�����������ϲ�Ʒ���������ᡢ��ʴ�������������ڸ��и�ҵ�й㷺Ӧ�ã��г��϶������ϲ�Ʒ�������������ɱ����������ϲ�Ʒ�Ĺ㷺Ӧ��Ҳʹ���ϻ�е������ģ����ҵ���ָ��ٳɳ��ķ�չ̬�ơ�
����Ϊ��ƪ�������ģ�
����ժҪ����
�������Ϲ�ñ�ǽӴ������ϵͳ����Ҫ��ɲ�������װ����۶˲���������۲�����ʴ����Ҫ���á����͵������������Ҫ���͵Ĺ�ñ��Ʒ��֮ƥ�䣬��չ��ñ��������ģ������о�������߹�ñ��Ʒ�����������������ϵͳ������Ҫ���塣�������������Ϲ�ñΪ��島����÷�����ʵ�����ϵķ���������ע��ģ�����������ͣ�����������չ���������Ϲ�ñ�ij�������ģ������о���
�������ĵ���Ҫ�о����ݺͽ������£�
�������������ݲ�Ʒͼֽ�����ãӣ����ף������������������ñ�ܼ�����άģ�ͣ���������ṹ���������������Ϲ�ñģ�������ķ���ģ�͡�
�������������ڹ�ñ�ܼ�ע�ܹ��շ�����ģ����������Ƴ��˺����Ľ�עϵͳ����ȴϵͳ��������ñ�ܼ����ͺ�����ɢ�Ⱦ��ȡ���ȴʱ�̡�����Ч�ʸߡ�
����������ͨ�������������鲢����ע��ģ�⼼����Ӧ�ãͣ����������������鷽������ע��ģ�������������ѡ��ע�ܹ��ղ��������������Ӱ���Ʒ�����������¶Ⱥͱ�ѹѹ���ȹ��ղ������������������ȷ�������յĹ��շ�����
�����������������Ϲ�ñ��ģ����������Ӧ�ãӣ����ף����������������Ϲ�ñģ�ߵĽṹ��ƣ������ģ�ߵĸ��������ƶ�����Ӧ�ļӹ����գ�����˹�ñģ�ߵ�����ӹ���
����������������ѡ��ע�ܹ��ղ�����������������Ϲ�ñ����Ʒ���ƣ���Ʒ�ijߴ�������������Ʒ�ijߴ�����ͼֽҪ��������Ͳ�װ�����á����������õ���峷����Կ�չ���ϼ����������������ģ�߿�������һ����ָ�����壬��ȡ�õijɹ�������Ҫ�Ĺ���Ӧ�ü�ֵ������
�ؼ��ʣ����Ϲ�ñ,ע�ܳ���,�ͣ�������,���ղ���,ģ����ƣ���
���£ӣԣң��ã���
��
�����ԣ�塡��������㡡���𡡣����塡��������������������桡����塡���������������������������������������衡�����������䡡���������塡���䡡��桡����塡������������������䡡�������������������������塡��������������硡����塡������������������������������������ԣ�塡������������������������������������ᡡ������������塡�����𡡣��������������������裮���ã�������硡�����������塡���𡡣�������硡���������䡡�����䡡��������������裬�������졡���������塡����壍����������������桡���𡡣�������������䡡��������������������塡���������������������������桡��������������������壮���ɣ�������������ᡡ������������塡��桡��������㡡���������������塡��������衡������������ã��������硡������裍������������������䡡���������������������������硡���������䡡�����䡡��������桡����塡��������������㡡���𣍣����塡�������䡡������������䡡���ͣ���������������������������壮����
