24Сʱ���Ķ�������
24Сʱ���Ķ�������
ժ Ҫ
���������ĵ��о����������г��ͻ��еIJ��߳���װ�ú���������װ�á����߳���װ����������г��͵Ĺؼ�װ�ã���������װ�ö����ж�λ����Ҫ���á�ͨ���Բ��߳���װ�õĽṹ��ƣ�ʵ�������е��Զ��������������Ŀǰ�ֹ����������Ͷ�ǿ�ȴ�����Ч�ʵ͵����⡣
����ȫ��Χ�����е��������գ�Ӧ�÷���ѧԭ�����Բ��߳���װ�ý��нṹ��ƣ�������Ӧ�������������顣��������г��ֵ�����������ģ������������ײ�����о��ȳ�������⣬Ӧ�� ADAMS ���嶯��ѧ�Բ��߳���װ�õ��ֻ������з�����Ӧ�� ANSYS Workbench ����Ԫ��������������������з�����֤���ҵ����������ԭ������Ż���������֤�Ż������Ŀ����ԡ���Ҫ�о��������£�
������1�����������е��������ռ����ͻ������ֵĹ��ܺ���ɡ��ص�����˲��߳���װ�õ��˶����ɣ���Ƴ������������ֻ������������ֲ��߳���װ�ýṹ����������ͨ�������ٶȡ���װ�ռ�ȷ���ĶԱȷ���������ѡ���ֻ���������ʽ�IJ��߳���װ��Ϊ��ѡ���������ݶ���������������ֵ������������˷���Ͷ���������顣
������2����Բ��߳���װ���������г��ֵ�����ģ��������ģ�о���ѹ�巢����ײ���������صIJ�������Ӧ�� ADAMS ���嶯��ѧ����ģ��ʵ�ʹ������õ�ѹ���ֻ������˶����ԡ��������������ж�λ�̶���λ�ô���ѹ����ڽϴ��λ�Ʋ������Dz��߳���װ�ó����������Ҫԭ��ͨ�����Ӹ����ɼ��𡢲�����װ�����ɺ��Ż������ߵķ������Աȷ���ÿ�ַ������˶����ߣ���֤�˵��ɺ��������dz�������ĸ�Դ���Ż������ս�ѹ���ڹ̶�����λ�Ʋ�����Χ������ 0.1 mm,����Ч���������г��ֵ���ģ��������ײ�����⡣
������3����Բ��߳���װ�����������о��ȳ������⣬��������������������μ����Լ��Ż���������ͨ�� ANSYS Workbench ������о���ѧ��������֤ģ�͵���ȷ�Լ��Ż������Ŀ����ԣ����ս���λ���ȴ� 3.2 mm ���� 0.14 mm,�ﵽ����Ҫ��
�������ͨ���Ա�������о����ݺͳɹ���������Ĺ����ܽᣬ��ָ�����ĵ���һ������չ�Ĺ�����
�����ؼ��������г��ͻ������߳���װ�ã��ֻ������������ᣬ�Ż����

Abstract
����The research object of this paper is the spade forming device and the lifting spindle device in the strip box forming machine. The spade forming device is the key device to complete the strip box forming. The lifting spindle device plays an important role in the positioning of the strip box. Through the structural design of the spade forming device, the automatic production of strip boxes is realized, and the problems of high labor intensity and low production efficiency in the current manual production line are solved.
����bionics, the structure design of the shovel forming device is carried out, and it is applied to the prototype test. Aiming at the problems of vibration, noise, unobstructed demoulding, collision and over-precision of strip boxes in the prototype, the cam mechanism of the shovel forming device is analyzed by ADAMS rigid body dynamics, and the lifting spindle is analyzed and verified by ANSYS Workbench finite element analysis method. The causes of the problem of the prototype are found, the optimization scheme is put forward and the feasibility of the optimization scheme is verified. The main research contents are as follows:
������1�� The manufacturing technology of the strip box and the function and composition of each part of the forming machine are introduced. The movement law of the shovel forming device is mainly expounded, and two kinds of structure schemes of the shovel forming device driven by cylinder and cam mechanism are designed. Through the comparative analysis of control speed and installation space, the shovel forming device driven by cam mechanism was selected as the optimal scheme. According to the action parameters, the profile of cam was designed and put into the prototype test.
������2�� Aiming at the undesirable phenomena of vibration, poor demoulding, collision between clamp and press plate and serious noise in the prototype of spade forming device, ADAMS rigid body dynamics simulation was used to simulate the actual working conditions, and the motion characteristics of press plate cam mechanism were obtained. It is found that there is a large displacement fluctuation in the positioning and fixed position of the strip box, which is the main reason for the problems of the shovel forming device. By comparing and analyzing the motion curves of each scheme, it is proved that spring and cam contour are the root of the problem. After optimization, the displacement fluctuation range of the pressure plate is reduced to 0.1 mm, which can effectively avoid the problems of poor demoulding and collision in the prototype.
������3�� Aiming at the problem of over-precision of strip box made by shovel forming device, the stress and deformation calculation and optimization analysis of the lifting spindle are carried out, and the static analysis of the lifting spindle is carried out by ANSYS Workbench to verify the correctness of the model and the feasibility of the optimization scheme. Finally, the positioning accuracy is reduced from 3.2 mm to 0.14 mm, which meets the accuracy requirements.
����Finally, through the overall summary of the research content and results of this topic, and pointed out the next step of this paper will be carried out.
