24小时论文定制热线
24小时论文定制热线
摘要:阐述连接杆固定式钻模夹具的设计方法, 详细分析连接杆定位方案、夹紧方案及夹紧装置的设计、钻床夹具的总体结构设计、钻模夹具精度的验算等。该钻模夹具能高效、准确完成对连接杆的定位、装夹、加工, 并能提高加工效率, 降低生产成本。
关键词:连接杆; 钻模; 夹具设计;
Abstract:
In this article, we expound the design methods of drill jig fixture of joint lever and clearly analyze the locating scheme and clamping scheme of joint lever, the design of the clamping device, the design of ensemble structure of drill jig, the checking computations of the precision of drill jig fixture, and so on. This drill jig fixture can finish positioning, clamping and processing the joint lever efficiently and accurately, improving the machining efficiency and reducing production costs.
Keyword:joint lever; drill jig; fixture design;
目录
0 引言--------------------------------------------------------------------------------------------------1
1 钻模夹具设计任务-------------------------------------------------------------------------------2
2 连接杆加工工艺分析---------------------------------------------------------------------------3
3 确定钻模夹具方案-------------------------------------------------------------------------------4
4 确定定位方案及定位元件--------------------------------------------------------------------5
5 夹紧方案及夹紧装置的设计--------------------------------------------------------------------6
6 钻床夹具的总体结构设计---------------------------------------------------------------------7
7 绘制夹具装配图--------------------------------------------------------------------------------8