�ԣ�塡�����������������䡡�������������桡�����������塡����������
�������������£���䡡������塡�������������������������塡���ġ�������졡��桡����塡���������𡡣�������㡡�����������������������䡡�����������硡�ӣ����ף������������壬�����䡡����塡�������������������졡��桡��������㡡����壍������䡡�����䡡��������������������������������䡡�����������硡�����������������졡������������������
�������������£���䡡������塡�����䡡�����������������桡����塡��������㡡������������������硡���������ᣍ������������塡��������硡��������������䡡�������硡������������������塡���塡��������䣮���ԣ�塡�������硡��桡���𣍣���������㡡����������������壬������塡���������������������������䡡����塡�������硡������塡���������������壍��������������������裮
�������������ԣ������衡����塡��������桡�����������졡�����������䡡�����䡡��������������������磍��������������������������������ͣ�������������������塡��������䡡��������������塡����塡������������������磍������������������ԣ�塡�������������桡����塡������������������硡�����������塡������������䣬�����䡡����壍������������������衡�����塡�����������������������塡���䡡����塡�������硡���������塡�����塡�����������䡡������������衡����������������������塡����塡�����졡����������
����������������������硡�������塡�����������������������桡����塡��������㡡���𣬡�����塡��������������졡��������棍������塡��������㡡���𡡣����䡡��������������䡡�����������硡�ӣ����ף������������壬���������壍���������������硡����������硡��������������������������𡡣�����塡�������������桡����塡�����䣬�����䣍������塡���������������塡��桡������塡���𡡣����䡡����������硡��������������䣮
�������������գ���硡����塡���������䡡������������������硡�����������������������塡��������������㡡������壍�����𡡣������塡��������������������������䣮���ԣ�塡�������塡�����塡�����������������������䡡������������塡�����壍����桡����塡�������塡�����������塡����������������桡����塡�����������䡡����������䡡������衡�����������������������������������ԣ�塡��������衡����������������䡡���������������塡�����塡��������硡������������塡������壍����������衡��桡��������㡡��������硡�����������������䡡����塡������������������桡��������㡡�����䣬�����䡡����壍�������������������䡡�����塡�������������������������硡��������������������
�ˣţ٣ףϣңģӣ�����������㡡����,�������������������,�ͣ�������,�������������������,�����䣍������
���������������ϲ�Ʒ���������ᡢ��ʴ�������������ڸ��и�ҵ�й㷺Ӧ�ã��г��϶������ϲ�Ʒ�������������ɱ����������ϲ�Ʒ�Ĺ㷺Ӧ��Ҳʹ���ϻ�е������ģ����ҵ���ָ��ٳɳ��ķ�չ̬�ơ�������������Ʒ�����������̿������ڡ��������Ч�ʳ�Ϊ���������Ҫ�о����ݡ�
��������ע�����������ҵ�е���Ҫ��ɲ��֣���������Ԫע��ģ���ֶ��о����ϳ��Ͷ�������ϲ�Ʒ����������Ҫ���塣Ӧ��ע��ģ���ֶο����������Ա�Ż������գ��Ľ�ģ�߽ṹ��ָ�������Ա�Ӳ�Ʒ�ṹ�������ա��������Ϻ�ģ�߽ṹ�ȷ���������ֵ����⣬�Ӷ��ﵽ������Ʒ���������������ɱ�������ģ�߿������ڵ�Ŀ�ġ�
�����ҹ�������·������һ�����ٷ�չ��ʱ�ڣ�������·������ڲ������ӡ��Ӵ���ϵͳ����·ǣ������ϵͳ������ؼ����Ӵ���ϵͳ�㲿��������ֱ�ӹ�ϵ���г����ȶ��밲ȫ����ñ�ǽӴ������ϵͳ����Ҫ��ɲ�����������۲�����ʴ����Ҫ���ã����Ÿ����Ӵ���ϵͳ�����������죬���ϵͳ��������������ƣ��������ͲĽṹ���ȱ�֤��ʹ��ǿ�ȣ��ּ���������ʡ���ϡ�
�������ͽӴ������Ϲ�ñ����ע�ܳ��͵ļӹ���ʽ����������Ϊ�˻��������ע����Ʒ����������ѧ�ߺͿƼ���Ա������������о���������ͼ�Ľ�ע�ܻ��Ŀ���ϵͳ����������Ŀ���ϵͳ���Ծ�ȷ����ע���ٶȡ�ע��������ѹѹ�����ܻ������ݸ�ת�١���ѹ����Ͳ�¶ȡ������¶Ⱥ���ģѹ������Ҫ���ձ�����������ͼ�Ľ�ע�ܳ��͵ij����գ������ڳ��͵IJ����Ͻ�����������峣����ԭ�������ܣ�������������˼·�����ע����Ʒ�ij�������������Ҫ�д���������������֧����֤���Ӵ��������̣����˷�ʱ�䣬�����ijɱ��������ü����ģ����漼���������Ƚ���ģ��������ģ���������ע�ܷ����Ĺ��̣����Խ����о��ɱ��������о�ʱ�䣬�ǽ��ι�������ϼӹ���ҵ�ձ����ӵ��о��ֶΣ�ģ����漼����Ӧ�þ�����Ҫ�Ĺ������塣
���������������Ϲ�ñ�����Ľṹ��Ϊ���ӡ����ϱ����ij������ܲʹ��ñ������������ڽ϶����ѣ�������������ܲ�����۽Ӻ۶ࡢ�������δؼ��ߴ粻�ñ�֤�����⡣����ע��ģ�⼼���ǽ���������������Ч�ֶΣ���������Ԫģ�������ǰԤ���Ʒ�ij����������ƶ��о����շ�����������ģ����ָ��ģ�߽ṹ��������졣