����Keywords: strip carton forming machine, spade forming device, cam, lifting spindle, optimum design
Ŀ ¼
������ 1 �� ����
����1.1 ���ⱳ��
����1.1.1 ������Դ
������������Դ���人ij��˾�������ҵ��ѧ��У�������Ŀ��ͨ���Ը���Ŀ�����о��Ϳ�����ּ��ʵ�ְ�װֽ�������е��Զ������������Ŀǰ�˹����������Ͷ�ǿ�ȴ�����Ч�ʵ͡����������������⡣
�������Ź�ҵ�����IJ���������һ�����ƶ������Ľ�������һ����Ҳ��������Ʒ���õ����չ����Ʒ�Ĺ�����ø���Ѹ�ٺ�Ч����Ϊ��Ʒ�ĵ�һӡ��װ���Եø�����Ҫ������ɫ�����Ĵ��£���װҲ����"��ɫ��װ",��ֽ����Ϊһ�ֻ����İ�װ��ʽ��������������������ͳ��ֽ��������ʽ�Ѿ����������г���������Ҫ�������µġ����ٵ�ֽ�а�װ��е��
����1.1.2 ��װ��״��ֽ�з���
�������ȫ��Χ�����Ĵ����װռ��������λ��ֽ�ʰ�װ�����ϰ�װ��������װ��������װ������ֽ�ʰ�װ���ܻ�ӭ���������ƺܶ࣬��Ҫ����Ϊ��λ������������ᡢ���䷽�㡢�ӹ����Ѹ�١�����Ӧ��е���Ĵ��ģ���������Ի����������Լ�����ɱ������������Ϊʵ�ݵ�������ͳ�ƣ�����ӡˢҵ�ܲ�ֵԼΪ��ǧ����Ԫ�����У���װ��Ʒ�IJ�ֵ�ﵽ��ǧ����Ԫ��ԼΪ�ܲ�ֵ�� 45%[1].2012�������а�װ�ܲ�ֵ��ֽ�ʰ�װռ����������λ��ռ�ȴﵽ 40%,��ʹ�÷�Χ���в�����������ƣ��Ѿ���Ϊ��װ��ҵ��Ҫ�ķ�չ������Щ���ݱ������������̼������߶�ֽ�ʰ�װ���������վ�����ֽ�ʰ�װ�ĵ�λˮ�Ǵ��ߣ�����Ӧ��װӡˢҵ����װ��еͶ�����Ĺ�ע����[1].
���������������ճ������ж���Ʒ��װ��������װҪ��IJ�����ߣ�ֽ�а�װӿ�ֳ�������ͬ����״�����ͣ���Ҫ��Ϊ���¼����ࣺ
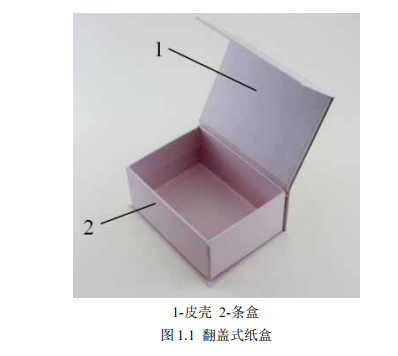
������1����ظ�ʽֽ�С�����ֽ�����ϸǺ��µ���������ɣ��иǿ����dz����㣬����ȡ�����е���Ʒ���ڲ�֮ǰ���û����Ѿ��ܿ�����Ʒ�����ˣ������ֿ��Ը�����ߴ������£�������Ƹ������ۡ����ɵ�ͼ�����̱�����֡�
������2������ʽ��Яֽ�С�������������ṹ��ֽ�б������۳����ֻ���װ�����������ִ��������ھ��ࡢ���⡢�������Ʒ��װ��
������3������ʽֽ�С�����ֽ��Դ�ڳ��д������ԭ����������Ǵ������ܽ�Ƭʹ�ã���Ҫ��������ʽ���ֲ��������и����Ͷ������������ڵ�����Ʒ���ֹ���Ʒ����Ʒ��չʾ��
������4������ʽֽ�С�����Ҫ�ɰ�װ����Ʒ�������ģ���̬�dz����֣��������ִ����ĿƼ��У���������ӱ�ĸо����������ǹ��Լ�����������İ�װ��
������5������ʽֽ�С�����ֽ����Ƥ�Ǻ�������������ɣ�Ƥ�������еײ��̶���Ƥ�ǿ��۵������е��ϲ�����Ŀǰ����зdz����е�һ�ְ�װ��ʽ��ͨ�����ڸߵ����̡���������ױƷ����Ҷ�ȵİ�װ��
����������Ѿ�Խ��Խ��IJ�Ʒ�������˷���ʽֽ�еİ�װ�����ϼ��ְ�װ���л�����ʵ���˲�ͬ�̶ȵ��Զ�����������������ظ�ʽֽ�е��Զ��������̶���ߣ��ٶ���졣������ʽֽ����Ҫ���������˹������ķ�ʽ��������ֻ���ٲ��ְ��Զ���������������Ҫ�о����Ƿ���ʽֽ���ڵ����У�����ʽֽ����ͼ 1.1 ��ʾ��
����1.1.3 ���е�������״�����ս���
���������Ƿ���ʽֽ�е���Ҫ��ɲ��֣�����״ֽ�����ֽճ��Χ�ɣ���ΪӲ�����к������������ࡣ���ݿ�����Դ���о�������Ӳ�����У�Ӳ�������е�Ӳֽ�������ɵ�ģ�г������Ķ�ʽ���ߴ磬�ֱ�Ϊ�̱ߡ����ߡ��̱ߡ����ߣ��м�ͨ��ѹ�۸��ϡ���ֽ��Ϊ���࣬һ�����ɴ���ֽ��С��ֽ���ֹ�ͬճ�����ɣ�����ֽ�����Գ���һ�����ߺ������̱ߵ��ܺͣ�С��ֽΪһ�����ߵij��ȣ���һ������һ����ֽճ�����ɣ�������ֽ���ܳ���Ϊ���е��ܳ����������о��Ķ������ɴ���ֽ��С��ֽ��Ӳֽ�������ֲ���ճ�����ɵ�Ӳ�����У������ʵ����ͼ 1.2��ʾ��
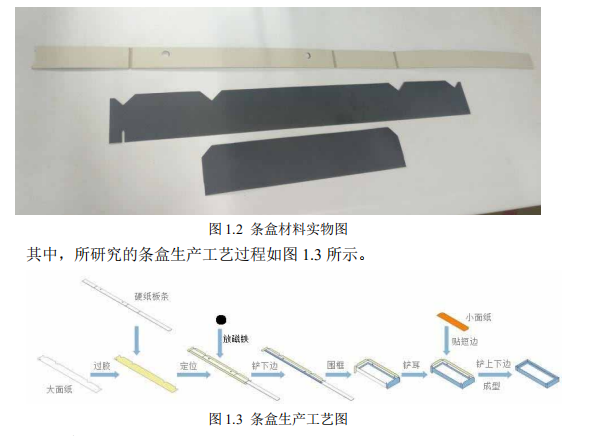