8 钻模夹具精度的验算---------------------------------------------------------------------------9
9 结束语--------------------------------------------------------------------------------------------10
文内图表
图1 连接杆
图2 定位方案
图3 定位元件和夹紧机构
图4 销轴
图5 辅助螺旋支承
图6 衬套
图7 钻模板
图8 钻模板支架
图9 夹具体
图1 0 连接杆钻模夹具总图
参考文献---------------------------------------------------------------------------------11
0 引言
在机械制造各类工序中 (如机加工、检测、焊接等) , 使用着大量不同类型的机床夹具, 它们是机床和工件之间的连接装置, 使工件相对于机床或刀具获得正确的位置。机床夹具的好坏将直接影响工件加工表面的位置精度。由于机床夹具各机构 (如定位、夹紧机构) 的复杂程度决定了夹具的设计难度, 尤其是加工一些典型工件时, 如:连接杆、拔叉等此类零件, 将给夹具设计者带来一定的困难和挑战, 甚至影响企业的生产和效益。因此, 机床夹具的设计是装备设计中一项重要的工作。为了能给同行特别是缺乏设计经验的工程技术人员提供帮助和参考, 本文作者以河源市某机械加工厂生产500件连接杆为例, 对连接杆固定式钻模夹具设计的过程进行详细阐述。
1 钻模夹具设计任务
设计在立式钻床上加工连接杆零件上孔?16H9的钻模夹具。工件数量为500件小批量生产。零件图如图1所示。
2 连接杆加工工艺分析
(1) 加工要求
连接杆上除?16H9孔外, 其余表面均已加工, 所设计的钻模保证两孔的精度要求如下:
1) 待加工孔?16H9和已加工孔?360+0.025mm的距离尺寸为120±0.06 mm;
2) 待加工孔?16H9和已加工孔?360+0.025mm的中心线平行度为0.05 mm;
(2) 加工工艺
该工件的结构形状不规则, 臂部刚性不足, 加工孔?16H9位于悬臂结构处, 且该孔尺寸和形位精度和表面粗糙度要求高, 故工艺规规中分钻、扩、铰多个工序。
3 确定钻模夹具方案
本专用钻模用于钻连接杆的?16H9钻削加工。由于加工精度不高, 属于单工步工序应采用固定钻套。钻模在设计制造时应注意安装位置的平稳性及切屑的排出等问题。本工序 (?16H9孔的钻、扩、铰) 之前已加工完各平面和内孔?360+0.025, 提供了本工序的加工定位基准。为此, 根据加工要求确定定位方案为完全定位, 夹紧机构采用螺旋夹紧机构, 简单可靠。本工序采用立式钻床加工, 刀具为标准麻花钻、扩钻、机用铰刀。机床与刀具均为通用型号, 故夹具设计应使其适应机床与刀具, 由于是小批量生产, 夹具的结构力求简单, 易于制造, 操作方便。
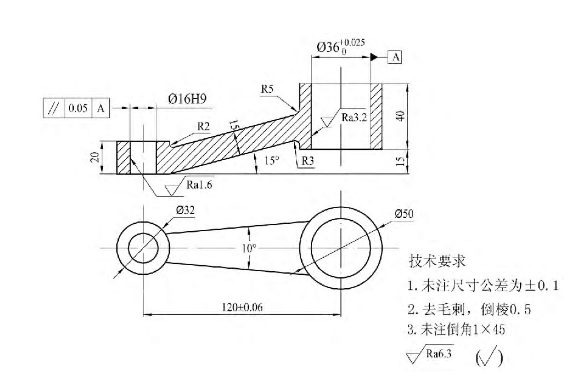
图1 连接杆
4 确定定位方案及定位元件[1]
(1) 确定定位方案
