
5.3.1 切削刃最大线速度对比
5.3.2 表面残留高度对比
5.3.3 刀具破损性能分析
5.4 本章小结
结论
参考文献
攻读博士学位期间发表的学术论文
攻读博士学位期间专利及科研项目情况
攻读博士学位期间获奖情况
致谢
(如您需要查看本篇毕业设计全文,请您联系客服索取)