������1������ֽ���ϣ���2��������ֽͿ��ˮ����3������ֽ��Ӳֽ������λ���ϣ���4���Ŵ�������5�����±ߣ���Ӳֽ����һ��Ĵ���ֽ�� 180°������Ӳֽ����һ�棻��6�������д���ֽ�ʹ�����Ӳֽ��������ѹ���۵��ɾ��ο�7�������ο�λ�Ǵ�����ֽ��ƽ���̶�Ӳֽ��������8��С��ֽ���ϣ���9����С��ֽͿ�Ͻ�ˮ����10����Ϳ�н�ˮ��С��ֽճ���ھ��ο�û����ֽ����ࣻ��11����ճ�д�С��ֽ�ľ��ο���б�ѹ��ʹ��ֽ���ĸ��ι̣������м�����ݣ���12�������ο����Ϸ����ı���ֽ������ 90°��ʹ������ο�IJ�ڴ�ֱ����13�������ο��·���С��ֽ�� 180°��ʹ������ھ��ο���ڱڣ���ʱ������е�������
����Ŀǰ���������������������������˹�����Ϊ����������������������Ĺ�������Ϊ 8 �����ң������ֳ�״�����������������ɴﵽԼ 7200 ��/�졣���ߵ��豸�����¼�̨��
������1�����Զ���������ͨ���˹���Ͻ�����ֽ��С��ֽ�ֱ�Ϳ�Ͻ�ˮ����2��Ƥ�����ͻ��������Ѿ�Ϳ�꽺ˮ�Ĵ���ֽ��ÿ����������ɵİ��Ʒ���е�����һ����λ����3��ѹ�ݻ�����ճ�д���ֽ��С��ֽ���۵����ͺ�����н��б�ѹ���������ݡ�
����������������Ҫ�˹�����������������£�
������1�����˷ֱ���ֽ��С��ֽ������Զ����������ó���ʹ����ֽͿ�Ͻ�ˮ����2�����˽�Ӳֽ������Ϳ�н�ˮ�Ĵ���ֽ��λճ����һ�𣻣�3�����˽���������ճ�д���ֽ��Ӳֽ����Բ��֮�У���4�����˽�Ӳֽ����һ��Ĵ���ֽ�� 180°������Ӳֽ���ϣ���5�����˽�Ӳֽ���������ۺ��۵��ɾ��ο�6�����˽�Ϳ�н�ˮ��С��ֽճ���ھ��ο��ϵ�ָ��λ�ô�����7�����˽����ο��ϲ�Ĵ�С��ֽ�۵� 90°����8�����˽����ο��²��С��ֽ���� 180°��ʹ���������ڱ�ճ���������г��͡�
���������������տ��Կ�������һ�����ߴ��ڹ��˵��Ͷ�ǿ�ȴ�����Ч�ʵ͡������ɱ��ߡ��ȶ��Բ��ȱ�㡣������Ҫ���Ŀǰ������״����ȥ�з�����ɸ���������Զ��������������ֹ�������ͬʱ����������������������Ϊһ��ϵͳ�������Զ��������ߡ����ݸ����е��������գ�����������������Զ������豸���һ����ˮ�ߣ���Ҫ������
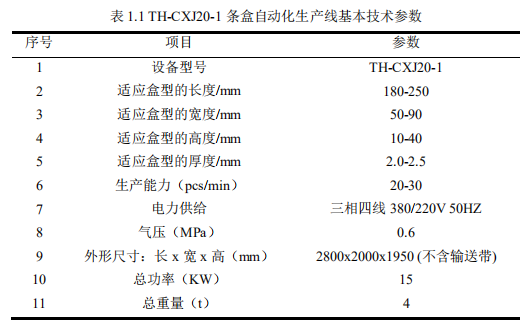
������1��������--�Զ��ṩ�Ѿ�Ϳ�н�ˮ�Ĵ���ֽ��ָ��λ�ã���2����λ��--�ṩӲֽ�����ʹ����������ϣ������������ֽ��ָ��λ�ö�λ��ճ���̶���Ҫ��λ��ȷ��Ϊ��һ���۱�����������3���۱�--һ���Խ�Ӳֽ����һ��Ĵ���ֽ�����۱ߣ��൱����ǰ���������������ֽ���������ڲࣻ��4��Χ���--����״Ӳֽ��Χ�ɺ�״���γɰ��Ʒ���У���5�����ͻ�--��ɰ��Ʒ���к�����С��ֽ����ѹ�����߳��͵Ĺ��գ��γ����ղ�Ʒ�������������о������������Զ��������ߴֵ����Ѿ��з��ɹ������ͺ�Ϊ TH-CXJ20-1,��������������� 1.1 ��ʾ��
���������ĵ����������ڳ��ͻ���������Ż������ͻ��DZ����ĵ��о����������ɶ�λ����װ�á���С��ֽװ�á�ˢ�߱�ѹװ�á�����װ����ɣ���ͼ 1.4 ��ʾ��
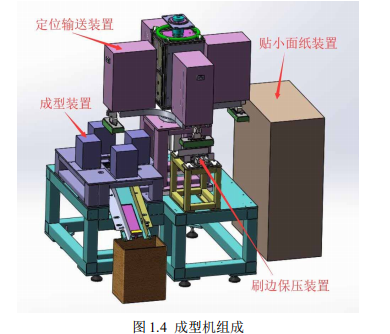
������1����λ����װ�ö�λ����װ�������Ĺ�λ��ת�̺�����������ɣ����������ϵ���ģ�о�ʵ�ֶ��Ʒ���еļ�ȡ�Ͷ�λ��ת�̴�����������ʵ�ְ��Ʒ��������С��ֽ��λ����ѹ��λ�ͳ���λ֮���ƶ���
������Ҫ���װ�ã�ת����תװ�á���������װ�á���ģ�оߡ�
������2����С��ֽװ�ý��Ѿ��̶�����ģ�о��ϵİ��Ʒ���У�������ɲ���������Ȼ���ڷ�ת��е�ֵ������£�ͨ����������С��ֽ���������������ϡ�
������Ҫ���װ�ã�����װ�á���λװ�á���תװ�á�������̡�
������3��ˢ�߱�ѹװ��������ֽ�İ��Ʒ�����д�����ֽճ�����Σ������ݵ����⣬��ˢ�߱�ѹ�����Ƕ�ǰ����������ֽ����ˢ�ߣ��������е����ݣ���ѹʹ��ֽ��Ӳֽ��ճ���ĸ��Ρ�
������Ҫ���װ�ã����ײ�����ëˢ����ѹ�塣
������4������װ�ó���װ����Ҫ�ǽ����Ʒ�����еĴ�С��ֽ�ϲ��� 90°��С��ֽ�²����������ڱڲ���Ρ�
������Ҫ���װ�ã����߳���װ�ã������ϲ������в�ѹ�塢�²�������
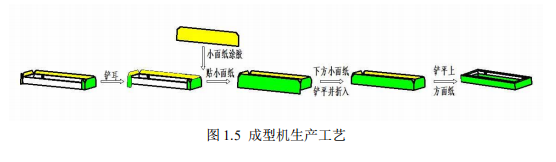
���������IJ��ֵ������������£�
������1�����Ʒ����ͨ����ģ�о�ʵ�ֶ�λ�̶�����ת����ת���͵���С��ֽ��λ����ɲ�������С��ֽ������
������2��ת�̴��������������ģ�о߽����Ʒ������ת���͵���ѹ��λ��ʵ�ֱ�ѹ������
������3��ת�̴��������������ģ�о߽����Ʒ������ת���͵�����λ��ͨ������ʵ�ִ�С��ֽ�ϲ��� 90°��С��ֽ�²����������ڱڲ���Ρ�
�������г��ͻ���ɵ�����������ͼ 1.5 ��ʾ��
����1.2 ѡ���Ŀ�ĺ�����
����Ŀ�ģ�Ŀǰ�г��ϻ�û�г�����������豸���������е��Զ���������ֽ�а�װ��ҵ����������ӹ����ո��ӣ����϶�Ϊϸ���ͣ����ڶ�λ�ѡ������ص㣬������Ҫ���˹�����Ϊ��������������е�豸��ϵķ�ʽ����˹��˵��Ͷ�ǿ�ȴ����ߵIJ����������ò������ϡ�Ϊ�˴ٽ������Զ�������������Ͷ���������ﵽ����˹����������Ч�ʺ�ֽ�����쾫�ȵ�Ŀ�ģ������ĵ�ѡ��Ҫ�ﵽ��������Ŀ�ģ�
������1������"ӡ���װ�����豸��������"��Ŀ�����е�������������Ͽͻ���Ҫ����Ƴ����в��߳���װ�ã����Ƴ��ͻ���ʹ��ﵽ���е�ȫ�Զ�������Ҫ��2���������ƵIJ��߳���װ����������������г��ֵ����з������Ż���ƣ���3����Գ��ͻ����������г��־��Ȳ��ϸ�������з������Ż���ơ�
�������壺���г���װ����ʵ�����������Զ�������ȱ�ٵ�װ��֮һ��ͨ���Ը�װ�ý��нṹ��ơ��������Ż���ʵ�����г���װ�õIJ�Ʒ����Ϊδ������ʵ�������Զ�������������������»�����
����1.3 ������ֽ�г��ͻ��ķ�չ��״
����1.3.1 ����ֽ�г��ͻ��ķ�չ��״
����Ŀǰ���ʰ�װ��е���г��������ſ�ѧ���õķ�չ��������Ӽ��ң���װֽ�г��ͻ�е�ķ�չ�������Ѿ������˳��Σ�������"���١���Ч�����ʡ����ܻ���"�ķ�������ţ���������ҵ�ķ�չ����[2].�������¹����ձ������������Ϊ�ǹ��ʰ�װ��еˮƽ��ߵļ������ң��ڰ�װ��е��ҵ��ռ������ͷ��λ�����ڶ�ʮ������ʮ����ͼ��������˰�װ��ҵ�����Ļ�е�豸[9].�����Ƚ���ֽ�г��ͻ�е���ֳ����¼����ص�[10]: ��1����е�Զ����̶�Խ��Խ�ߡ������¼����IJ���Ӧ�ã�ֽ�г��ͻ��Ѿ���չ��Ϊ���ܷ��࣬�������ṹ�������ȸߵĸ������豸��
������2�������Խ��Խ�ߡ�Ŀǰ��װ�г��ϲ�Ʒ�ĸ��»������������Զ�Ӧ�ij��ͻ�Ҳ�����ļӿ����������ڣ������װ��е���Ʒ��װ����������ƥ�䲻�ϣ���ô��װ��е���൱��������֮�أ��Ʊػᱻ��̭��
������3��������������Խ��Խǿ��������ͻ�е�㷺���ü�������漼��������ƣ����ṩһ���������������̵��Զ�����ˮ��[11]. ��4������Ч��Խ��Խ�ߡ��豸�Ƿ��ܹ����и�Ч�ʵ�����������Ϊ��ֽ�г��ͻ�е�Ƿ�ɹ�����Ҫָ��֮һ��
���������ڰ�װ��е�����������һ��װ���֮�ƣ��ر���ʳƷ��װ��ҵ[13],����ͻ������������ڻ��ļ����������졣�¹����豸�����졢��Ʒ�ļ����ͻ�е���ܵȷ����λ������ǰ�С�����ͻ����и�Ч�����ס��Զ����̶ȸߡ������ǿ���ȶ��Ժõ��ص㣬��Щ��¹���װ��е��ҵ��Ч��һֱ��������[14].�ձ�����С�͵���Ϊ������Ʒ����Щ��Ʒ���С���ײ�����װ�������ȸߡ��Զ�������ߣ�����������С�͵����Ķ����Ժ����������г������Ź㷺�Ͽ�[15].����֮�⣬�ձ����ڳ��ͻ�е��������һ����Ͻ��ԣ�����ר�ŵļ�����ģ��豸������[16].��������豸���������ر���������ʳƷҵ�İ�װ��е��[17],�������Ϲ�װ������Ҷ��װ���ͻ����ǹ���װ���ͻ���ʳƷ��ҵ��װ��е�������ǵ������豸������������ۡ������ȶ����۸�ʵ�ݵ��ŵ㡣������İ�װ��е���������Ƚ�רҵ��ʵ��һ���ܻ�е����С���豸����ͬʱ�������������˹���ѹ��[18].
����1.3.2 ����ֽ�г��ͻ��ķ�չ��״
��������ڰ�װ��еǿ����˵�����ǵ��Զ����̶Ȼ��ձ�ƫ�ͣ���Щ��С����ҵ�������˹�����Ϊ������е�豸Ϊ���������Ŵ��������������й����÷�չ���٣��˹��ɱ�Խ��Խ�ߣ���Ʒ������Խ��Խ��[20],���Ի�е�Զ����豸��Ӧ�ñ�ø�����Ҫ��ͻ������װ��е�ļ��������з���Ӧ�ñ�ÿ̲��ݻ���ֻ��������װ��е��ˮƽ������������Dz�Ʒ�ڹ����г��ϵľ�����[21].
������Ŀǰ������˵���㶫�����յȵ�����ֽ�������豸�з���ҵ����Ҫ���еأ�����ͨ���Թ����Ƚ��豸���о�����������Թ����г���Ӧ����Ƴ��µĽṹ��Ȼ������µĿ��Ʒ�ʽ��һЩ���͵�ֽ��Ʒ��װ��ҵ�����˻�е�Զ�������������Щ��ҵ������˵�Զ����̶Ȳ�ǿ����[20],�����϶�ֻʵ������ظǺ��͵��Զ�����������ݸ�к�����е����˾�ǹ������ȵ�ֽ�г��ͻ�е������ҵ���������� HM-ZD2418 ȫ�Զ���ظ��ƺл����ṹ��ͼ 1.6 ��ʾ[22].