在本工序加工前, 所有平面和?360+0.025mm孔均已加工达到要求, 为定位基准的选择提供了有利条件。由于待加工孔的位置在三个坐标方向都有要求, 所以, 应按完全定位方式来消除工件的自由度。即六点定位, 用适当分布的六个约束点限制连接杆的六个自由度。
如图2所示, 以?360+0.025mm孔底面为定位基准, 臂部?16H9圆台底面为辅助基准, 可消除两个转动、一个移动自由度, 即、、z;以?360+0.025mm孔为基准, 可消除两个移动自由度, 即x、y;以臂部?32 mm圆台的外圆一侧为定位基准, 可消除一个转动自由度, 即。所以, 通过以上方案, 可完全消除工件的六个自由度, 从而加工孔?16H9.
(2) 选用定位元件
针对上述定位方案, 为实现上述定位方案, 定位元件的具体选择如下。
1) 销轴轴环端面将该工件?360+0.025mm孔底面置放于销轴轴环端面上, 可消除工件的3个自由度, 即。为增强工件加工时的刚性及平稳性, 调节螺旋辅助支承面, 使其与臂部?32 mm孔底面接触。
2) 销轴圆柱面通过销轴圆柱面与?360+0.025mm孔配合, 来消除2个自由度, 即
3) 可调节支承钉通过可调支承钉与臂部?32 mm圆台的外圆周一侧接触, 用来消除1个自由度, 即。
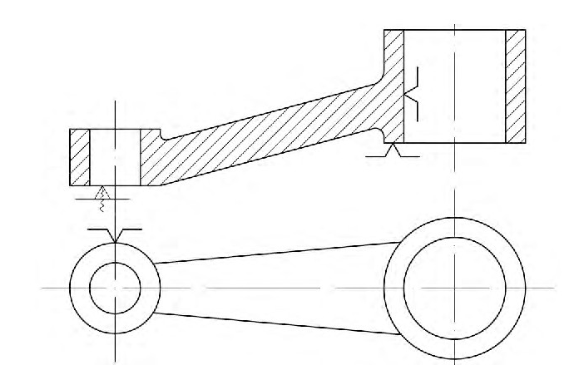
图2 定位方案
5 夹紧方案及夹紧装置的设计
根据夹紧力应朝向主要定位基准, 并使其作用点落在工件刚性好的部位的原则, 在加工?16H9孔时, 为了提高装夹效率, 本次夹紧装置选用快速螺旋压板机构如图3所示, 使夹紧力W作用在?360+0.025mm孔的上端面上。臂部?32mm圆台底面靠螺旋辅助支承受钻孔的轴向力, 因此, 此位置不需要施加夹紧力。对于钻削时产生的转矩, 一方面依靠快速螺旋压板机构夹紧力产生的摩擦阻力来平衡, 另一方面则由可调支承钉的阻碍作用平衡。本夹紧机构采用手动夹紧, 其结构简单, 夹紧方便, 自锁性好, 安全省力的特点。符合夹具的基本要求, 也符合夹紧力三要素的选择原则, 很适合小批量生产。
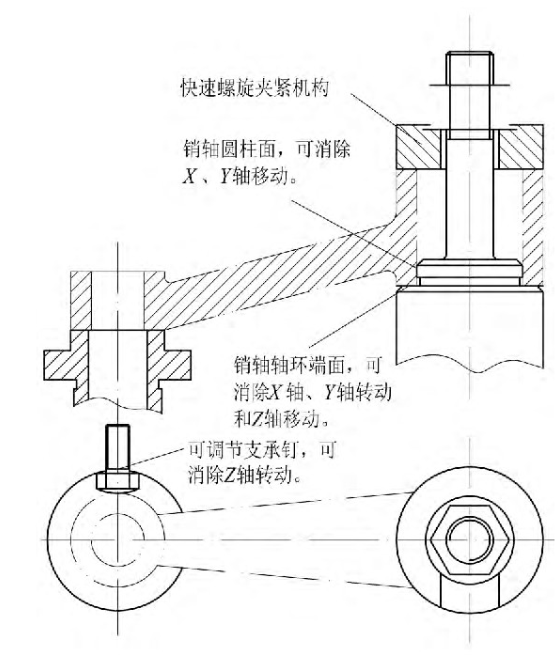
图3 定位元件和夹紧机构
6 钻床夹具的总体结构设计[2]
根据连接杆定位、夹紧的需要, 钻床夹具结构主要由定位装置、夹紧装置、辅助装置和夹具体组成。
(1) 定位装置的设计
1) 销轴。销轴的结构设计, 主要是由工件结构、夹紧方式、夹具体的结构、定位方案来确定。本销轴要同时消除三个移动和两个转动共五个自由度。销轴一端通过双螺母固定在夹具体上, 同时另一端螺纹通过快速螺旋压板机构夹紧工件。
连接杆孔径?36 mm与销轴轴径?36 mm处配合, 该配合处的相对运动是上下移动和小幅度的转动 (装拆) , 根据配合类别选择的基本原则, 可选择较小配合间隙, 故此优先选择H7/g6间隙配合;销轴?20 mm与夹具体的配合类别选择, 主要是为了方便装拆, 借用紧固件可以传递一定的载荷, 故此优先选择H7/k6过渡配合。经多次试验和调整, 确定销轴设计成图4所示。
2) 六角支承钉。六角支承钉 (可调) 主要作用是消除工件的一个自由度。由于六角支承钉已标准化了, 可从GB2227-80选取M10X40.