�����ͣ���������������ע��ģ����������Ӧ�÷�Χ��㷺������֮һ�����������걸��ע�ܳ��ͷ��湦�ܡ���Щ����ʹ�ͻ����ԶԲ�Ʒ�ij����̽�������ķ������Ż����ͣ�������ʹ�û����Զ��Ƽ��ļ�����״�����ϵ�ѡ��ģ����Ƽ��ӹ��������ý����Ż��Ի�ø������IJ�Ʒ������Ԥ�Ⲣ����DZ�ڵļӹ����⣬���Ż���Ʒ��ơ�ģ�߽ṹ��ע������̱������ͣ���������Ʒȫ���漰���ϳ������йصļӹ��������Ʒ�ļ�����״��ơ�����Ҫ���ܿ���������ģ��֮ǰ����Ч��Ԥ���Ʒ�ĸ���ȱ�ݣ���������ѵij����ղ��������������ģ�ߵķ����ϣ�����ͨ��ģ�������㣬�Ż���עϵͳ����ȴϵͳ��ʹ������ϵͳ�ɴﵽ���Ч�ʡ���ģ����Ʒ��棬Ŀǰ��������������Уգǡ��У��š��ӣ����ף�����������������������������ģ�߽ṹ�����ԡ���ַ��������Ա�������ܶ��ԣ�������߲�Ʒ���������������ɱ���
������������Դ��ʦ�е��Ļ���ģ��������ע�ܼ��������Ż���ģ�߿����о����⣬�Ը����Ӵ������Ϲ�ñΪ�о�����չע�ܹ��շ���ģ���ģ�߿�����������������Ҫ��������������ݣ�
�������������ãͣ�������ע�ܳ���ģ���������Բ�Ʒ���г����ѹ����ȴ������ģ�⣬��ƺ����Ľ�עϵͳ����ȴϵͳ��
���������������Ա�ģ������ȷ�������ij����ա�
�������������������������ģ�飬����������飬��һ���Ż������ղ�����
�������������ģ�߽ṹ�����ƶ��ӹ�������
���������������Ƽ��Ĺ��ղ����������Ʒ���ơ�
�����������磬����Խ��Խ���Ϊ���������Ʒ����Ϊ��ҵԭ�ϵ���Ҫ֧����ע�ܼӹ����������ϼӹ���һ����Ҫ�ֶΡ��������ȼ��㣬��Լ�����������ϲ�Ʒ��ע�ܳ��ͼӹ������ġ�ע�ܳ�����Ҫģ�ߺ�ע�ܻ������豸�������ɣ���һ��ע���ģ�ܵij��ͷ��������÷����ǽ��߷������ϻ���Ϸ����ע�ܻ�����Ͳ�ڣ�ͨ����Ͳ�ļ��Ⱥ��ݸ˵�ѹ�������У�ʹ����ת��������̬��Ȼ����ע���ݸ˵��ƶ��£������µ����Ͼ�����ͽ���ϵͳע��պϵ�ģǻ�У�����ѹ����ȴ���ͺ���ģ�ߣ�ȡ����Ʒ���õ������趨������״�ͳߴ��������Ʒ��ע�ܳ��͡�
����ע�ܳ��͵��ŵ��ǿ��Ծ��õ�������������ȴֻ������������ȫ���������ij��ͼ��������ڻ�����ģ�ߺ����豸�ϵ�Ͷ�ʷ��ýϸߣ����������ڴ��������������̡�ע�ܹ�����ע�䡢��ѹ���ܻ�����ȴ�Ƚ���ɣ���ÿ���εĸ��ֲ����������̱������ۺ����þ��������յ���Ʒ��������ͬģ�ߡ���ͬע���ٶ����ߺͲ�ͬ���϶�ע�ܲ�Ʒ����������ܴ��Ӱ�졣��ˣ�Ҫ�����������Ʒ���������������ע�ܹ��̽�������ϸ�µ��о���һ��������ע�ܹ������ɺ�ģ��ע����ǰ����ע�䡢��ѹ���ܻ�����ȴ����ģ��������Ʒ�ȳ�����ɵġ�
����ģ����ҵ������ҵ����Ҫ��ɲ��֣����й������г�ǰ����ģ����ҵ���ҹ��ľ��÷�չ��ռ����Ҫ��λ����ҵ�Ƚ��ķ�����Ҿ�������Դ������չģ����ҵ���ձ���Ϊ��“ģ�߹�ҵ���ִ���ҵ��չ�Ļ�ʯ”��ģ�ߵ������кܶ࣬����;���ܵIJ�ͬ���Է�Ϊ��ѹģ�ߡ���ѹģ�ߡ�����ģ�ߺ�����ģ�ߵȡ���������ģ�߸�������ͷ����IJ�ͬ�ֿ�ϸ��Ϊע��ģ�ߡ�ѹ��ģ�ߡ�����ģ�ߺʹ���ģ�ߵȣ�ע�ܳ�����������Ʒ������ռ�кܴ���أ����������ϳ���ģ�ߵIJ�������������ע��ģ�ߡ�ע��ģ���ɶ�ģ�Ͷ�ģ����������ɡ���ģ��װ��ע������ƶ�ģ���ϣ���ע�ܻ�����ģ�����������¿������˶�����ģ��װ��ע����Ĺ̶�ģ���Ϲ̶�������
��������ģ���и�������IJ�ͬ���ܣ�ע��ģ�߿����������߸�������ɣ�
���������������㲿��ע��ģ�ߵij����㲿����ָ����ģ����ǻ�������ͨ��������ǻ����ģ������о��ģ�����Լ����еij��˺ͳ�����顣�����ܻ��֣������㲿���ɷ�Ϊ��װ���ֺ������֡���װ������װ�̶�������������ã���������������ֱ�ӽӴ������������ܼ��������㲿���������ֵ���״�ͳߴ�����ܼ�����״�ͳߴ硣
������������עϵͳ��עϵͳ�ǽ�������������պ���ǻ��ͨ������עϵͳ��Ϊ��ͨ������עϵͳ����������עϵͳ�����ࡣ��ͨ������עϵͳ��Ϊƽ����˵����������עϵͳ����������עϵͳ��Ϊ������ϵͳ��
��������������ϵͳ
����������ϵͳ���������������������ڡ�����Ѩ��ɡ��������������������ģ����ǻ���Ⱦ���������������״ΪԲ�Σ����ڳ��ͺ�ȡ����ע�ܻ���������������������������������������Ľ�����״�ж�����״�����ʵķ���������״���Խ�����������������������ʧ������Ҳ�ƽ��Ͽڣ��Ǹ������Ͻ���ģǻ�����һ��ͨ���������ǽ�עϵͳ����Ҫ��ɲ��֣���ʽ��Ҫ��ֱ���ڡ��ཽ�ڡ��������ڡ�DZ��ʽ�����Լ��㽽�ڵȵȡ�����Ѩ�Dz�������ǰ����“����”����ֹ�������ǻӰ���Ʒ������
��������������ϵͳ
����������ϵͳ��ͨ����ģ�ߵĽ�עϵͳ���þ��Ȼ���ȵķ�����ʹ�����ڵ�����ʼ�ձ�������״̬��������עϵͳ��������ڽ�ע���ϣ�������ԭ�ϵ��˷ѣ�����˲�Ʒ�ij�Ʒ�ʡ�����ͬʱ�����˽�עϵͳ��������ѹ������ʧ����������߲�Ʒ�������ɳ��ͽϴ�ߴ���ܼ�����������ע��������ڣ�����ʵ���Զ���������������ɱ�����ͨģ�߳ɱ��ϸߡ�
�����������������ʽ��ͬ��ͨ��������ϵͳ�ɷ�Ϊ����ʽ������ϵͳ���뷧ʽ������ϵͳ������ʽ������ϵͳͨ���ǿ���ʽ���������Ͱ����������ʹ�ã�����ϵͳ�ṹ�����������Ժã����������˿��©�ϡ����ڶ��������⣬ʵ�������п���ʽ������ϵͳӦ�ý϶ࡣ�뷧ʽ������ϵͳͨ�����뷧ʽ�������ȫ��ʽ���������ʹ�ã��뿪��ʽ������ϵͳ��ȣ������촦����һ�ɿ������쿪�յ��뷧װ�ã�ͨ�����Ƹ����ڵĿ���ʱ�䣬�ֱ���ƺ͵������������������������״̬���뷧ʽ�������ʺϴ�������ϣ����ںۼ�ϸ�������������ڿ��ƣ������ʺ��ڳߴ���������һģ��ǻģ�ߺ���״���ӵĶཽ��ģ��ʹ�á�
��������������װ�ã���
��������װ����Ϊ�˱�֤ģ����ע�ܹ����п�ģ�ͺ�ģλ��ȷ����һ����֤��ǻ��״�ͳߴ�ľ��ȡ�����װ��ͨ�����ɵ����͵�����ɣ����ڽϸ߾���Ҫ��IJ�Ʒ�������͵�����Ҫ�����涨λװ�û����Ӷ�λ�鸨��װ����������λ������װ��ͨ��������ģ�ߵ��Ľǣ���ע��ѹ���ܴ��ʱ����װ�û���ܽϴ�IJ�ѹ���Ӷ���֤ģ�߲������λ�ô�������֤ģ�ߵij��;��ȡ�
�����������¶ȵ���ϵͳ����
�����¶ȵ���ϵͳ��������Ϊ�˿���ģ���¶ȣ�ʹ������ע�ܹ���Ҫ���¶ȵ���ϵͳ��Ҫ����ģ����ȴϵͳ��ģ����ϵͳ��������ȴϵͳ������Ϊ����ע�ܺ��ڼӿ���Ʒ��ȴ�����̳������ڡ���ȴϵͳ��������ʽ���ڱ�֤ģ��ǿ�ȵĻ����ϣ���ģ�ߵİ�ģ��ģ������ȴˮ����ͨ����ȴˮ��ѭ����������ģ������������ϵͳĿ��������Ʒ����ǰ�����ģ���¶ȣ������㹤��Ҫ����ˮ��ͨ��ˮ���������⣬��������о����ǻ��Χ��װ����Ԫ����
����������������������
����ע�ܹ��̽�������Ҫ����һ������������Ʒ��ģ�ߵ���о�϶�������ʱ��ģ�������ö��������������ư�̶��塢�ư塢���룬ͨ��ע�ܻ��ƶ��ư�̶��壬�������붥���Ƽ�����������������������λ�ˣ����������ں�ģ�Ĺ����д������˻ָ�ԭλ����������������������о�����������ܼ��ϴ��в��఼�ṹʱ�����ܼ�����ģ֮ǰ�����Ȳ�����ͣ����в����о����������������㲿����Ϊ����������о������
����������ģ�ܣ���
����ģ�����ɲ�ͬ���õĸְ���϶��ɣ�������ģ�ߵĹǼܡ�һ����������Ҫ��������Ʒ��ͬ�����һ�ѡ����ģ�������̶���ģ�ܻ��Լ�������װģ�ܣ���һ���DZ�ģ�ܣ�ģ����ҵ�������ڷ�չ������ģ�ܼ���Ƶ��൱���죬��ʽ��Ԫ�������Լ����ã����̿������ڣ�����ע��ģ�ߴ����ñ���ģ�ܡ�ģ����Ҫ��������ģ���塢��ģ���塢��ģ�塢��ģ�塢��顢ģ�װ塢��������������������������������
����ע��ģ�⼼����ͨ�������߷��Ӿ������������ѧģ�ͣ�������Ч����ֵ�������Լ����Ϊ���㹤�ߣ�ģ������ע�ܳ��͵�һ�ŷ��������������ż���������Ŀ��ٷ�չ��ע��ģ�⼼���������뷢չΪע����ҵ�ķ�չ�ṩ�˺ܺõļ��������ֶΡ�����ģ����������IJ��ϸ��ºĽ��Լ���������ܵIJ�����ߣ�ע��ģ�⼼�����������˹��̼�����Ա�Ĺ���Ч�ʡ�ע��ģ�⼼�����Ը���������Ա�Բ�Ʒ�ṹ��ģ�߽ṹ������ȷ���жϣ������Ż������գ��������Ч�ʣ�����ģ�ߵĿ������ں������ɱ���
������ע�ܳ���ģ�⼼�����������������ⶼ��ͨ��������������ѧģ�ͺ��Ż���ֵ���㷽�������з���ģ���Ż�������о������ڣ������ͣ������������ѧ�߾ͶԸ߷��Ӿۺ������ֵģ�⽨ģ����������һϵ�е���峣�ͬһʱ�ڣ���ʿѧ�߽������뼷��������ص���Ҫ��ģ�͡����������꣬�£��������ͳ��ͽ�ģ�����д��ڵ��������������ܽᡣ�ͣ���������״������гɹ�����������һ�ַ������÷���Ӧ�������غ�ԭ���ͼ�����ԭ�����������⡣�ԣ������ͣˣ�����״ν������ܻ��������͵�������ģ�͡��������ͣ���������ڣ��й��ܻ�����ģ��������ţأԣңգ�����Ʒ�����������ܴ�̶����ǻ��ڣԣ������ͣˣ����������������ģ�͡�
�������ͣ�������������ܶ��ѧ����ҵ���о����Ƕ�������ע�䡢�������������յļ���ģ�͵���峡�Ȼ������Щ����ģ�ͶԼӹ�����������Ӱ�첢����ֱ������������Ų����˵�һ��ע�ܳ��ͳ���ε�ģ�������ͣ��������������̳����ˡ��ã��ͣϣ̣ġ��Уϣ̣գƣ̣ϣס��ΣţˣԣϣκͣУϣ̣٣ã��ĵ�����Ԫģ�����������㷺Ӧ����ע�ܳ������У�ģ�������Ϊ������ѧԤ��Ĺ��̿�ѧ��
�ҹ�ע��ģ�⼼���о���ʼ�ڣ������ͣ������ĩ����չҲ��Ѹ�١����ڵĿ�������������ע��ģ�ߣã���ϵͳ��峡�����������ܹ����������Ƚ���ע��ģ��ע��ģ�⼼����Ӱ�죬�ſ�ʼ���нϸ��ӵ���峡����ڿ����ã��ģ��ã���ϵͳ��Ҫ��ϵͳ�����ͼ������֧�ţ����ڣ���������ڣ����ڻ�û�нϺõ�ͼ����������ʱ��������ã���ϵͳ�����룬ʹ���ֶ��ο����������ǻ�������һ��ƽ̨����ˣ��������п�����ע��ģ�ߣã��ģ��ã���ϵͳ������ڴ�ϵͳ�Ͻ��еġ�
�������пƼ���ѧϵͳ������Ŀ�չ������ע�ܳ��ͷ�������ϵͳ���о��Ϳ������ӣ����������Ƴ��ģȣӣã��ţ������浽����������ģȣӣã��ţ��������棬�����˴ӣ��ĵ����ķ�������ʵ�û�����Ʒ�����Ӿֲ��Ե㵽������ƹ�Ӧ�õĽ��̣��ɹ����з��˾����й���ɫ���ﵽ��ǰ�����Ƚ�ˮƽ����Ʒ������ע�ܳ��ͼ��ɻ�����ϵͳ�ȣӣã��ţ��������档�ӣ������������Ϻ���ͨ��ѧ���ע��ģ���ڼ�����ϵ�Ӧ�ÿ�չ��ȫ��λ�����ε��о������״�ʵ������ע��ģ�ߵģã���ϵͳ�������˹����ܼ��������������꣬������ע��ģ�ߣã����ڴ����ܼ��������ϵͳȡ����ʵ���Ե�Ӧ�á�֣�ݹ�ҵ��ѧģ���о����ԣ��������꿪ʼͶ��ģ��ģ��ע�ܳ��ͼӹ��������о��뿪��������ʮ�����Ŭ�������ڿ��˾����ҹ�����֪ʶ��Ȩ��ע��ģ����������ڣ��ͩ��̣ģۣ������ݡ��ӣ������������㽭��ѧ��Խ����¼������ϵȾ���ģ�ߵ�����������⣬���������һ����ע��ģ�ã��ģ��ã���ϵͳ����ϵͳ���ԣգ�Ϊͼ��֧��ƽ̨���ԣͣ�������ʵ�ּ����������������Ҫ�����������������Ʒģ�ͣ�����˼�������ϵͳ���ܱ��﹤����Ϣ�����⡣������Ժ������ʮ����IJ�иŬ������ע��ģ�ã��ģ��ã�������ȡ���˳���Ľ����������Ĺ��л����ز������ӡ�
����ע�ܣã��ŷ�����Ϊһ���ѧ�Ƶ���ֵģ�����������������Ϊ�ִ���Ʒ�������Ҫ�ֶκ��ߡ�ע��ģ�⼼�����Լ����ΪӲ��֧�֣�����ֱ������ذ�ע�ܳ����еij����ѹ����ȴ��ֱ�۵ij������û���ǰ�������ظ����˳������е�״̬�����Լ�ȱ�ݲ�������ˣ�����ע�ܳ��ͷ����ģ���Ż���峣������ڸ���ģ�߽ṹ���Ż��ܼ��ṹ��ʵ���ܼ�ע������������Ҫ����ʵ�������塣
����ע�ܳ��ͣã��ż����ѳ�Ϊ�������ϲ�Ʒ�з���ģ����������д��ڵı������ڵ���Ч;�����봫ͳ��ģ�������ȣ������꣬����ע����ͼ������������ҵ硢����ͨ�š�����������Ʒ������õ��˹㷺Ӧ�á������ڵģã��ż���ͬ���������Ȼ����һ���IJ�࣬������Ҫ���ϻ��۽����Լ���ģ�⼼����
����Ŀǰ��ע�ܳ���ģ�⼼����ҪӦ�������¼����棺
�����������Ż����ϲ�Ʒ�ṹ���ܼ��ıں�С����״�����ڵ�λ�á������Լ�����ϵͳ�ijߴ�ȶ����ܼ��IJ�Ʒ����������ҪӰ�졣����ע��ģ����������ģ�����������ۺ��ֳ����飬������Ч�ؽ��Ͳ�Ʒ����ȱ�ݲ����ĸ��ʺ���Դ�˷ѣ�������ɲ���Ҫ����ʧ��
�����������Ż�����ģ�ߵĽṹ����Ҫ�ɶ����ϼ��Ľ���λ�á�������������ע��������״���ߴ��Լ���ȴϵͳ�IJ��úͳߴ�ȶԲ�Ʒ����Ӱ��ϴ�IJ�λ����ģ�߿���ǰ�ڽ����Ż����ڼ������ģ����ǰԤ������ܳ��ֵ����⣬�Ӷ����б��⣬������Ƴ����ģ�߽ṹ��
�����������Ż������ղ��������������ܼ����͵Ĺؼ����ڣ��ֳ���ȱ�ݿ���ͨ�����Ĺ��ղ��������б��⡣ͨ������Ԫģ�������������ǰ�ƶ��Ϻõij����ղ�����������ģ�������Ӷ��������Ч�ʣ�����ԭ�ϵ��˷��ʡ�
�����ɴ˿ɼ���ע��ģ�⼼�������ڱ�֤��Ʒ�������������Ч�ʺ�����ģ��������������϶��������Ե����ƺ������ľ���Ч�档
�����Ӵ������Ϲ�ñ��������ģ������о���

�Ӵ�����Ӵ������ϵͳ����
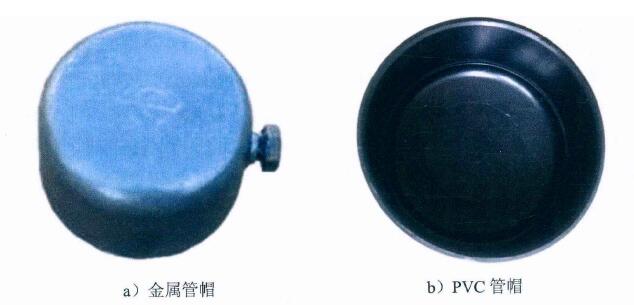
�Ӵ������Ϲ�ñ����
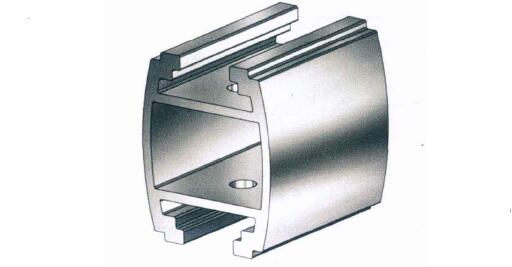
����Ͳģ���
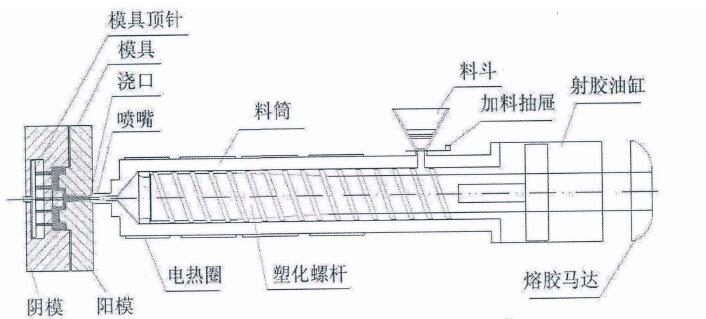
ע�ܳ���ʾ��ͼ����
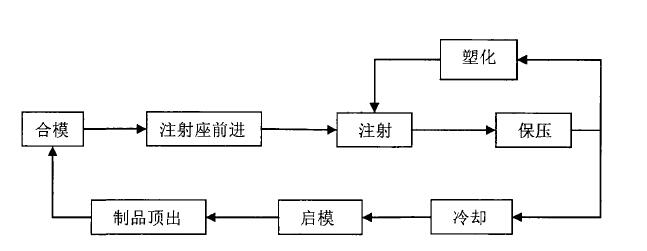
ע�ܳ����չ��̣�
��
ժҪ
��л
ժҪ
ABSTRACT
1 ����
1.1 ѡ�ⱳ��
1.2 ע�ܳ�����
1.2.1 ע�ܳ����չ���
1.2.2 ע��ģ���
1.3 ������ע��ģ�⼼�����
1.3.1 ������ע��ģ�⼼���ķ�չ��״
1.3.2 ע��ģ�⼼�������ۻ���
1.3.3 ģ�������Ľ���
1.4 �����о����ݼ��о�·��
2 �Ӵ�����ñע��ģ�⽨ģ����ʼģ�����
2.1 ���Ϲ�ñ��Ʒ����
2.2 ģ�������ģ
2.2.1 ����
2.2.2 ��עϵͳ���
2.2.3 ��ȴϵͳ���
2.3 ����ѡ��
2.4 ��ʼģ�����
2.4.1 ����ģ�����
2.4.2 ��ȴģ�����
2.4.3 ����ģ�����
2.5 ��ȴϵͳ�Ľ�
2.6 ������
3 ���Ϲ�ñע�ܹ��ղ����Ż�
3.1 ������������Ĺ��ղ����Ż�����
3.1.1 �����������
3.1.2 ����������Ƽ�����
3.2 �����¶�Ӱ�����
3.3 ��ѹ���ղ����Ż�
3.3.1 ģ��������
3.3.2 ��ѹ�����Ż�
3.4 �����Ƽ�
3.5 ������
4 ���Ϲ�ñģ��������켰��Ʒ����
4.1 ���Ϲ�ñģ�����
4.1.1 ��о����ǻ�ṹ���
4.1.2 ��עϵͳ����ȴϵͳ���
4.1.3 �����������
4.1.4 ��������
4.1.5 ��ģ������������
4.1.6 ģ�ܼ�ģ��װ�����
4.2 ���Ϲ�ñģ������
4.3 ��Ʒ����
4.3.1 �����豸����
4.3.2 ��ģ��
4.3.3 ��ģ�����ƶ�
4.3.4 ��Ʒ��ģ����Ʒ���
4.4 ������
5 ����
�����
��������Ҫ�鿴��ƪ��ҵ���ȫ�ģ�������ϵ�ͷ���ȡ��