�������ƺл�����Ϊ 1800-2400 ��/Сʱ�������ŷ��������ϵͳ��CCD ��λϵͳ��ʹ�豸���˺ܸߵĶ�λ���ȣ�HM-ZD2418 �ƺл��ĺ��ӳ��ȳߴ��� 45 mm-240mm ֮�䡢���ȳߴ��� 35 mm-160 mm ֮�䡢�߶ȳߴ��� 10 mm-80 mm ֮�䣬ţƤ��ֽ���ȷ����ϳߴ��� 110 mm-450 mm ֮�䡢���ȷ����ϳߴ��� 45 mm-305 mm֮�䡣�����豸�ij�Ʒ�ߴ緶Χ�ֲ��Ϲ㣬��е�Զ�����ˮƽ�Ͻϸߣ��ܹ�ʵ���ȶ���Ч��ȫ�Զ��ƺй��̣����豸���й�����ֻ��Ҫ 1-2 ���������˼��ɣ����������˹��ɱ���
�����㶫��˳Դ��˾�з��� LY-1632JH ȫ�Զ�����л�������ģ�黯�������ö��ص�ģ�黯�Ӿ�����е�ֶ�λ��������λ�����ͳ��ͻ���ϣ���λ���ȸߴ�0.1 mm.�����ڸߵ��ƺС���ױƷ�е�ΧͰ���ӣ���ͼ��ʾ��
�����㽭ʡ�����е����˾�����ڰ�װ��е���з���������꣬����ֽ�����ǻ����Ͻ�����Ƥ�ǻ������ٷ�����ȶ��ֻ���[23].��Ȼ�豸���Զ����̶Ⱥܸߣ������ڸ��ԣ�ֻ����Ӧ�ض��ĺ��ͣ����Լ����г��ϲ��ϱ仯������ֽ�У��籾���о������оͲ�����������Զ������������ԣ��г��϶�ֽ�г��ͻ�е�����Ի����ӿ��أ��������dz��ߡ�
������Թ��ڰ�װ��е���ڵ������벻�㣬����������ѧ���㽭��ҵ��ѧ�ͻ��пƼ���ѧ�ȸ�У����ֽ�������豸������о���Ľ�[24].�綡����[28]Ϊ����ֽ�мӹ�ʱ��ɵ�һЩ�����¹ʣ�������ԻҰ�Ϊ��Ҫ���ϵ�ֽ���������ӹ�����Ҫע���һЩ�������⣻������[29]���Բ����������ϵ���л����ľ����ԣ�������ȡ�С��źй���Ҫ���ǰ���£����һ����Բ-Բ����������ϵȡ�����̻�����ʵ������ȡ�е�ͷźе㲻���ǰ���£���Բ�Ĺ켣��ȡ�зźй�λ���ļ��ٶȱ�Բ�����γɹ켣��ȡ�зźй�λ�ļ��ٶ����� 14.3%,�ź�ǰ���ٶ����� 14.3%,���������ٶȼ����� 9.9%.��ƽ��[30]��Թ��ڰ�װ��ҵ���ڵ��Զ����̶Ȳ��ߡ�Ч�ʵ��£�������ֽ�г��ͻ��ɱ��ֹ��ߵ����⣬�о���������һ����ͨ���Ե��Զ�����ϵͳ�����Ŀǰ�ҹ�ֽ�а�װ�ձ���ô�ͳ������ʽ�ͽ���ʽ��з�ʽ��������Ч�ʵ͡���Ⱦ���ء���Դ�˷ѺͲ����ϻ���Ҫ������⡣����ϲ[31]�з������Զ�ִ��ȡ�С����С�װ�С��罺�ͷ�ж��������۽���л���
������������Ҫ����Ƴ����߳���װ�ã���ʵ�����е��Զ���������Ȼ���������ƵIJ��߳���װ���������д��ڵ����⣬�����е��ֻ��������ᶨλװ�ý��з������Ż�������ط��棬�кܶ��ѧ������һЩ�о���̽�֡�����[32]ͨ�� Creo������ֽ����ͻ��е������˻���������ά��ģ��Ӧ�� ADAMS ��������˶�ѧ�Ͷ���ѧ����������˶����˳ߴ�������ߵĿ������Ż���ʹ�û�������ָ���������������ï��[33]��ҩƷ��װ��е�еĴ���ϵͳ�е��ֺ���ȴ����ṹ��������ƺ�У�ˣ���������нṹ���£�ʵ���˸��ٰ�װ��Ҫ��Ǯ����[34]ͨ���������㣬�ڹ⻬���ӵĻ����ϣ���������Բ�����и���Բ��Բ�ĵ�λ�ü��������ʰ뾶��С֮��Ĺ�ϵ��ΪԲ���ֵ�����ṩ�˷��㣻����[35]Ӧ��ANSYS �������ߣ��Ե��ɲٶ������еĹ����������⣬�ԽӴ�Ӧ����СΪĿ����������ֵ��Ż���ƣ�����Ӣ��[36]ͨ�������ֻ����ĵ��Զ���ѧģ�ͣ����������������������[37]Ϊ��������ػ����ļӹ����ȣ�ͨ��ģ�������ۣ����������Ķ�̬����ΪĿ�꣬������Ŀ���Ż������ѧģ�ͣ������һ���µ�����ṹ�Ż��㷨����һ�־������ػ�������Ϊ�������ж�Ŀ���Ż���ƣ���ʵ�ʶԱȺ���֤��������ԣ���������[38]ͨ����������ʽ����ϳ�����м�������Ӧ�� Solidworks ������ά��ģ��ANSYS Workbench ���о���ѧ���棬�����ֲ�ͬ�����·����侲̬���ܣ������������նȲ������гߴ��Ż��;ֲ��ṹ�Ľ���ʹ�侲�նȽ���ǰ�����Լ 38%.ͨ�������������֣����Ż���Ʒ����У���ά��ģ���� Solidworks������ѧ�������� ADAMS �;���ѧ���� ANSYS ��Ӧ��ʮ�ֹ㷺��
����1.4 ���Ŀ�ܼ���Ҫ�о�����
����������Ҫ���������ȫ�Զ��������г���װ�ý��нṹ��ƣ�������������������飬���ʵ���г����;��ȳ����������з������Ż���ơ����Ŀ�ܰ�����
������ 1 �����ۡ��ӿ�����Դ���֣����ݿ���ı��������ȼ�����Ŀǰ��װ�е���״���ص���������е��������ա������Զ��������ߵĽṹ��ɡ��������̼����ڵIJ��㡣Ȼ����ȷ�˱����о���Ŀ�ĺ����壬���Ҫ��������⡣��������Ŀǰ�������װ��е�ķ�չ��״���ܽ��˱������о���ص����ף���ȷ���˱�����Ҫ���о����ݡ�
������ 2 �����в��߳���װ�õ�������ơ�������ȷ�����в��߳���װ��Ҫʵ�ֵĹ��ն��������ԭ�����õ����߳���װ���������ƶ����ֻ����ƶ������ֽṹ������ͨ���������ף�����ȷ�����ֻ���Ϊ��Ҫ������ʽ�IJ��߳���װ�÷�������һ����������ֵ�������
������ 3 �²��߳���װ���ֻ������˶����Է������Ż�������ͨ�������������в��߳���װ�ô��ڵ������Ʒ������ģ��˳������ģ�о���ѹ�巢����ײ����������������ͨ���ֻ������Ժ͵��Ի��������� ANSYS ���ֽ���ģ̬�����ҵ��ֵĹ���Ƶ�ʣ��ж��ֻ������ڸ���ϵͳ��Ϊ�������ֻ������嶯��ѧ�����춨�˻�����ͨ�� ADAMS ���ֻ������и��嶯��ѧ���棬������ͬ��������µĴӶ����˶��������ߣ��ҵ����ŷ�����ͨ���Ż������ߣ����� MATLAB �����������˶�����ͼ�������ж���ѧ���棬���Ż�ǰ���ֻ�����λ�ơ��ٶȡ����ٶ���ʱ��Ĺ�ϵͼ���жԱȣ���֤���Ż�������˶������кܴ�ĸ��ƣ�������Ч�����������г��ֵIJ�������
������ 4 �����������������η������Ż���ơ�����������Ϊ���߳���װ�õĶ�λװ�ã�ͨ�������������������������ȳ����������۲����������Ҫ�Ƕ�λ����Ȼ�������������ȡ��ѧģ�ͣ������������η������������Ż�������ANSYSWorkbench ������ģ�����з�����֤��֤�����۷�����ģ��ȷ���Ż������Ч��
������ 5 ���ܽ���չ�����Ա��ĵĹ�������������Ĺ����ܽἰչ����
������ 2 �� ���в��߳���װ�����
����2.1 ���в��߳���װ�õĹ��ܺ����
����2.1.1 ���߳���װ�õļ���ָ��
����2.1.2 ���߳���װ�õĹ���
����2.1.3 ���߳���װ�õ����
����2.2 ���߳���װ�õķ������
����2.2.1 �������
����2.2.2 �����Ƚ�
����2.2.3 ���������
����2.3 ������
������ 3 �� ���߳���װ���ֻ������˶����Է������Ż�
����3.1 ���� ANSYS ������ģ̬����
����3.1.1 ѹ���ֵ�ģ̬����
����3.1.2 �ֻ�������
����3.2 �Ż����ɵ��ֻ����˶����Է���
����3.2.1 ѹ���ֻ����Ķ�̬����ѧ����
����3.2.2 ԭ�ֻ����˶����Է���
����3.2.3 ����һ�������ɵ��ֻ����˶����Է���
����3.2.4 ���������ɲ������ֻ����˶����Է���
����3.3 �������Ż���Ƽ��˶����Է���
����3.3.1 ѹ���˶������Ż�
����3.3.2 ѹ�������������Ż�
����3.3.3 �Ż����ֻ����˶����Է���
����3.4 ������
������ 4 �� ���������������η������Ż����
����4.1 ����������ڳ������ṹ���۷���
����4.1.1 ���������ģ�ͼ�
����4.1.2 ���������ģ�����
����4.2 ����������� ANSYS Workbench �ķ������
����4.2.1 ����������������Ԫģ��
����4.2.2 ������Ϻ����ӽӴ���ϵ
����4.2.3 �������ֺ�Լ��
����4.2.4 ����Ԫ����������
����4.3 ���ַ�������Աȷ���
����4.4 ��������װ�õ��Ż��Ľ�
����4.5 ������
��5���ܽ���չ��
����5.1�ܽ�
������˶ʿѧλ�����ǻ�����ҵ��ʵ����Ŀչ����������Ϊ�о������������ҵ�Զ����̶�Խ��Խ�ߣ���װ��е��չѸ�ͣ��г�ǰ��������������������ӹ����ո��ӣ��������ȸߣ����������ص㣬Ŀǰ�Բ����ֹ������ķ�ʽ���ֹ������ձ���������ɱ��ߣ������Ͷ�ǿ�ȴ��й��ѣ�ֽ�����쾫�����������ٶ������ص㣬Ϊ�������Ч�ʺͲ�Ʒ����������Ҫ�з���һ�������Զ��������ߡ�
���������������Զ����������е����г��ͻ�Ϊ�о�������Ҫ�о�����˲��߳���װ�ã�Ӧ�û�еԭ������е��ơ�������ѧ��֪ʶ���м���ͽṹ��ƣ�ͨ��SolidWorks������ά��ģ��Ӧ��ADAMS�������������������ƵIJ��߳���װ�ý��з�����㣬Ӧ��ANSYS������������о���ѧ�������������г������г��������ԭ���Ի�е�ṹ�����Ż���ƺ���֤��ȫ����Ҫ��ɵĹ����м��·��棺
������1����װ��Ϊ�����������˹������װ��е����״����չ���ƣ��ܽ���ҹ���װ��е���ڵ����⡣���ؽ��������еļӹ������Լ�Ŀǰ��������״���Դ�������ĵ��о�Ŀ�ĺ����壻
������2���������г��ͻ��Ľṹ��ɣ����Ʒ����Ϊ�о��������صĻ�е��ƺͻ�еԭ��֪ʶ����Ƴ����в��߳���װ�������������ֻ������������ַ�������ͨ��������������ѡ����������ʽ�Ľṹ����Ͷ�������н���ʵ����֤����������ֵ�������
������3����Բ��߳���װ���������д��ڵ�����ģ��������ģ�о߷�����ײ���������صIJ�����������ANSYS��������ģ̬�������ó��ֵĹ���Ƶ�ʣ��������ֻ������ڸ���ϵͳ����ϵͳ�Ļ��ַ������жϲ��߳���װ���е��ֻ���Ӧ������ϵͳ������Ϊ�������ֻ������и��嶯��ѧ�����ṩ���ݣ�Ӧ��ADAMS���嶯��ѧ����õ��ֻ����Ĺؼ��������������˵��ɺ�Բ���ֶ��ֻ�������Ӱ�졣Ȼ��ֱ�ͨ�����Ӹ����ɡ��������ɴ��������Ż������ߵ��Ż���ʽ���ﵽ����Ч�����������Ӹ�����ʹ���ٶȷ�ֵ��С��40.8%,Զ��ֹ1��λ�Ʋ�����Χ����0.07mm,���ٶȲ������Ƚ���53.6%,�ڴ˻����ϣ����������ɲ������ֻ����м��ٶȷ�ֵ�ֽ�����21.1%,λ�Ʋ�����Χ������0.17mm,�ٶȲ�����Χ������32.3%,���ٶȲ�����Χ������31.2%.