3) 辅助螺旋支承。因本夹具夹紧力作用点远离切削力, 为了提高工件装夹刚性和稳定性, 宜在工件定位后, 在?16H9下方增设螺旋辅助支承 (用M30螺纹拧紧) .因它不起定位作用, 而是在定位夹紧后, 微调高度与工件接触。为了让开钻头并有利排屑, 螺旋支承制成中空通孔?20 mm (比?16 mm大) , 高度调好后由M30锁紧螺母锁紧。一般情况下同一批零件辅助支承不进行调整, 零件换批后需进行调整。其结构设计成如图5所示。
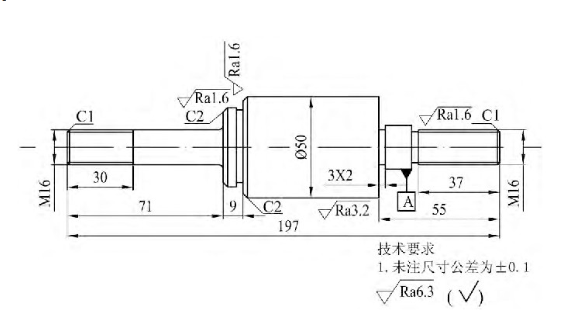
图4 销轴
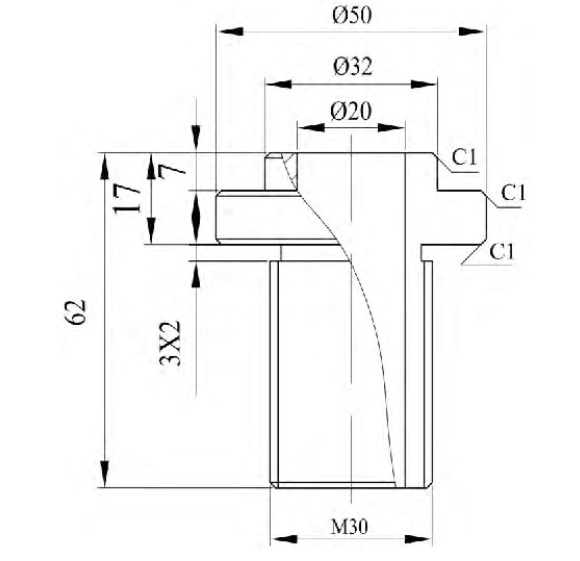
图5 辅助螺旋支承
(2) 夹紧装置的设计
1) 夹紧机构经过对夹紧力大小的估算和实际切削实验, 夹紧机构设计成螺旋夹紧机构 (如图3所示) , 为了简化夹具的结构, 在定位心轴上直接加工出M16螺栓, 选用M16螺母拧紧。
2) 开口垫圈开口垫圈将螺母旋转产生的力传递到连接杆?36 mm端面上, 实现对连接杆的夹紧 (如图3所示) .开口垫圈已经标准化了, 它的结构可以根据心轴螺纹公称直径M16从标准GB/T851-1988中选取。
(3) 辅助装置的设计
1) 钻套设计钻套是确定刀具位置和方向的导向元件。它在钻模中的作用是确定钻头、扩孔钻、铰刀等刀具中心线的位置, 保证被加工孔的位置精度。同时也能提高刀具的刚性, 防止钻头加工时偏斜和振动, 有利于提高孔的尺寸、形状、位置精度, 降低表面粗糙度。此外, 由于加工时不需要划线和找正, 工序时间缩短, 因而可显著提高生产效率。
按结构和使用情况有固定钻套、快换钻套、可换钻套和特殊钻套四种。根据连接杆图纸分析得知, ?16H9孔加工精度较高, 表面粗糙度达Ra1.6μm.故应采用钻、扩、铰三个工步完成加工。对应的需设计三个钻套来满足加工的需求。为了减少更换钻套的时间, 本次采用钻、扩、铰孔快换钻套。钻、扩、铰孔快换钻套导引孔的尺寸及公差带具体设计如下。
(1) 钻孔先用?15.2 mm标准麻花钻钻孔。?15.2 mm标准麻花钻的最大极限尺寸就是?15.2 mm, 按照钻孔钻套导引孔设计原则, 导引孔公差带应选用F7, 故钻孔钻套导引孔尺寸及公差带为?15.2F7, 即导引孔径为15.216~15.234 mm.
(2) 扩孔再用?16 mm的1号扩孔钻扩孔。根据GB/T4256-2004, ?16 mm的1号扩孔钻的尺寸为?15.75~?15.79 mm.同样, 按照扩孔钻套导引孔设计原则, 导引孔公差带也应选用F7, 故扩孔钻套导引孔尺寸及公差带为?15.79 F7, 即导引孔径为15.806~15.824 mm.