��������һ���أ��ڲ��������ɵ��Ż������ϣ�����˶����ɵ��ֱ�Բ�����ٶ��Ϸ�ֵ��С��26.8%;���ٶȷ�ֵ��С��17.9%;��Զ��ֹ���ٶȲ������Ƚ���37%,���ٶȲ������Ƚ���27.6%,λ�Ʋ���������0.1mm,������Ч�ر��������г��ֵ����⣬���ѹ��Ĺ���Ч�ʡ�
������4����������������ȳ�������⣬���������Ὠ�����γ���������ѧģ�ͣ�����������ĩ�˽����������η������ҵ���λ����ԭ��������Ż���ͨ��ANSYS����ѧ��������֤�˳�������ģ����ȷ���Ż���ʹ����ĩ�˵�����������3.2mm����0.14mm,�����������������0.2mm�Ķ�λ����Ҫ��
����5.2չ��
������װ��е��Ӧ�õ���רҵ֪ʶ�dz��࣬���ݲ�ͬ�Ĺ�������Ҫ���Ӧ�ã������ź��ڴ˴������о����ڵ����⣬�Լ���������֪ʶ�ı��������Ա��������������֮������Ҫ���պ�Ĺ����в��ϵظ��������ں�����Ҫ��ע��Ͷ����ص���Ҫ�����¼������棺
������1�����������о���ƵIJ��߳���װ�õ�ijЩ��������Ľṹ����ڽ��Ĺ������л����Խ�һ�����ƣ��Դﵽ���õĹ�������Ҫ��
������2�����ڲ��߳���װ�ò�����ԭ���кܶ࣬��������Ҫ���������в����ļ�����Ҫ���أ��ص������ѹ���ֻ����е��ɺʹӶ����˶����ɲ������Բ��߳���װ�ò���������Ӷ�������ڽ��Ĺ���Ҫ���У��Բ��߳���װ�õ���������Դ�������ͬ�ķ��������ص����۷�����
������3�����߳��ͻ����й��������ֻ���������ֻ�������һ����з������Ż������ڻ����ĸ����ԣ���δ�������ֽ����һ����з���������֤���ڽ���ѧϰ�У�ϣ���ܻ�������Լ�������ˮƽ�������߳��ͻ�����������о�����
������4������ʱ������л��������ƣ���������������Ż���δ������Ľṹ�ı䣬Ӧ�û��и�����Ż��ռ䡣
���������
����[1]���[������ֽ�й�ҵ����״������[J].�й���װ��ҵ��1995��05����9-13.
����[2]�λ������Զ�������װ��е��չ�ı�Ȼ����[J].�Զ���������2014��04����40-41.
����[3]��ϼ�������װ��е�ķ�չ��״[J].��е��ҵ������������2012��10����10-12.
����[4]F. Buschbeck, W. Wallisch. Packaging machine for "Mozartkugeln" controlled by a positionrecognition systerm [J].The International Jornal of Advanced ManufacturingTechnology,1989.4��1����
����[5]���������ࡣ��ҵ 4.0 �Ͱ�װ��е���ܻ�[J].�й���װ��2016,36��03����51-56.
����[6]Wang F, Chen M R.Secondary development and application of Pro/E in packagingmachinery[J].Packaging Engineering,2005 ��4����64-65,68.
����[7]���������࣬�ܾ��������װ��е�ķ�չ���Ƽ��й���װ��е�ķ�չ�Բ�[J].��װѧ����2012,4��02����46-51.
����[8]Zhu J P.Research on the design methods of packaging machinery [J].Packaging Engineering,2007��7����89-91.
����[9]F.Y.Chen.Mechanics and Design of Cam Mechanisms. New York:Pegamon Press,1982.
����[10]�������������ȡ������װ��е����״�ͷ�չ���Ƽ����ڰ�װ��е�ķ�չ����֮�Ҽ�[J].�Ƽ���Ѷ��2015, 13��35����154-156.
����[11]Lijun Shan, Lin Mu. Parametric design of anchoring packaging machine based on Pro/Esecondary development technology[P]. Mobile Congress ��GMC���� 2010 Global,2010.
����[12]�����ۣ�����������ά�����ȡ�����ʳƷ��װ��е��չ�Ļ�������[J].ũ��Ʒ�ӹ������°棩��2009��08����7-10.
����[13]Micheli Zanetti, Thaís Karoline Carniel, Francieli Dalcanton et al Use of encapsulated naturalcompounds as antimicrobial additives in food packaging: A brief review[J]. Trends in FoodScience & Technology, 2018, 81.
����[14]Fortis M,Carminati M. The Automatic Packaging Machinery Sector in Italy and Germany[J].Springerbriefs in Business,2015.
����[15]�ܽ��¡�����������ʳƷ��װ��е�IJ��[J].�Ϻ���װ��2010��8����44-45.
����[16]Wang Xin. A new expert fuzzy controller design for high accuracy measurement system ofpackaging machine[P]. Logistics Systems and Intelligent Management, 2010 InternationalConference on,2010.
����[17]Davis, S., King, M.G., Casson, J.W., Gray, J.O., Caldwell, D.G Automated Handling, Assemblyand Packaging of Highly Variable Compliant Food Products - Making a Sandwich[P]. Roboticsand Automation, 2007 IEEE International Conference on,2007.
����[18]Cote B.Packaging Machinery Trends[J].Medical Design Technology, 2001.
����[19]��վ��������ʳƷ��װ��е��״���ҹ��ĶԲ�[J].�й���װ��2008, 65 ��2����45-46.