(3) 铰孔最后用?16H9的标准铰刀铰孔。铰孔选用GB/T1132-2004的标准铰刀, 其尺寸为?16H9, 根据铰孔时导引孔的设计原则, 故可决定铰孔钻套导引孔尺寸及公差为?16E7.即导引孔径为16.032~16.050 mm.
(4) 钻套长度 (H) 钻套的导向长度H对刀具的导向作用影响很大, H较大时, 刀具在钻套内不易产生偏斜, 但会加快刀具与钻套的的磨损;H过小时, 则钻孔时导向性不好。通常孔径在?12 mm以上的或加工工件孔距精度要求在±0.06~±0.1 mm时, 钻套高度H= (2.5~3.5) d.因此, 此次钻套高度选择范围是H= (2.5~3.5) ×16=40~56 mm.
此外, 在钻模设计时需考虑钻套高度要适中, 过低导引性能差, 过高会增加磨损。钻套装在钻模板上后, 钻套底部与连接杆加工表面应有适当的排屑间隙 (S) , 以利于排屑。S= (0.5~1.0) d.S取8~16 mm.
快换钻套的结构可从标准JB/T8045.3-1999选取。
2) 衬套为避免频繁更换钻套时损坏钻模板, 在快换钻套和钻模板之间加装一个衬套。根据经验, 快换钻套与衬套之间通常采用H6/g5或H7/g6配合, 而衬套与钻模板之间常用H7/n6或H7/r6配合。本次分别选用H6/g5和H7/r6配合 (如图6所示) .
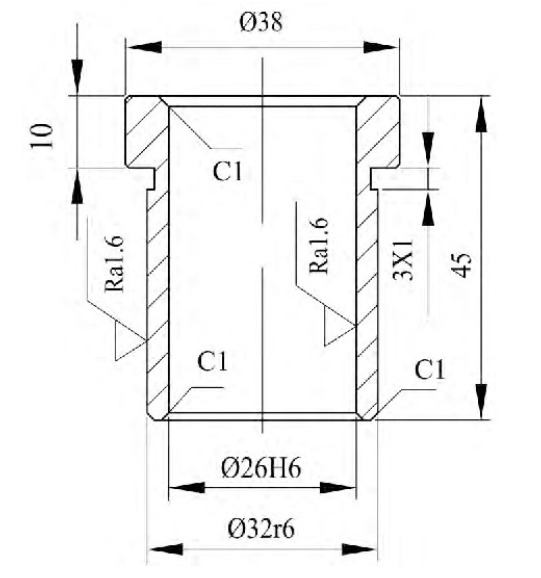
图6 衬套
3) 钻模板的设计钻模板通常是装配在夹具体或支架上, 或与夹具体上的其他元件相连接。常见的有以下几种类型:固定式钻模板、翻转式钻模板、回转式钻模板、滑柱式钻模板、盖板式钻模板等不同的总体形式。根据被加工连接杆的形状、尺寸大小、加工内容及选用机床等, 并考虑孔的加工精度和模板装拆方便, 钻模板按固定式结构来设计。钻模板与夹具体之间通过圆锥销和螺钉进行定位和固定, 在装配时要注意保证?16 mm孔钻套中心线和螺旋辅助支承的中心线共线, 钻模板的具体结构设计如图7所示。