����[20]�����Ρ��ҹ�ʳƷ�Ͱ�װ��е��ҵ��չ����[J].��е����ʦ��2013��02����3-7.
����[21]��վ��������ƽ���ҹ�ʳƷ��װ��е��״���Բ�[J].�ִ����켼����װ����2009��02����28-29.
����[22].������е��Ʒ��Ӯȡδ��[J].ӡˢ������2016��19����80.
����[23].�����е��Ʒ��Ӯȡδ��[J].ӡˢ������2018��10����67.
����[24]�ŷɡ����ڻ����Ӿ�����ظ��ƺл���λ����ϵͳ�о�[D].����������ѧ��2018.
����[25]��������ֽ�а�װ���Ľṹ��ƺͷ���[D].�㽭��ҵ��ѧ��2011.
����[26]Biagiotti,L.,Melchiorri,C.,Pilati,M.,Mazzuchetti,G.,Collepalumbo, G.,Ragazzini, P Integrationof robotic systems in a packaging machine: A tool for design and simulation of efficient motiontrajectories[P].2013.
����[27]Wilcox, D., McNabb, A., Seppi, K. Solving virtual machine packing with a ReorderingGrouping Genetic Algorithm[P]. Evolutionary Computation ��CEC���� 2011 IEEE Congresson,2011.
����[28]����������װ��������Ӧע���һЩ��������[J].ӡˢ��־��2007��02����69-72.
����[29]��������������Զ�װ�л��Ĺؼ������о�[D].�㽭������ѧ��2018.
����[30]��ƽ�⡣ֽ�г��ͻ��Զ�����ϵͳ����뿪��[D].���пƼ���ѧ��2016.
����[31]����ϲ��ȫ�Զ����۽���л����о����[D].�й�ũҵ��е����ѧ�о�Ժ��2015.
����[32]���CKX30 ֽ����ͻ������˻������Ż���Ľ����[D].������ҵ��ѧ��2014.
����[33]��ï�١�����ƽ��ʽ�������ְ�װ���о��뿪��[D].�����Ƽ���ѧ��2012.
����[34]Ǯ��������Բ���������������[J].��е������о���1993��04����15-16.
����[35]������CT36-110 �͵��ɲٶ������������ֵ��Ż���ƺ����ؼӹ�[D].����������ѧ��2005.
����[36]����Ӣ�������ȡ��ִ�������������[J].��е��������죬2003��01����106-107.
����[37]������ , ����˳ , ����� . ���ػ��������Ż����ר��ϵͳ�о� [J]. ũҵ��еѧ����2016,47��04����372-381.
����[38]���������������־Ӣ������ʽϳ���������նȷ������ṹ�Ż�[J].��е�������Զ�����2016,45��02����13-17.
����[39]֣��γ����˼ᡣ��еԭ��[M].�ߵȽ��������磬2001.
����[40]��ռ�ͣ���־�ܣ��½ܡ���װ������ֵĸĽ����[J].�ӱ�������ѧѧ������Ȼ��ѧ�棩��2010,32��04����1-5.
����[41]ʯ���գ����뷼���ֻ��������Ӧ�ô���[M].��������е��ҵ�����磬2007.
����[42]�ŵ�����dz��������طֽӿ����з�������Ҫ�أ��£�[J].��ѹ����2014,51��08����52-56.
����[43]��ӨӨ��ƽ�зֶ���������������·�������Ӧ��[J].������Һѹ��2009,37��05����152-154.
����[44]κ������ȫ�࣬��δ����еԭ��[M].���пƼ���ѧ�����磬2014.
����[45]�����ġ�������ѧ�����İ棩[M].�������ߵȽ��������磬2004.
����[46]T.S Kwak,Y.J Kim,W.B Bae. Finite element analysis on the effect of die clearance on shearplanes in fine blanking[J].Journal of Materials Processing Tech.2002,130.
����[47]Abhinandan Jain. An analytical workbench for system level multibody dynamics[J]. MultibodySystem Dynamics,2018,44��1����
����[48]Shi-qing Wu,Bin Shen,Yun-zhe Tang,Jia-hai Wang,Da-teng Zheng. Ergonomic layoutoptimization of a smart assembly workbench[J]. Assembly Automation,2018,38��3����
����[49]��Ӧǿ�������֣�����⡣��ʽװ�ػ�ǰ���ܵ�����Ԫ������ṹ�Ż�[J].���ȴ�ѧѧ������Ȼ��ѧ�棩��2016,37��01����27-31.
����[50]Ҷ�����ű���������ΰ���ȡ����� ANSYS Workbench �Ķ��ֶ�ȡ�ϻ��ؼ��㲿��������Ԫ�����Ż�[J].���������е��2008��12����83-87.
����[51]�����㡣ANSYS Workbench ��Ӧ����״������[J].���繤�̼�����2014,43��09����138-140.
����[52]�����Ρ����������豸-"ɣ����"�Ļ�ת����ѧ�����о�[D].���Ͻ�ͨ��ѧ��2016.
����[53]�����顣ע�ܻ�ģ����Ż���Ƽ�������ģ��������[D].ɽ����ѧ��2016.
����[54]������������Ԫ��ά�����������Զ��������������㷨�о�����Ӧ��[D].ɽ����ѧ��2010.
����[55]��ʿ�� , ���� . Լ�����̵ķ������ַ� [J]. ���ȴ�ѧѧ�� �� ��Ȼ��ѧ�棩��2006��02����170-173.
����[56]�ƾ�����������νṹ������Ż�[D].������ҵ��ѧ��2018.
����[57]���˱�����ǿ���۷ɡ��ṹ��������Ԫԭ���� ANSYS ʵ��[M].������ҵ�����磬2005.
��л
�������������ڵ�Ԯ�����ڵ�ָ���Ͱ�������ɵģ����Եĸ�л����ʦ���о�����������ҵ�����ָ����֧�֣�������һ��ѧϰ��ΧŨ�������ϵ� 507 ʵ���ҡ���Ϊʵ���ҵ�һԱ������ĸ��ܵ���ʦ��ʦ���ʦ��ʦ���ǵĹذ��Ͱ��������������о����������������Ľ�ʦ��ʦ���Ƕ������ĵ�ָ����ʦ��ʦ���Ƕ��ҵİ��������������ƽʱʵ���ҵ������У���һ������ϡ��ֹ۵���̬ͬ����Ⱦ���ҡ�������ĸ�л�ڰ�æ֮���������ĺͲμӴ��ĸ�λר�ҡ����ڣ�
��������Ҫ�鿴��ƪ��ҵ���ȫ�ģ�������ϵ�ͷ���ȡ��