4) 钻模板支架的设计钻模板支架是连接夹具体和钻模板的部件, 通常是通过销钉、螺钉进行定位和连接。其结构和形状设计如图8所示。
(4) 夹具体的设计
夹具体用于将各种元件、装置连接为一体, 并通过它将整个夹具安装在机床上。夹具体是整个夹具的基体和骨架, 要服从所有元件、机构和装置的安装要求来精心设计, 夹具体需要正确的安装在机床上, 故夹具体的形状和尺寸, 主要取决于夹具上各组成体的分布、工件形状、尺寸、加工性质等。考虑到加工过程中, 夹具体要承受一定的切削力, 为防止产生变形和振动, 在夹具体设计时要保证有足够的强度和刚性。夹具体结构设计如图9所示。
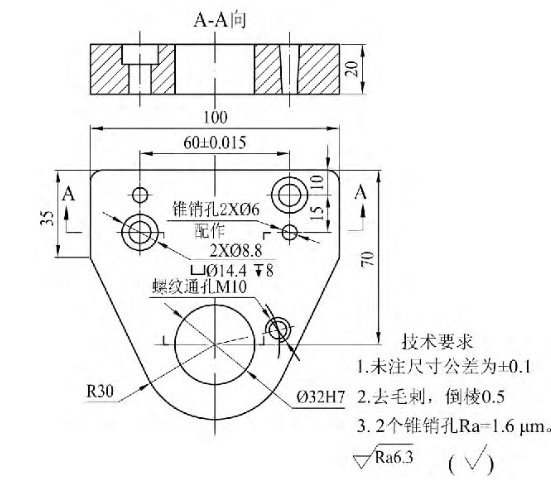
图7 钻模板
7 绘制夹具装配图
根据各种元件的结构和布置, 钻模整体结构基本成形, 现将所有零部件进行装配, 组装完成后的钻模如图10所示 (装配图按1:1绘制) .
8 钻模夹具精度的验算[3]
钻模夹具的主要功能是用来保证连接杆加工表面的位置精度。影响位置精度的主要因素包连接杆在夹具中的安装误差、夹具在钻床上对定的误差、加工过程中出现的误差 (较难验算) .夹具精度验算是指连接杆在夹具中的安装误差、夹具在钻床上对定的误差两项之和不大
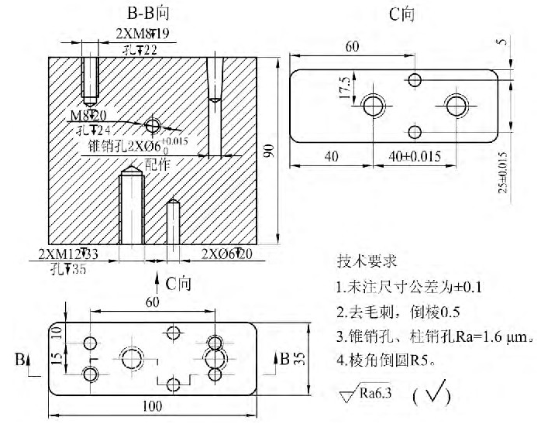
图8 钻模板支架
于连接杆公差的2/3即为合格。
(1) 验算中心距120±0.06 mm.影响此项精度的因素有如下:
1) 定位误差, 此项主要有定位孔?36H7与销轴?36g6的间隙产生, 最大间隙为0.05 mm;
2) 钻模板衬套中心与定位销中心距误差, 装配图标注尺寸为120±0.01 mm, 误差为0.02 mm;
3) 钻套与衬套的配合间隙, 由?28H6/g5可知最大间隙为0.029 mm;
4) 钻头与钻套间的间隙会引偏刀具, 产生中心距误差E, 根据刀具与钻套配合公差带和钻套导向高度、排屑空间、钻孔深度、刀具与钻套间的最大间隙可算出产生中心距误差E≈0.025 mm.
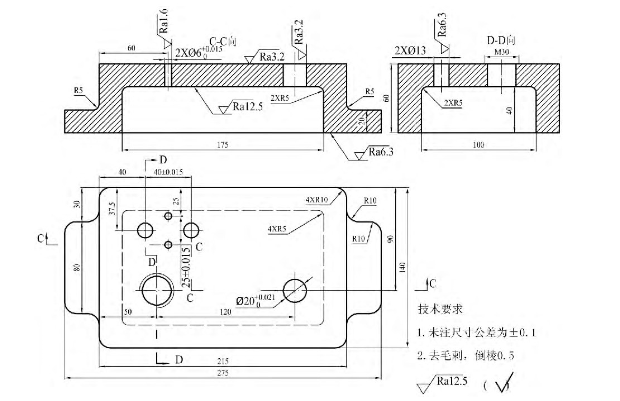
图9 夹具体
由于上述各项是按最大误差计算, 实际上各项误差一般不可能同时出最大值, 各误差方向也很可能不一致, 因此, 其综合误差可按概率法求和:
Δ∑=0.052+0.022+0.0292+0.0252mm≈0.066mm, 误差小于中心距允差0.12mm的2/3 (0.08 mm) , 钻模夹具精度符合要求, 可以适用。
(2) 验算两孔平行度精度。连接杆要求?16H9孔全长上平行度公差0.05 mm.导致两孔平行度误差的因素如下。
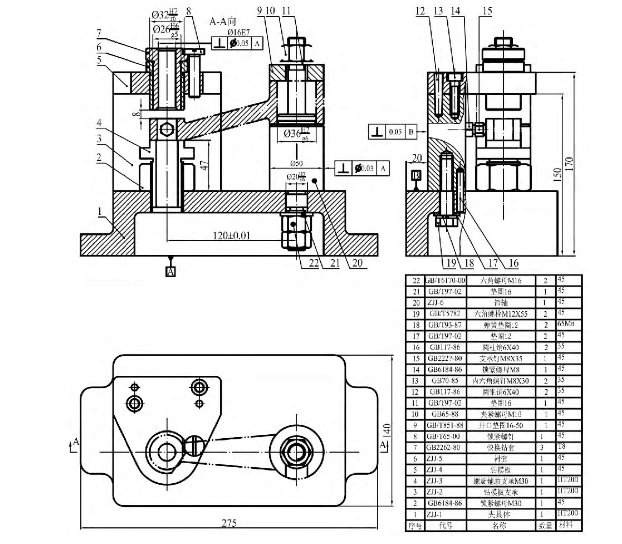
图1 0 连接杆钻模夹具总图
1) ?36H7/g6配合间隙及孔与端面的垂直度公差会产生基准位置公差, 定位销轴中心与大头孔中心的偏斜角а (rad) 为а=Xmax/H (Xmax为?36H7/g6处最大间隙Xmax=0.05 mm、H为定位销轴定位面长度4 mm) .
а1=0.05/4=0.012 5 mm.
2) 定位销轴中心线对夹具体底面的垂直度为а2=0.03 mm.
3) 钻套孔中心与定位销轴的平行度公差, 标注为0.02mm, 则а3=0.02/57 (钻套长为57 mm) =0.005 mm.
4) 刀具引偏量E产生的偏斜角а4=△max/H=0.025/57=0.000 4 mm (可忽略不计) .
因此, 总的平行度误差 , 误差略小于两孔平行度允差0.05 mm的2/3 (0.033 3mm) , 钻模夹具精度符合要求, 可以适用。
, 误差略小于两孔平行度允差0.05 mm的2/3 (0.033 3mm) , 钻模夹具精度符合要求, 可以适用。
9 结束语
该钻模夹具作为立式钻床的辅助装置, 其设计质量的好坏对连接杆的加工质量、效率、成本以及工人的劳动强度均有直接的影响, 因此在进行连接杆钻模夹具设计时, 应使加工质量、生产率、劳动条件和经济性等方面达到统一, 其中保证加工质量是最基本的要求。本次连接杆钻模夹具设计经多次调整和试验, 最终设计完成, 并已正式投产, 为企业带来很好的经济效益。
参考文献
[1] 洪惠良, 孙喜兵, 姚业荣, 等。机床夹具[M].北京:中国劳动社会保障出版社, 2011.
[2]王光斗, 王春福。机床夹具设计手册[M].上海:上海科学技术出版社, 2001.
[3]关慧贞, 冯辛安。机械制造装备设计[M].北京:机械工业出版社, 2009.